12 000 m3/d煤制油废水处理及回用项目一期工程设计探讨和实践
2021-06-25王浩
王浩
上海泓济环保科技股份有限公司(上海 200433)
步入新世纪,温室气体治理、节能[1]、清洁能源开发与利用、污染治理得到更多共识和更大支持。作为煤清洁利用的手段,现代煤制油产业对提高我国部分地区空气质量优良率、保护人民健康具有非常重要的作用。我国煤化工产业起步较晚,但发展迅猛,环保问题尤其是废水处理问题日益成为焦点和对煤化工产业的制约点[2],亟待更好的解决方案和经验。
1 煤制油废水处理进展概况
煤制油废水指经汽提、脱酚装置处理后的出水,主要包括煤液化、加氢精制、加氢裂化及硫磺回收等装置排出的含硫、含酚废水,主要特点是化学需氧量(COD)、氨氮(无机氨为主)质量浓度较高[3]。考察近年国内外针对煤制油废水和煤化工废水的不同处理单元组合、新工艺开发和参数优化等方面的部分研究[4-8],目前煤制油废水处理主要包括以下单元:
(1)预处理。主要是将废水中的油性物质分离出来,包括悬浮油和乳化油的分离。这一环节的效果直接影响后续的生化处理。主要的预处理方法多为隔油、沉淀,但隔油效果并不好,无法做到回收利用,过量的乳化油影响生化单元的运行安全。近年来气浮法使用有所增加,澄清和混凝也开始受到关注。
(2)生化处理。有机物和氮的去除主要基于生物方法,通常采用活性污泥法;传统工艺往往停留时间过长,容易出现污泥膨胀和流失的问题。此外,氨氮去除也是大问题。因此开始探索厌氧处理法、厌氧-好氧联合处理法,相应的设计经验和组合创新特别重要,出现了对生物活性炭法(PACT)、固定床生物膜反应器(FBBR)等的探索。
(3)深度处理。难降解有机物的存在使生化处理出水COD、色度难以达标,需进一步处理。深度处理方法主要有混凝沉淀法、吸附法、催化氧化法及膜处理技术。目前高级氧化法因成本等原因限制了其大规模应用,混凝沉淀法、活性炭吸附、过滤相关技术表现较稳定。膜处理技术如果能设计好前面的保护单元,则应用前景非常广泛。
同时,各单元的有机整合、各股废水的分治与合治,也是煤制油废水处理设计与工程实践需要考虑的重要方面。
2 项目总体情况
2.1 项目概况
山西省某100万t/a煤制油项目,利用矿区高硫煤和化工废气,年产氨醇240万t、清洁燃料100万t。废水处理规模为24 000 m3/d,一期工程建设规模为12 000 m3/d。全厂生产生活废水包括甲醇厂区生活及化验废水、气化废水、变换废水、脱硫脱碳废水、精馏废水、地面冲洗水废水及初期雨水。为适应国家和地方对环境保护的要求,出水水质须优于GB 50335—2016《城镇污水再生利用工程设计规范》规定的再生水用作循环水补充用水及城镇杂用水的水质要求。
2.2 项目难点
(1)项目进水来源很多,排放规律各不相同,水质水量差异很大,对每股废水的集中、分治,重力或压力输入,需全盘考虑。
(2)项目主要污染物为有机污染物、氨氮、总氮、悬浮物(SS)和硬度(钙镁)、氰化物、硫化物、石油类等。特别是CODcr和NH3-N质量浓度高,使工程设计和运行难度加大。国内大多数该类废水CODcr质量浓度一般在1 000 mg/L左右或更低[3-4]。高CODcr质量浓度带来的问题是处理单元多、处理流程长,各单元的衔接优化、总体工程造价、运行成本的控制难度加大。
(3)项目进水NH3-N质量浓度高及含有对微生物有毒的物质会影响生物处理的设计、运行,需要考虑如何选用适当的预处理、合理的均化措施、稳妥的脱氮工艺。
以上难点结合在一起,使该项目的设计具有挑战性和一定的参考价值。
3 工程设计
3.1 水量、水质
3.1.1 设计进水水量水质
对各股污(废)水水质水量进行加权计算,得到的设计进水水质如表1所示。
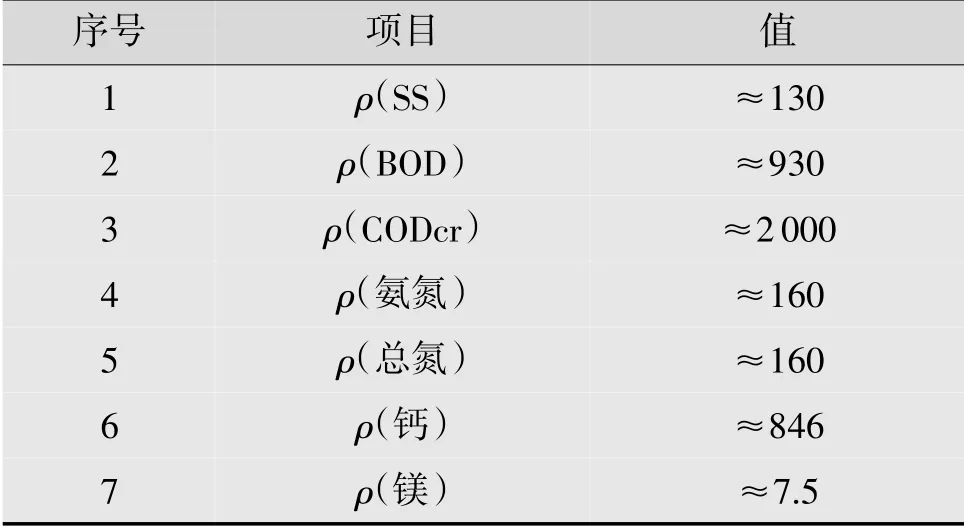
表1 设计进水水质mg/L
3.1.2 设计出水水质
部分直排出水水质需满足表2要求。
废水经处理后要求达到75%的回用率,这部分出水回用作甲醇制汽油(MTG)及甲醇厂区循环水补充水,其水质应满足GB 50335—2016规定的再生水用作循环水补充用水及城镇杂用水的水质要求(见表3),回用水水压应不小于0.4 MPa。
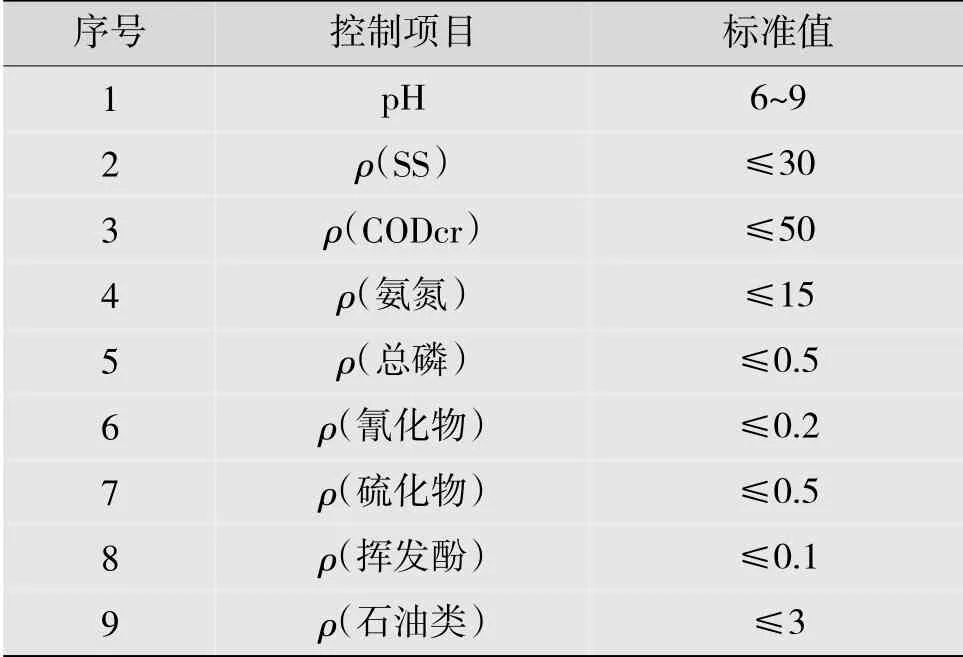
表2 直排水出水水质标准 mg/L
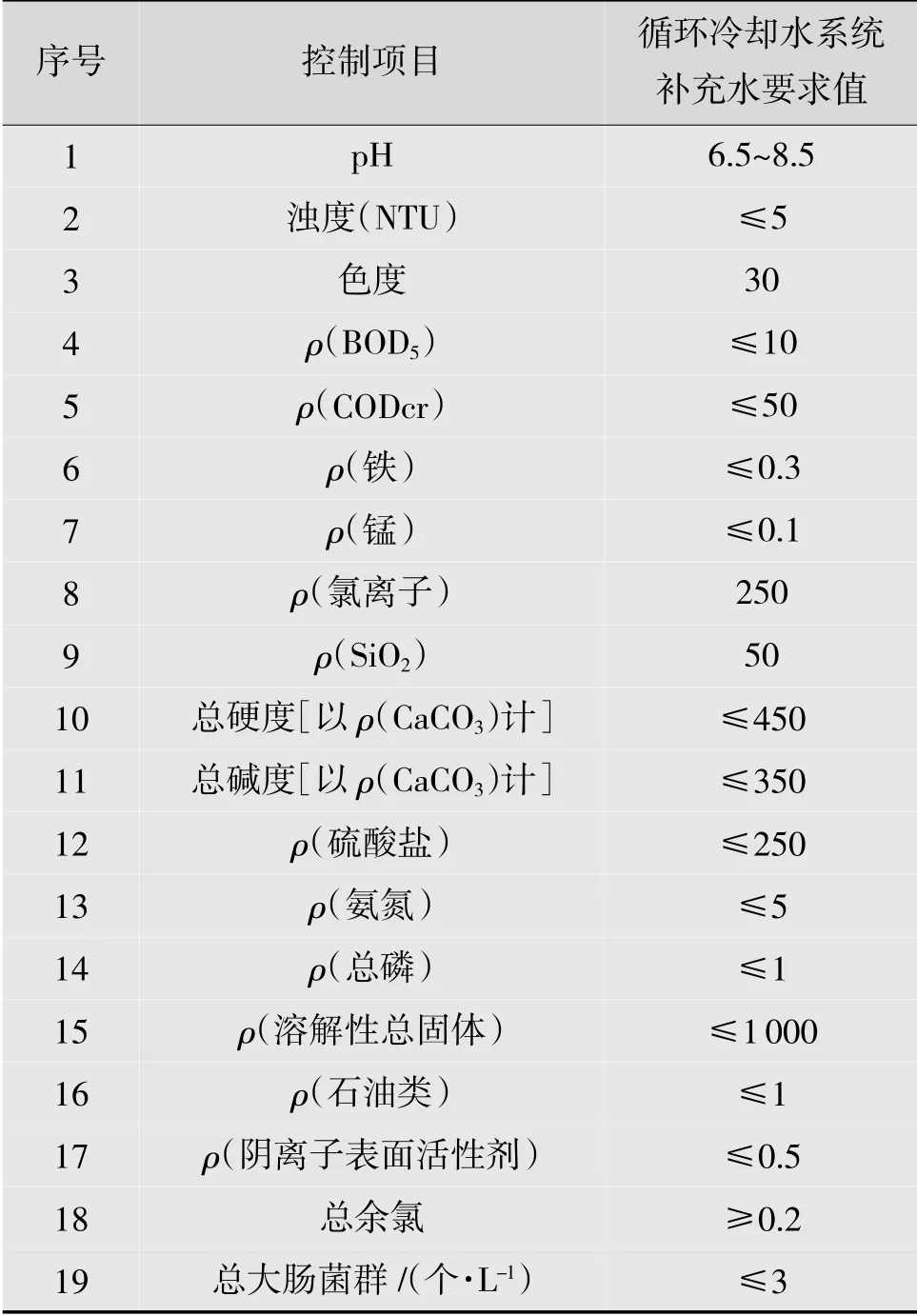
表3 回用水水质要求mg/L
3.2 工艺流程
3.2.1 主要思路
根据该工程各股废水水质水量特点,对甲醇厂区生活及化验废水、地面冲洗水及初期雨水,采用重力流输送至污水处理界区。将气化废水、变换废水、脱硫脱碳废水、精馏废水加压通过外管架送至污水处理界区。同时,综合考虑废水处理难点,结合煤制油废水处理技术科研进展情况及科学研究与工程落地的差异,针对性地提出以下治理工艺:各原废水→综合废水调节池→预处理(混凝沉淀)→生化处理[上流式厌氧污泥床+混合生物固定膜(UASB+HBF)]→回用水处理(高密池+过滤+双膜+消毒)→回用。
工艺流程如图1所示。废水经软化、混凝沉淀预处理后,进入UASB+HBF生化处理,高效去除有机物和总氮,然后进入高密池和V型滤池进一步去除悬浮物以降低浊度;选择超滤+纳滤的双膜系统作为水质保障的最后一环,使出水水质稳定达标。
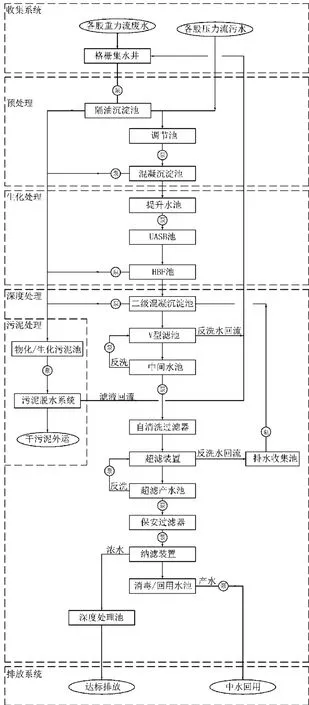
图1 煤制油废水处理工艺流程
3.2.3 主要水处理单元
(1)水量水质调节
生活污水及地面冲洗水在相对集中的时段排放,但其水量权重不大,对整个系统冲击较小,初期雨水受降雨强度影响较大,需足够的调蓄能力防止水量对系统的冲击。
超过60%的废水量主要由气化废水构成,排放相对均匀,其CODcr总量占总排放量的85%以上,氨氮总量占总排放量的50%以上,因此对气化废水的调节是整个调节系统的关键。变换废水尽管水量小,但有机物质量浓度高,且毒性物质浓度高,氨氮总量占总排放量的40%以上,硫化物及氰化物占较高权重。变换废水排放不规律,如果直接与其他废水混合可能导致综合废水短期内氨氮、氰化物、硫化物质量浓度过高,使生化系统遭到破坏。因此先对该股废水进行单独收集,再提升进入综合调节池,进行充分混合。调节池按一期设计水量停留时间不少于24 h进行设计。同时设置事故池,接纳生产不正常时事故来水。
(2)UASB池
考虑到负荷、进水浓度和上升流速的影响,采用一定比例的厌氧出水回流来稀释进水中的有毒物质,提高抗冲击负荷能力。
朗读是书面语言的有声化,是通过清晰响亮的声音,利用各种语言手段,完善表达作品内容感情的语言艺术,它是小学生完成阅读起点的基本功。就低年段语文学习而言,朗读是最重要的教学形式。识字教学包括识字与写字,识字就是教师指导学生知道字的读音,做到会读,读准,并知道字的由来和字的意思。写字是学生能将字写正确,写好看,写字姿势端正。朗读与识字是低年级语文教学的重中之重。如何将二者有机地整合起来,用不同形式的朗读来激发学生的识字兴趣,反过来在识字教学中促进学生的朗读水平,从而提高低年段语文教学效率,是每个低年段语文老师需要思考的问题。
UASB反应器底部反应区内存留大量活性较高的厌氧污泥吸附分解污水中的有机物,生成沼气;沼气、污泥和水一起上升进入三相分离器。三相分离器设计较为成熟,针对该项目,进行了充分论证和精细设计,使其具有很好的分离效果。沼气统一经导管导出,污泥沿斜壁滑回厌氧反应区内积累;出水从沉淀区溢流堰上部溢出。
该项目UASB具有如下特点:污泥沉淀与外循环回流一体;高径比大,占地面积小;采用多点式布水器,布水更均匀;运行费用低,抗冲击负荷能力强。
(3)HBF池
HBF工艺是以生物反应动力学、固液分离原理及科学的水力设计为基础开发的组成简单、运行灵活、可靠性好的废水处理新工艺。图2所示的新型酶浮填料具有“双层膜”和“空隙层”的特殊结构,经离子化材料及亲水高分子共混改性,耐酸、耐碱,表面带正电荷,使微生物在载体表面更易附着、固定;有很好的机械强度,不易发生破损。因此可将原有占地面积较大的连续流二沉池优化为交替出水序批斜板沉淀池,出水前静置沉淀及斜板过滤提升水质并节省占地,尤其适用于占地面积小、处理要求高的废水处理工程。该项目生化出水对COD和总氮要求较高,因此HBF具体选择改进型两段A/O(厌氧-好氧)设计。出水COD质量浓度可降至50 mg/L以下,氨氮质量浓度可降至5 mg/L以下,总氮质量浓度可降至20 mg/L以下。
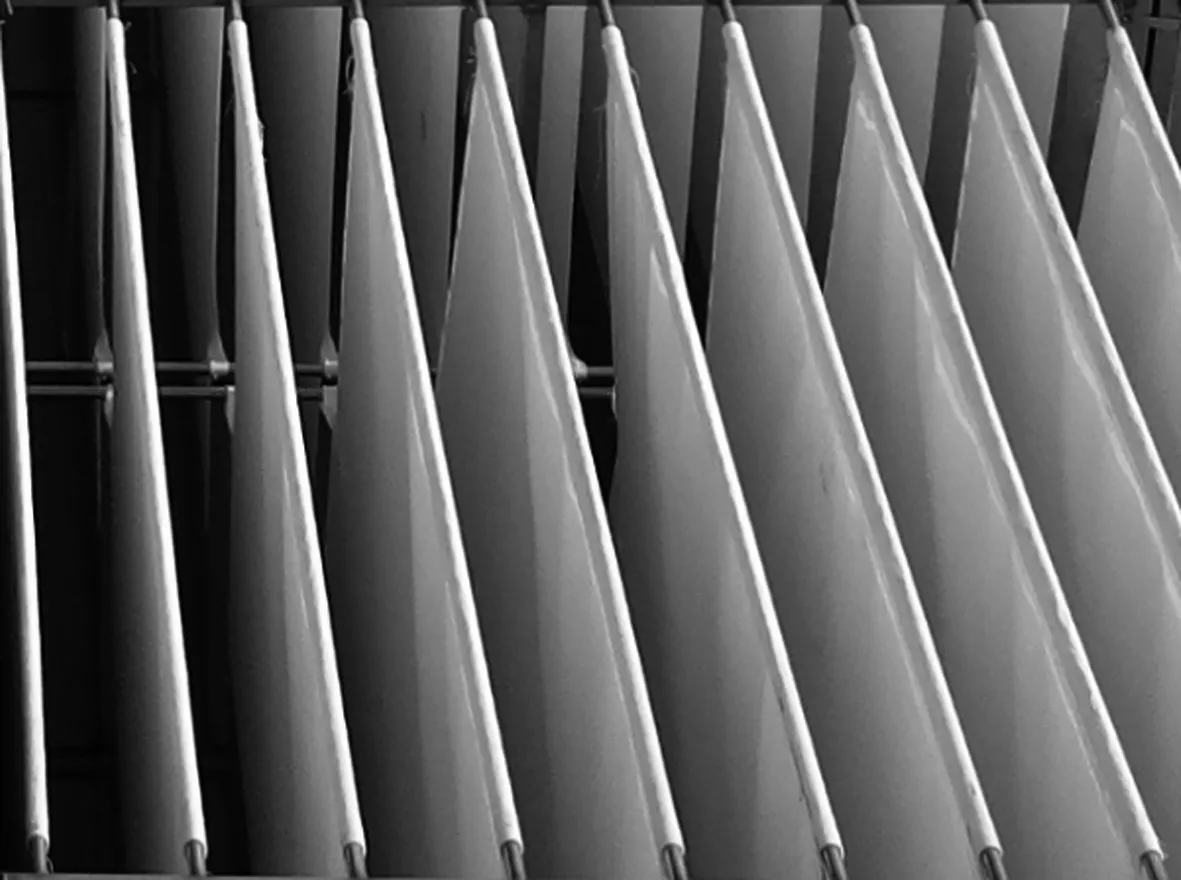
图2 新型酶浮填料(自主研发国家专利)
(4)高密池+V型滤池
高密池表面负荷高、占地面积小、沉淀效率高,V型滤池滤速高、反洗效果好、出水水质稳定。二者作为生化出水深度处理及双膜系统的保安措施,可有效去除废水中的悬浮物并降低浊度。
(5)超滤装置
该项目超滤膜采用耐污染、抗氧化的聚四氟乙烯(PVDF)材料,过滤精度不大于0.1μm(截留相对分子质量不大于100 000道尔顿),外压式过滤能更彻底地反洗,更高效。超滤装置采用全流过滤,能耗低、运行成本低,可延长膜的使用寿命,保证产水量长期稳定。
(6)纳滤装置
该项目回用水对产水含盐量要求不高,因此选择纳滤系统。相比反渗透而言,纳滤系统的操作压力小、能耗低、运行成本低,浓水处理的负荷更低;分离装置简单,操作、维护和自控简便,现场安全卫生。
3.2.4 污泥处理单元
物化污泥池贮存混凝沉淀池、高密池、隔油池排泥,并对污泥进行浓缩。生化污泥池贮存UASB和HBF排泥,并对污泥进行浓缩。污泥处理设备间用于对污泥进行调理、脱水,并暂时贮存脱水后的干污泥。该项目选用2台200 m2板框压滤机,干污泥外运,滤液回至格栅集水井。
3.2.5 控制系统
废水处理站区控制系统采用西门子S7-300系列中央处理器(CPU)、IO卡件和亚控组态王上位机组态软件有效可靠地对设备的启动、停止进行操作,除系统自动控制外,还能通过就地按钮盒对风机、泵等转动机械进行控制。可编程逻辑控制器(PLC)自控系统与分厂分布式控制系统(DCS)和调度系统的通讯采用Modbus-RTU,DP通讯协议。
3.3 主要构筑物
主要构筑物见表4。
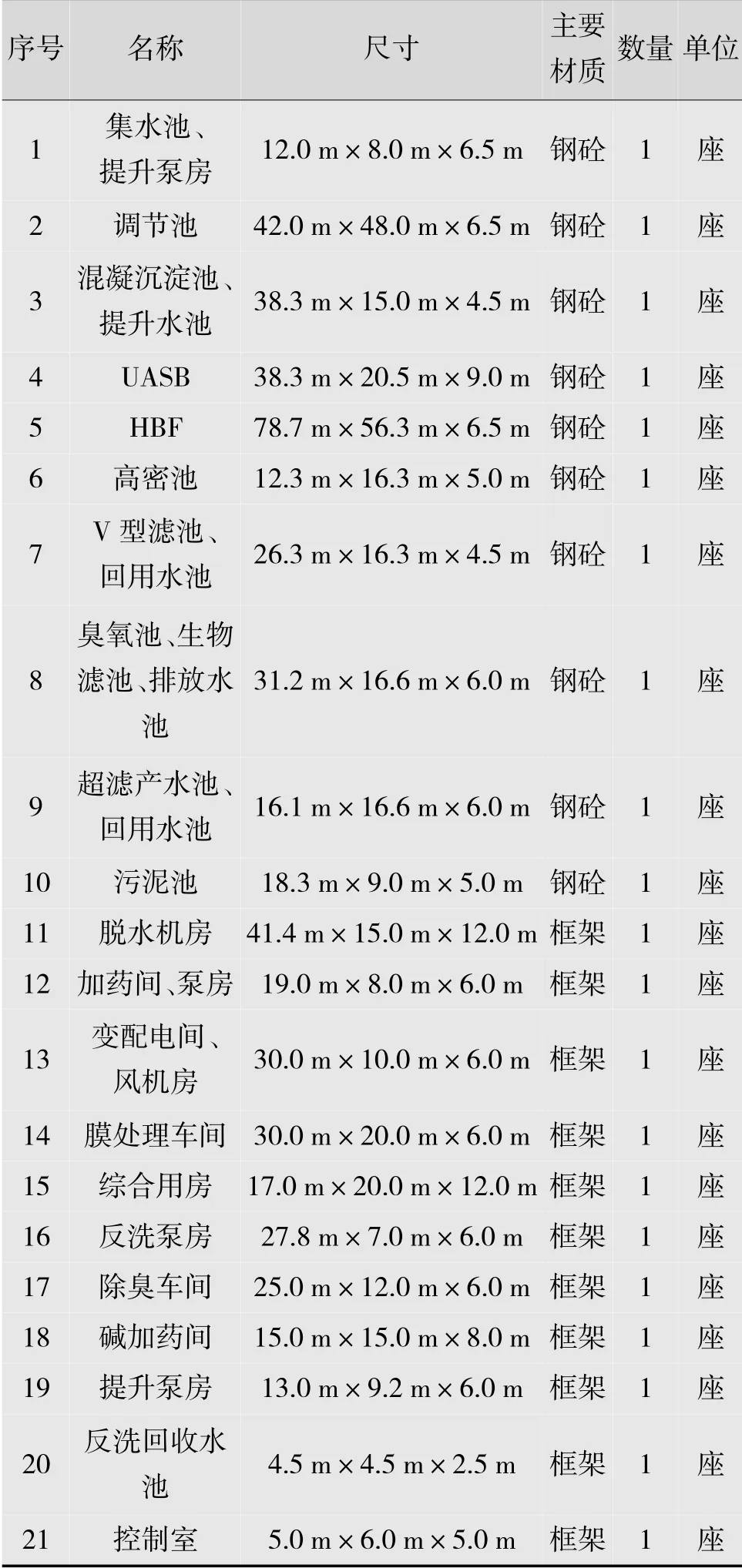
表4 主要构筑物一览表
3.4 处理成本分析
该废水处理工程直接运行成本为2.94元/m3,膜处理工程直接运行成本为1.60元/m3,污泥处理工程直接运行成本为0.31元/m3,浓水处理工程(芬顿法)直接运行成本为0.45元/m3。因此,综合处理成本为5.30元/m3。
4 结语
该100万t/a煤制油废水处理装置一期工程于2015年开始建设,2018年投产运行后稳定运行至今,出水水质均满足直排水出水水质设计要求和回用水水质设计要求。该项目工艺设计,首先对污水水量、进出水水质进行调研论证;针对项目的3个难点,进行了仔细比选和优化,确定了“各原废水→综合废水调节池→预处理(混凝沉淀)→生化处理(UASB+HBF)→回用水处理(高密池+V型滤池+双膜+消毒)→回用”的废水处理及回用工艺。该工程的设计实践,具有很好的环境效益和社会效益,并可为煤制油废水处理行业提供一定的经验。
