全彩3D打印颜色再现方法①
2021-06-28孙璐,张霞
孙 璐,张 霞
(武汉大学 印刷与包装系,武汉 430072)
3D 打印作为一种快速成型的制造工艺得到了越来越广泛的关注[1],其在汽车工业[2]、航空航天[3]、医疗卫生[4–8]、教育教学[9,10]、食品加工[11–13]、模型制造[14]等行业有着广泛的应用.3D 打印技术采用的方法有很多,从不同的角度出发可以分为不同的类别.根据基材种类可以分为塑料基[15]、纸基[16]、粉末基[17]、生物基[18]、食物基[19]以及金属基[20].根据成型的方式可以分为光固化成型(Stereo lithography Apparatus,SLA)[21,22]、分层实体制造(Laminated Object Manufacturing,LOM)[23]、三维印刷(Three-Dimensional Printing,3DP)、选择性激光烧结(Selective Laser Sintering,SLS)[24]以及熔融沉积成型(Fused Deposition Modelling,FDM)[25]等.根据打印产品表面再现的颜色可以分为单色3D 打印和彩色3D 打印.随着彩色打印技术的发展,彩色3D 打印已经可以再现丰富的颜色,全彩3D 打印成为发展的趋势.
全彩3D 打印[26]直接采用石膏、塑料、树脂、尼龙等彩色材料进行打印,不进行任何后处理上色过程,使产品呈现全彩色的外观.全彩3D 打印可再现与原型一致或接近的颜色,因此,在对3D 产品颜色再现要求较高的领域应用越来越广泛,如工业产品模型打印、医疗器官模型打印等.目前,全彩3D 打印的颜色再现[27]主要采用与2D 打印相似的色料减色法呈色,原色打印通道主要是青(C)、品(M)、黄(Y)、黑(K),根据技术的不同,可能增加其他呈色通道[28].这种方法可以满足基本的颜色再现要求,但要实现全色域小色差的颜色再现,还需要解决许多问题.
本文第1 节对全彩3D 打印的实现方式进行论述分析,第2 节针对全彩3D 打印颜色再现的核心技术进行分析讨论,在第3 节总结全彩3D 打印的技术特点,探讨全彩3D 打印领域的现存的问题及技术发展趋势,最后对全文进行总结.
1 全彩3D 打印的实现方式
全彩3D 打印的颜色再现与打印实现方式相关.彩色3D 打印经历了离散彩色3D 打印、连续调彩色3D打印的发展过程.随着机械技术和材料技术的发展,已经有多种技术实现全彩3D 打印.根据产品成型方式的不同,主要可分为粉末粘结剂类、分层制造类、射流熔融类、熔融沉积类、喷射固化类以及白墨填充类.
1.1 粉末粘合剂类
粉末黏结剂类3D 打印技术[29]是基于彩色喷墨打印技术提出的.所使用的材料主要为石膏和塑料粉末,该技术的主要过程是将白色粉末逐层沉积在平面上,通过向粉末床上喷射青、品、黄、黑4 色粘接剂的方法生产彩色3D 打印产品.这种方法具有打印速度快、材料利用率高的特点,部分型号的打印机可生产颜色丰富的样件.美国3D Systems 公司的ZPrinter 系列(收购自Z Corporation 公司)及CJP 系列3D 打印机采用的是这种技术.其最新款ProJet CJP 860Pro 打印机拥有5 个打印头,将青、品、黄、黑粘合剂在白色粉末上打印,实现专业级4 通道 CMYK 全彩 3D 打印功能,可再现36 万种颜色,包括渐变色彩效果.
1.2 分层制造类
分层制造类主要指纸基类3D 打印技术[30].该技术的主要过程是根据物体形状进行分层颜色分割,采用普通的彩色喷墨打印机在纸张上打印分层彩色图像,然后将纸张裁剪得到所需截面,最后进行粘接.爱尔兰CleanGreen3D 公司的Mcor IRIS 打印机和CG-1 3D 打印机(原Mcor ArkePro 系列)均采用CMYK 彩色喷墨印刷技术,通过配备专用纸和粘合剂的喷墨打印头来构建全彩色3D 打印产品.Mcor IRIS 最大造型尺寸为256×169×150 mm,分辨率为5700×1440×508,可以展现100 多万种不同颜色,价格约为5 万美元.
1.3 射流熔融类
射流熔融技术是由惠普公司提出的一种3D 打印技术.所使用的材料主要为尼龙粉末.惠普3D 打印技术是通过喷射助熔剂和细化剂后加热,使其发生化学反应,从而让尼龙粉末固化.通过采用数字图像半色调技术,配合特定的CMYK 四色墨水喷射方案,实现全彩3D 打印生产.这种方法具有坚固耐用、质量出色、细节清晰且复用率高的特点.彩色墨滴喷射分辨率能达到1200 dpi,可以实现1600 万种的sRGB 颜色,但暂时无法实现透明效果和多材料混合效果打印.目前最具代表性的设备为HP Jet Fusion 580 全彩 3D 打印机.
1.4 熔融沉积类
熔融沉积建模技术[31,32]利用成型材料和支撑材料进行打印,是最重要的3D 打印方法之一.该方法是由美国Stratasys 公司的创始人Scott Crump 发明的,主要以丙烯腈-丁二烯-苯乙烯(ABS)和聚乳酸(PLA)等热塑性材料为原料,通过打印机将原料加热熔化,挤出到加热的底板上,在计算机控制下逐层堆积成型.其具有成本低,成型材料范围广的优点.但是成型时间较长且需要支撑材料.代表性的设备是XYZ printing 公司的da Vinci Color 5D 打印机、Stratasys 公司的Fortus900mc打印机[33]等.其中da Vinci Color 5D 打印机既可以实现以PLA为材料的3D 打印,也可以通过CMYK 四色墨盒进行2D 喷墨打印.其中3D 打印可实现1600 万种颜色.Fortus900mc 打印机支持17 类材料进行彩色打印,打印尺寸最大为914×610×914 mm.
1.5 喷射固化类
喷射固化打印技术是Objet Geometries 公司在2000年提出的.该技术可使用多达29 种基本树脂材料[34],如类聚丙烯材料、类橡胶材料、生物相容性材料等,这些基本光敏树脂材料有黑、白、灰、黄、品、青、蓝7 种色调.打印机将光敏树脂材料一层一层地喷射到打印托盘上,直至部件制作完成.每一层材料在被喷射的同时用紫外线光进行固化,可以立即进行取出与使用,而无需二次固化.这种技术最显著的特点是可在单次打印中实现不同颜色和材料的结合,制作接近真实产品的原型,更可用来打印快速模具,验证产品设计,但在打印过程中需要支撑结构,且树脂材料强度耐久度较差.美国Stratasys 公司的PolyJet 3D J8 系列打印机采用这种技术,可同时混合7 种颜色的树脂材料,再现50 万种颜色,并可使产品呈现不同的纹理、透明度和软硬度.
1.6 白墨喷射填充类
白墨填充喷射技术也是以彩色光敏树脂为打印材料,以水溶性或热熔性材料为支撑材料,利用白墨进行体素位置补偿填充的一种直喷式全彩3D 打印技术.其基本原理为每喷射打印出一个薄层的光敏树脂后利用紫外光快速固化,每打印完成一层,机器成型托盘便极为精确的下降一层,而喷头持续工作,直到完成.这种技术具有可以实现不同材料的复合打印.典型设备包括中国珠海塞纳打印公司的D451 系列、J501 系列打印机等.其中D451 系列最高分辨率可达600×600×2540 dpi,可实现1000 万种颜色.
在这些打印方式中,喷射固化类和白墨喷射填充类突破材料种类的限制,可以实现多种材料结合的复合打印,打印速度快,且在颜色、纹理、透明度方面与原型逼近.
这些全彩3D 打印技术采用不同的机械和呈色材料实现三维彩色输入图像到3D 彩色产品的输出再现.三维彩色输入图像的颜色往往采用RGB 表达,全彩3D 打印颜色则采用CMYK+其他呈色通道(以下简写为“CMYK+”)的方式表达.在此过程中,三维RGB 颜色到CMYK+打印颜色的转换是关键技术之一;另外,如何驱动打印机将CMYK+表达的颜色通过呈色材料打印再现是另一个关键技术,即全彩3D 打印输出模型.现有的技术大多借鉴采用2D 彩色打印/印刷中的颜色转换与输出模型,但还很难实现全色域颜色的准确再现,相应地,针对全彩3D 打印的全流程颜色管理技术也处在急需研究的阶段.
2 全彩3D 打印的颜色再现
与传统的2D 打印技术相比,3D 打印的颜色再现会更多地受到呈色材料、打印机械等因素的影响,其颜色再现环节更加复杂.从现有的各类打印技术来看,全彩3D 打印颜色再现的一般技术框架如图1所示.
图1中,3D 图像的采集主要通过3D 扫描设备或3D 相机对原型的颜色和形状信息进行采集.在对采集的颜色信息和形状信息进行转换处理的基础上,通过打印输出模型驱动打印机完成原型的3D 再现.在此过程中,颜色转换实现RGB 到CMYK+的转换,打印输出模型将CMYK+信息转换为呈色材料在特定打印位置的输出量,这个过程类似2D 打印/印刷的分色、半色调过程,两者都直接影响颜色再现的精度.因此,建立全彩3D 打印颜色转换模型和输出模型是全彩3D打印颜色再现的核心技术难点.现有的技术可满足教学教具、儿童玩具等一般彩色产品打印的颜色再现.这些产品的颜色相对而言比较均匀,或者同一产品上的颜色种类比较有限,颜色再现的精度不是评判产品质量的关键指标.但对于颜色呈现连续变化或颜色种类非常丰富的产品,如服饰产品、人物模型、雕塑艺术品模型等,颜色再现的精度是评判产品质量的关键指标.采用现有的技术在打印这些产品时,颜色再现的效果还有很大的提升空间.在特定的呈色材料和打印机械条件下,如何最大程度利用3D 打印颜色空间的色域来再现准确的颜色和丰富的阶调层次是研究的重点.
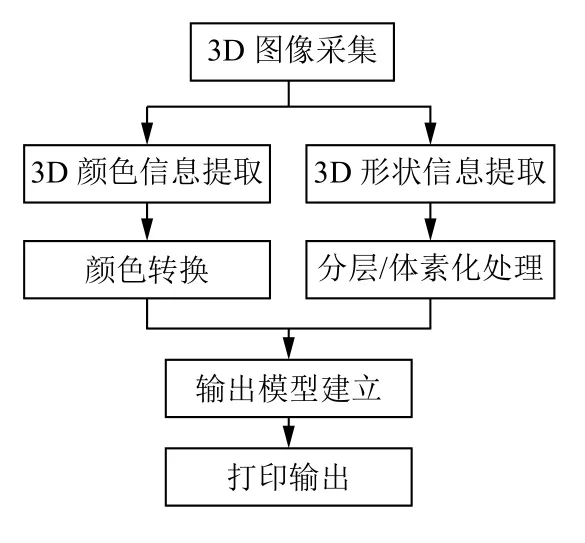
图1 全彩3D 打印技术框架
2.1 全彩3D 打印的颜色转换
在全彩3D 打印流程中,采集或制作的3D RGB 图像色彩需要转换到打印通道CMYK+图像颜色,才能够进行打印.现有的3D 颜色转算法主要采用印刷色彩管理中的颜色转换技术和分色方法.但是,3D 打印的颜色效果容易受到产品形状、呈色材料性质的影响.因此,在应用2D 颜色转换技术时,首先要解决3D 颜色测量问题,保证用于参与转换计算的颜色数值是准确的.在此基础上,解决如何获取3D 打印色域和阶调再现特性的问题,以生成进行颜色转换的目的空间.然后,结合三维形状信息,解决如何实现从3D RGB 颜色数值到CMYK+颜色数值的转换问题.
针对3D 颜色测量问题,许多研究者采用不同的测量仪器进行了测量与分析.主要使用分光光度计进行测量.如,Stanic 等[35]使用GretagMacbeth (X-rite)XTH 球面分光光度计测量粉末基3D 打印的颜色;Xiao等[18,33]使用Minolta CM-2600d 分光光度计测量3D打印软组织假体的颜色;何留喜等[36]利用X-Rite530分光光度计测量Mimaki UJF-3042 UV 打印机打印的色块的颜色.这些测量方式以无光泽基材的二维平滑表面物体的颜色测量为基础,没有考虑到三维打印物表面的粗糙度、基材光泽度透明度对色彩的影响,并且对人眼的三维视觉特性考虑不够,导致测量数据不能完全真实反映3D 打印的颜色视觉效果.
3D 打印产品的颜色会受到很多因素的影响,如,打印墨滴的角度、墨层的厚度及填充墨层数等,导致物理测量结果与人眼视觉感知的不对应.针对影响3D 打印呈色的因素分析已有比较多的工作.如,何留喜等[36]分析了UV 喷墨3D 打印不同墨层数对应的油墨厚度和表面颜色再现情况,建立了一种UV 喷墨彩色3D 打印的实施方案,其实验结果表明,把UV 喷墨彩色3D 打印过程分为单层白色实地油墨打印、多层白色油墨叠加打印和单层彩色油墨打印3 个步骤,可以大大提高3D 打印精度及颜色再现性.刘瑜等[37]在此基础上,进行了3D 打印产品表面呈色机理分析,计算了不同的喷墨角度、不同的打印层厚度及涂覆不同层数白墨的条件下,打印的实地色块与标准样之间的色差值,其实验结果如图2所示,表明利用UV 喷墨对3D 打印产品表面的阶梯进行覆盖后再着色的方法可以提高产品表面颜色再现质量.这些研究反映了3D 打印呈色的复杂性,对于提高3D 打印颜色测量精度有一定的帮助.

图2 3D 打印产品表面呈色分析[37]
3D 打印色域和阶调再现特性基于3D 色标版的测量数值计算得到.因此,色域和阶调再现特性的准确程度与色标版直接相关.在实际应用中,直接采用2D 打印/印刷标准色标IT8.7/3 或IT8.7/4 会产生色域不准、颜色转换误差大等问题.针对特定的3D 打印机,有研究者尝试自主设计3D 打印色标,如,Wang 等[27]使用Color Checker Classic(X-Rite) 在Adobe Photoshop软件中设计了24 色卡,该色卡包含了彩色成像所需的各种颜色以及灰色梯尺.Z Corporation 公司开发的颜色测试版如图3所示[26].其平面形式的设计方便了分光光度计的使用,并且覆盖不同色调的典型颜色,有助于提高构建打印机整体色域的准确度.

图3 ZCrop 3D 打印颜色测试版[26]
全彩3D 打印往往采用多种呈色材料,颜色通道大于4 个,从3D RGB 数值转换到CMYK+数值的过程与多色印刷分色过程相似.印刷多色分色算法主要有多维查找表法[38]、基于光谱的多色分色算法[39]、修正的纽介堡算法[40]、多项式回归算法[41]和神经网络算法等.其中,多维查找表法是印刷色彩管理中实现颜色转换的主要方法,直接应用这种转换方法的全彩3D 打印产品在颜色饱和度、阶调层次再现上效果还不太理想.基于光谱的分色算法能实现稳定准确的多色印刷复制,且不受光源及观察条件变化的影响.但3D 打印颜色的光谱获取及原色料光谱估计的难度较大,因此很难在全彩色3D 打印中应用.其他3 种算法在全彩3D 打印中的应用也比较有限,主要因为3D 打印与平面印刷在输出过程、颜色呈现方式以及影响呈色因素方面存在较大差异,导致其颜色转换过程的实现有了更多的不确定性.有些研究者尝试针对不同区间的颜色采用不同的打印着色方法来再现.如Ladd 等[42]基于3D 打印的特点提出了3D 打印表观着色的方法.对于喷射固化及熔融沉积类的3D 打印过程,可以考虑采用3 种不同的方式来获得所期望的表观颜色:第1 种,利用完全相同的颜色来形成所需的颜色外观;第2 种,利用两种或多种颜色进行半色调印刷得到所需外观;第3 种结合墨层厚度对颜色的影响,用内层颜色对表观颜色进行补偿.多样的表观着色方式是为了分颜色区间实现更准确的颜色再现,但这会使颜色转换面对的情况更为复杂.因此,针对全彩3D 打印颜色转换方法的研究还需要进一步深入.
2.2 全彩3D 打印的输出模型
全彩3D 打印的输出模型表示如何将颜色转换后的CMYK+图像数值信息转换为打印机的设备驱动数值.这个过程与2D 打印/印刷的半色调过程[43]相似.
二维图像半色调的基本算法包括阈值比较法、抖动算法[44]及误差扩散算法[45].将二维半色调算法直接应用于建立3D 打印输出模型,计算过程比较简单,但是很难保证打印产品在垂直方向上的阶调再现效果.对此,Stucki[46]首先提出将三维对象的连续颜色转换为二进制数据以便通过3D 打印技术进行再现的思想,并引入三维半色调的概念.在二维半色调算法的基础上,很多研究者开展了三维半色调算法研究并取得了一些成果.主要从扩展修改二维半色调算法、结合3D 打印材料特性、结合人眼视觉特性的角度出发进行研究.
Cho 等[47]基于Bayer 抖动提出了一种三维有序抖动算法,可以避免低频纹理的产生,并且适应3D 打印机的喷嘴几何形状.Zhou 等[48]提出了针对3D 喷墨打印技术的三维半色调算法,在对模型切片处理后,分层进行误差扩散半色调处理来完成网目调过程,但是在3D 模型垂直方向的阶调再现上效果并不理想,且存在明显的规律性条纹.
结合3D 打印的空间特性,将二维半色调算法进行扩展,采用三维阈值矩阵,可以有效改善不同打印方向的阶调复制效果.如,Sun 等[49]提出了一种用来改进3D 彩色喷墨打印系统颜色均匀性的混合3D 抖动算法,该方法将Bayer 矩阵进行三维优化,将传统的二维有序抖动算法扩展为三轴方向的多层算法.优化后的3D 抖动阈值矩阵如图4所示,优化后的算法可以将墨滴滴入4×4×4 大小的每个体素中,其实验结果表明,该算法可以改善不同打印方向的颜色一致性以及抖动处理后的图案均匀性.
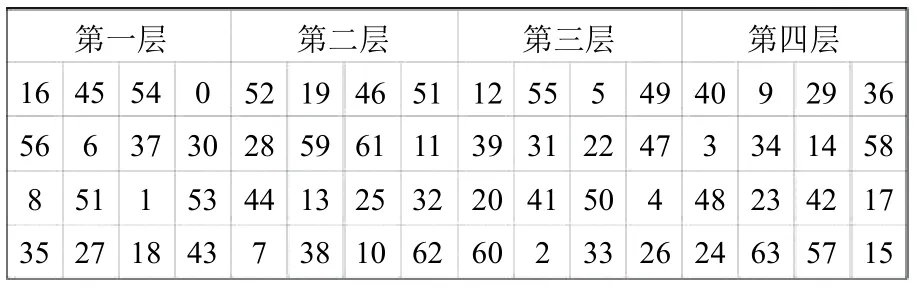
图4 三维半色调算法—优化后的3D 抖动阈值矩阵[49]
结合3D 打印机自身特殊性,将材料的物理特性以及人眼视觉特性对印刷模型颜色的影响加以参考,增加半色调计算范围,可以有效改善阶调再现效果,但针对不同的打印材料需要重新计算.如,Brunton 等[50]考虑到目前3D 喷墨打印机多采用高度半透明材料,产品表层厚度会对感知颜色产生较大影响,提出了一种针对半透明材料的误差扩散网目调算法,在纹理贴图的文件内增加了像素位置的材料透明度参数,并扩大了半色调的计算范围,在进行半色调计算时,根据参数改变半色调层数,然后误差扩散计算,其实验结果表明,此方法可以有效减少半透明材料对表面呈色效果的影响.
为了进一步克服三维半色调算法在垂直方向上阶调再现效果不理想的问题,易尧华等[51]提出了一种考虑到人眼阶调敏感性的三维误差扩散算法,结合人眼阶调敏感系数设计三维误差扩散滤波器,如图5所示,将误差扩散后的累计误差与线性增强系数相乘,得到线性增强误差,最后将增强后数据与阈值比较,得到最终网目调数据.

图5 三维半色调算法—三维误差扩散滤波器[51]
上述各种方法都在一定程度上改善了3D 产品阶调再现的效果.其中扩展修改二维半色调算法后得到的三维算法优化了3D 打印不同方向上的阶调再现效果,但是矩阵层数及其中参数需要根据打印机特性的不同进行相应调整.结合3D 打印材料特性所进行的修改可以提高半透明材料3D 打印的颜色再现的准确性,但是如何设计针对多材料混合3D 打印的三维半色调算法仍是一大难点.结合人眼视觉特性进行误差扩散的计算方法可以使最终打印结果更加符合人眼的视觉特性,但是人眼阶调敏感系数并不能直接应用于所有的打印机,还需要进行深入研究.
3 存在问题与发展趋势
目前,3D 打印的颜色再现基本依靠材料或粘结剂自身的颜色,图像颜色与阶调的再现效果与颜色转换算法和打印输出模型密切相关,从现有的技术来看,全彩3D 打印颜色再现领域存在的主要问题以及发展趋势如下:
(1) 全彩3D 打印颜色数据的测量.3D 打印的颜色与材料的厚度、材料的透明性、打印方向等多种因素有关,能否准确测量3D 打印颜色直接关系颜色转换的精度.采用现有的测量仪器和测量方法得到的颜色数据与人眼的颜色视觉效果还存在明显差异.因此,针对3D 打印产品进行颜色测量仪器、颜色测量方法的研究和开发,是提高3D 打印颜色再现质量的基础.
(2) 全彩3D 打印色彩质量评价标准的建立.3D 打印产品的颜色视觉效果与打印材料、产品形状、观察环境等很多因素相关,目前针对3D 打印颜色再现质量的评价方式主要为主观评价,但主观评价的照明观察条件还没有统一标准规定,多采用与评价平面图像颜色效果相似的照明观察条件.在定量评价方面,还没有针对3D 颜色再现误差的色差公式,主要采用在平面颜色复制色差计算中应用较多的CIE DE2000 色差公式,其色差计算结果与主观评价结果之间往往有较大差别.因此,研究适用于3D 打印颜色再现质量的主观评价条件和色差计算方法,对于3D 打印的颜色质量控制是十分必要的.
(3) 全彩3D 打印色彩管理技术框架的建立.全彩3D 打印技术具有多样性,在对打印过程进行色彩管理时,直接应用印刷色彩管理的技术框架虽然可以基本实现3D 颜色的复制再现,但会出现较大的颜色再现误差.因此,针对特定的全彩3D 打印技术,研究颜色转换与输出模型核心技术,并在兼顾不同打印技术的前提下,探索建立统一的全彩3D 打印色彩管理技术框架,是全彩3D 打印发展的需要.
4 总结
全彩3D 打印的材料和技术在快速地发展,颜色转换和颜色打印输出模型将一直是全彩3D 打印颜色再现的核心问题.这些问题的研究与3D 打印颜色测量、3D 打印颜色再现质量评价密切相关.在这些技术发展完善的基础上,研究全流程的全彩3D 打印色彩管理是提高全彩3D 打印颜色再现质量、推动全彩3D 打印更广泛应用的发展趋势.
