叉车金属构件自动化涂装生产线设计
2021-06-29成中书
成中书
永恒力叉车制造(上海)有限公司 上海 201712
引言
近年,中国物流业行业发展迅猛,叉车作为重要的物流搬运设备,市场需求持续增长,叉车的生产效率需要不断提高。永恒力作为国际著名叉车制造商,销售订单和工厂叉车制造年量也在稳步增加,工厂现有老式的涂装生产线已无法满足生产需求,且这种涂装方式资源浪费较为严重。目前新型的涂装生产线已经普遍采用PLC控制技术,并且涂装产线上都运用自动化设备,从自动化程度、资源节约、产量增大需求等多个角度出发,公司决定投资设计新建一条自动化粉末涂装生产线[1]。
1 设计需求
永恒力叉车制造(上海)有限公司以事各类电动叉车生产为主,在生产过程中主要涉的工艺工序有钣金结构件的焊接、涂装和成品车的总装。依永恒力集团的发展规划及市场预测,在未来的几年里公司的叉车产量会逐步增加,到2025年会达到年产各类电动叉车18000台左右。新设计的涂装线要求在产能、喷涂质量、自动化程度、资源利用率上远高于公司之前使用的旧设备。将粉末涂装的前处理、喷粉(上粉)、烘烤粉末固化、冷却集中在一条具有一定自动化程度的流水线上进行,且可以实现每个节点涂装物料的短暂停止不影响整条流水线的运行。
2 涂装工艺设计
涂装线根据使用输送链条的不同大致可以分为两类:
一类是:普通输送式的链条,即整条线链条运行,相应的线上工件跟随链条同步运行,无法实现局部或单个悬挂点的停止运行;
另一类是:积放链式输送链条,它与普通输送式的链条的主要区别在于输送线上的承载涂装物料的挂点小车是可以在需要时脱离链条做一定时间的停留等待的,但此时输送链条仍然是运行的,这样不影响线上其他工位点的物料生产正常进行。
鉴于上述需求和预期,对于新建涂装线的整体工艺设计如下:
2.1 物料上件点
操作员工在此工位可以较为方便的将需要涂装的物料上挂到流水线上,然后放行;
2.2 涂装前处理
前处理根据零件板材厚度和结构形式设置了两种处理方式,抛丸和化学药剂水洗,经过化学药剂水洗的工件需要烘干后才能涂装;
2.3 上粉涂装
涂装采用粉末静电喷涂,首先经过自动涂装,然后再到手动粉房,在手动粉房主要做一些在经过自动粉房时没有上粉到位地方的粉末增补工作和工件上要求涂装屏蔽位置粉末清理或屏蔽工装、工具的清理;
2.4 粉末固化
涂装好的工件经输送链到达粉末固化炉里进行粉末固化,固化阶段期望可以根据零件板材的厚度设置不同的固化时间;
2.5 固化后冷却
零件刚从固化炉里出来时仍处于高温状态,需待零件冷却到接近常温状态,才可进行下一步工作;
2.6 下件清理
冷却至或接近常温状态的工件在此工位从流水线上卸下,同时进行一些涂装遮蔽工具的清理和涂装质量检查等工作。
总体采用积放链作为输送链的流水线形式,工艺流程图如下图1所示:
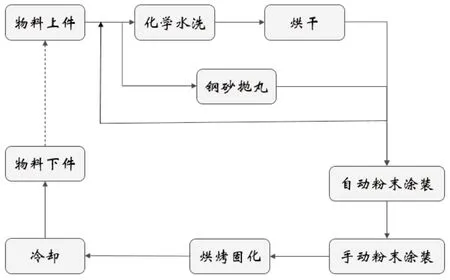
图1 工艺流程图
3 主要工艺流程设备设计
3.1 自动化学药剂前处理
出于场地限制和使用需求,化学前处理设备采用双工艺设计,即每道工位设计有两套独立的槽液系统和喷淋系统[2]。整个前处理设备包含:棚体、槽体、喷淋系统、槽液加热系统、槽液过滤系统、药剂自动补给系统、排风系统和吹水平台、烘干炉等设备。
棚体侧板为双层保温结构,保温厚度50mm,内侧为不锈钢板满焊结构。各工艺段间设防溅门,防止临近工艺段之间出现窜液现象,每个棚体底部带有坡度,可以做到快速回液槽体。
每个槽体内部设置溢流盒、溢流口、补水口、排污口、排污过滤装置,各槽排水管均设过滤网,防止排水管堵塞,保证水槽有效的排水,每个槽体均配有液位计,液位计有高、低位液位报警功能,具体显示在前处理设备控制柜面板上,工位槽具有自动加水功能,当液位过低时,液位计把信号传送给电磁阀,电磁阀打开自动加水,当液位加到高位时,液位计把信号传送给电磁阀,电磁阀自动关闭。
喷淋水泵采用立式液下泵,通过变频器,工作压力能够无级调整;喷淋管路从水泵出口穿过侧板进入棚体内部,送入位于棚体底部的主管路,通过它分配到各喷淋支管。
前处理加热热源采用热水炉加热,加热能力500,000kcal/h,所有区域都要安装温度计,加热进出口层流区域安装温度传感器,有测量和控制功能,变频器控制循环泵,确保水泵有恒定的泵压,热交换器换热面积是实际需要的1.2倍,运行的时候温差是 15 度(热水进口 90度,回水75度),热水进水管路的所有部件耐温 95 度,回水管路的所有部件耐温 75 度。
3.2 自动抛丸前处理
抛丸机每个抛头的功率为18.5kW,抛射速度大于80米每秒,抛丸量大约300公斤每分钟,成扇形规则的分布在两侧,运行时工件通过速度为1~3米每分钟。抛头的分布是经过计算机三维动态模拟确定的,可实现最优化抛射效果对被经过工件四周及端面进行全方位的抛丸清理。
3.3 自动喷粉房
自动喷粉房选用的是瑞士Gema的产品,主机是该品牌的OptiFlex AS08-16+2型静电粉末涂装设备;喷粉房工件进出口门设计自动感应门,当工件进出时,门可以自动打开,喷枪的控制柜选用的是OptiFlex A2 / AS08型,最多可接受21个控制单元,粉末回收系统是风量为32000立方米每小时的大旋风式回收柜,可使粉末的有效的利用率达95%以上。并设置了智能数字式过滤器压差自动监控清理系统,时刻监视滤芯堵塞情况,随时调整滤芯的自动清理方式,保证抽风系统高效稳定运行延长滤芯寿命,降低能耗。
3.4 粉末固化炉
固化炉由保温炉体、热风循环系统、燃气加热装置、温度控制系统及排废气装置等组成,它的炉体尺寸是22700×14800×6150mm。工件在烤炉中行走U型路线,为隧道式的平炉,在进口和出口段都设计有自动感应门,避免了热气的外溢。且考虑的公司需涂装的结构件钣金厚度的较大差异,在U型的中间位置也设计了一个进口,这样较薄的钣金结构件可以在短时间完成粉末烘烤固化。
3.5 固化后强冷设备
固化后工件冷却采用强制式自然风冷却,即在固化炉出口后工件进过的一段区域内构建一个工件能顺利通过长近20米的室体。冷风机高架与室体的顶部,取新风于室外通过风管将新自然风送至室体两侧及底部,再经过室体内侧壁上的强冷风嘴对工件进行吹风方式,风嘴风速控制在10~15米每秒,风机最大风量可达70000立方米每小时。
4 电气控制系统
整个涂装线的电气控制系统包含:电气控制柜、电气元件、PLC控制系统、显示屏幕可视化系统、远程维护以及控制程序和软件等。既可以在线远程控制诊断查找问题、处理和修改软件程序,也可以现场连线操作,灵活性高,方便管理与操作[3]。
控制系统具有:自动、手动,维修三种可调模式。正常运行时选择自动模式即可;当自动控制系统和触摸屏出现故障的时候,设备可以通过手动模式临时正常开启并运行;设备需要检查维修时,调到维修模式即可。
液体介质的控制(水泵启动,加药、加水等)必须和液位控制系统相连接,即使是手动操作或者是设备维护时,量测装置和控制装置的相关功能都能起到好的保护作用。
所有单独控制的设备都整合到集中控制系统内,并设计有检测、监视功能,详细的故障和操作信息会全部输入到主控制系统,并清楚的显示出来,中央控制系统可实现远程启动,并可以实现操作(如图2)。PLC矩阵图可以进行选项设置,针对所有的故障发送正确的应答。每个PLC的通信接口具有ethernet的连接接口,都支持TCP/IP协议,且可进入进行远程维护。
图2 主控系统展示
5 安装及系统调试
自动化涂装线完成所有的基础设施和基本框架结构的建设安装后,对于主要设备的机械、电控电路方面进行安装连接,最后完成所以控制程序的编写、模拟测试与在线测试。在线测试主要分为两步进行:
(1)单点功能测试,即对每个工位点的设备的预期功能经行逐个检查、测试,分为自动和手动状态分别进行,直到达到预期要求;
(2)整体联机测试,在自动状态下按照预设的几种工艺路线路径,悬挂小车是否都能顺利走完全程;走到每个工位时相应的设备预设的动作是否都有实现。
并在此基础上进行试生产测试,检测整条线的涂装效果,依照预期,自动化涂装线建成后有效利用率需达95%以上,节拍是每10分钟各有一个悬挂小车经过上挂和下挂点。
6 结束语
永恒力自动化涂装生产线的建设,从设备现场安装施工到生产批量投产,整个周期花费了近一年的时间,通过各方的协同合作和努力,最终圆满实现了预期,即实现了提升产能的目的,又达到了降低涂装生产运营成本的效果。
随着社会国家对环保要求得越来越严格和静电粉末涂装行业低温烘烤粉末的逐步实现,静电粉末涂装的需求和应用越来越广泛[4]。本文仅以永恒力叉车制造新自动化涂装线为例从实际需求出发,经方案设计、设备选型、安装调试和试生产运行,最终实现目标。目前,该自动化涂装生产线运行稳定,各项性能指导良好,产线设计经验可供同行业参考。
参考论文
[1] 张官浩.全水漆自动化涂装工艺在钢制车轮上的应用[J].涂层与防护,2021,42(1):43-46.
[2] 孟蒙. 面向复杂表面的喷涂机器人路径规划研究[D].郑州:河南工业大学,2020.
[3] 雷禧生. 面向喷涂机器人流水线的工件实时三维测量与重建[D].长沙:湖南大学,2018.
[4] 童季刚,罗良传,廖菲.一种转台式多工位表面自动喷涂系统设计[J].自动化与信息工程,2016,37(2):21-24.
