高压直流接触器灌封胶拖泡工艺浅析
2021-06-24蒙丙鑫代国元
蒙丙鑫,代国元
(贵州振华群英电器有限公司,贵州贵阳,550018)
1 引言
随着新能源及重大装备的迅速发展,高压接触器产品广泛应用及普及,各行各业使用环氧灌封技术的需求越来越大,同时对灌封工艺的要求也越来越高。在接触器产品生产过程中,灌封工艺是保证其密封性优良的关键因素,其重要程度不言而喻,为保证产品密封性,现今大多产品采用了环氧树脂复合胶灌封的方法来进行密封。这种环氧树脂复合胶的特点为粘接能力强,导热性、散热性、耐高、低温及热稳定性等各方面性能优良,能够防水防潮,不易老化。而现行灌封工艺往往会遇到产品灌封后在拖泡工序,气泡难以除尽的问题,由于拖泡不彻底,作业人员只能用热风机或牙签辅助去除气泡,这样不但使作业人员工作强度增大,产品生产周期也会相应的加长,且除气泡不干净,胶料固化后则会直接影响到产品的密封性能,降低产品的可靠性和使用寿命。本文通过对拖泡工艺的研究,旨在提高产品的可靠性,解决产品灌封胶时气泡多的问题,同时提高产品灌封胶一次合格率,大大降低操作人员的工作强度和成本。
2 灌封工艺现状
自动灌胶机进行产品环氧树脂复合物灌封工艺流程如下图1所示。
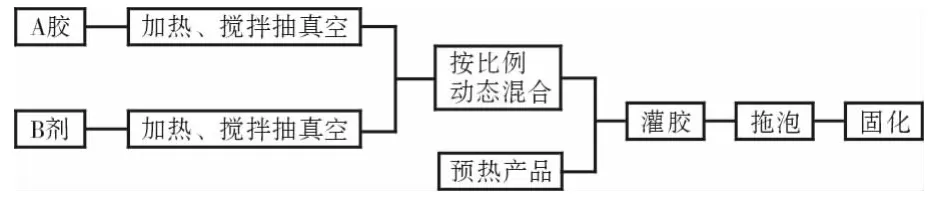
图1 灌封工艺流程
由图可知,环氧树脂复合胶灌封时,首先需将两种胶料进行预加热,增强胶液的流动性,预加热完成后将A、B组份分别注入灌胶机上相应的真空桶中,点击灌胶机上设置好的程序对其进行加热、搅拌,同时抽真空处理除去胶液里面多余的空气,抽真空后将两者在线计量按一定配比进行混合搅拌,搅拌均匀后注入预热好的待灌胶产品上,灌封完毕将其放入真空烘箱进行拖泡处理,待胶液表面无气泡时,进行20小时循环固化。环氧树脂复合胶为双组份复合体系,由A、B组份按一定比例混合组成,A胶是环氧胶,B胶是固化剂[2-3],两者的混合比例需按照标准配比执行。在拖泡工序时,气泡的排除至关重要,尽管在灌封前期已对A、B组份胶料进行抽真空处理,但由于气泡的产生涉及面较广,只是单一的对A、B组份胶料抽真空并不能保证灌封后期不会产生气泡,因此需要通过全方面控制,从根本原因出发,找出气泡产生机理,将气泡产生数量降到最低,以下是对气泡产生的全面归纳过程。
3 气泡产生与控制
3.1 气泡产生机理[4-6]
灌封过程气泡多的原因有以下几个方面:
1)生产环境湿度大,水汽在生产过程中被材料吸附,产品灌胶焙烘时,温度上升,水汽蒸发,增加胶液中气泡含量。
2)灌封时胶液与产品表面接触时温度差会影响其流动性,结合率降低,导致与空气接触时间加长,胶液粘度增大,内部气体增多,不易拖泡。
3)被灌封产品空隙中存在一定的空气和潮气;被灌封产品罩壳内壁粗糙度会导致材料表面包裹细小的气隙。
4)胶液自身内部所带有的气体,环氧胶存放时若密封不严会导致潮气溶解于其中;两溶胶加热制备时溶解于其中的气体,两溶胶按配比混合时有微弱的化学反应从而产生气体。
5)由于范德华引力,使产品罩壳与气体之间形成吸附力,在罩壳表面一直存在吸附有气体分子的现象,在产品灌胶后,吸附的气体溢出,增加胶液中的气体含量。
6)灌胶设备的胶液储存泵体及胶液输送管路中存在气体,在产品灌胶时胶液吸附气体出现气泡。
灌封料中若混有气泡,则产品焙烘完成后会出现如下图2中类似情况:

图2 未除尽气泡的胶液在固化后其内部及表面出现“蜂窝”状孔
3.2 环境温度和湿度对气泡产生的影响及控制
环境温、湿度对于灌封后拖泡工序气泡的影响,主要为温、湿度控制不合理会导致环氧树脂复合物在灌封时粘度受到较大影响,当粘度下降,其内部混入的空气也就增多,灌封胶时不易排出,环氧树脂复合胶灌封时环境温度应控制在24℃~30℃之间,环境湿度应控制在30%~70%之间,在相对密闭的空间内完成灌胶操作。高潮湿季节时在有条件的情况下尽量工作于温湿度可控制的密闭性能好的室内,能使空气有足够时间逸出,减少气泡产生。
3.3 胶液与产品罩壳结合率的研究[8]
结合率是灌封胶气泡产生的关键点,结合率主要取决于胶液与产品罩壳的分子间作用力。胶液与产品罩壳的粘合力主要是通过分子间作用力来体现,该结合率主要表现为环氧树脂在罩壳表面的化学粘合力,因环氧树脂分子结构中含有脂肪族羟基醚基以及其中极为活泼的环氧基,由于羟基和醚基的极性,使得环氧基与含有活泼氢的以PA66为材料的罩壳表面反应而生成化学键,即在胶层间产生分子之间的结合。当有化学键生成,那么胶液与罩壳两者之间的温度就会影响其生成速度,当温度升高,分子运动更剧烈,分子的平均动能增大,分子发生碰撞并发生健合的概率也增大,即在一定时间内反应进行的更快,速率增大,其流动性表现得更加明显。而当温度过高时,过多的分子处于高能量状态,能量越高,化学键越容易断裂,所以必须保证两者温度保持在一定的范围。通过增强这种分子间作用力,可大大提高胶液在罩壳表面的的流动性,降低空气在里面的遗留时间,产品灌封胶时需将待灌胶产品放入预热烘箱里进行预热处理,目的在于提高待灌胶产品表面温度,减低两者之间的温度差,保证灌封时胶液在罩壳表面的流动性,增强待灌胶产品表面与胶液的结合率,有助于空气的逸出,减少气泡的产生。目前工艺制定的A组份抽真空温度在80℃,B组份一般在50℃,两者混合时加热温度控制在70℃,被灌封产品预热时在110℃下除尽内部潮气,但为了控制两者的温度,防止温度过高对内部反应的化学键造成断裂,我们可将预热温度调至85℃(高压直流接触器产品罩壳材料为PA66,待灌胶产品前期预热时其表面温度与灌胶机里面流出来的胶液温度存在一定的温差),缩小胶液与产品表面间的温差,使得胶液与产品罩壳内壁粘合力增强。
3.4 物理吸附与气体解吸对产品灌胶的影响[5-6]
3.4.1 物理吸附
物理吸附仅仅是一种物理作用,没有电子转移,没有化学键的生成与断裂,也没有原子重排等,其有如下特点:
1)吸附力:气体分子与固体接存在范德华引力所产生。
2)任何固体都可以无选择性的吸附任何气体,不同成分的气体,其吸附量也有所不同。
3)吸附不需要活化能,吸附速率并不因温度的升高而变快。
3.4.2 气体的解吸
气体的解吸是气体吸附的逆过程,即被固体吸附的气体或蒸汽重新被释放回空间的过程,称为解吸或脱附。解吸现象可以是自然发生,也可人为加快,有两种情况:
1)在对固体抽真空的过程中,空间气压不断降低,其表面的解吸速率大于吸附速率,气体或蒸汽在固体表面的吸附量逐渐减少,从而缓慢被释放出来。
2)从宏观平均看,每个被固体吸附的气体分子在其表面停留一段时间后,都要发生解吸飞回空间,同时其他气体分子也会重新发生吸附,在空间压力与温度一定的情况下,物理吸附与气体解吸速率维持在一个平衡的状态,使得固体表面吸附的气体或蒸汽分子含量维持在一个恒定的状态。
结合以上气体或蒸汽所发生的物理现象,产品从开始灌胶到焙烘阶段,都会因固体的物理吸附及气体解吸产生气泡留于胶液中,要想在产品灌胶焙烘时加快气泡的排除速率,可采用以上介绍的降低产品所在焙烘环境下的空间气压压力,使气体解吸速率大于物理吸附速率,以此降低产品壳体表面所含气体分子,从而增强了环氧脂复合胶与产品壳体的粘合力度,提升了产品的密封性。
3.5 现行灌胶工艺设备关键控制步骤及作用
1)启动设备提前预热,作用:增强胶液在设备灌胶回路中的流动性。
2)持续搅拌和抽真空,容器真空度保持在一定的压力范围,A胶桶温度保持80℃,B胶桶温度保持50℃。作用:保持温度以保持胶液活性,持续抽真空以去除胶液中所含气泡。
3)对设备进行“循环吐出”,使胶液在管道回路中持续流动,作用:去除设备管道中残留气体,降低输出胶液中气泡含量。
4)对A、B胶进行重量配比,这是产品固化的必要条件。
3.6 现行焙烘工艺及作用
产品在灌胶完成后将其送入焙烘箱中,焙烘箱已输入固定程序,具体过程控制如图3所示。
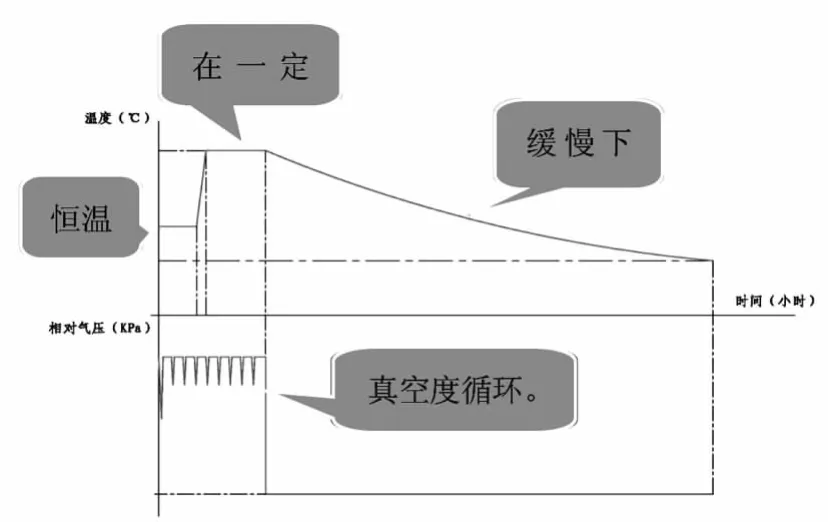
图3 过程控制流程图
产品放入焙烘箱后,在恒温状态下,使真空度在一定压力范围内进行循环,能有效将胶液中大量气泡排挤出浮于表面并将其挤破,避免在产品胶液固化后胶面出现“蜂窝”孔或胶面鼓起,影响产品密封性及外观;在一定恒温状态下保持胶液活性,加快胶液中气泡的有效排出,在恒温后将温度升至胶液固化温度,加快胶液固化;缓慢降低温度,使胶液缓慢固化,可有效去除胶体中残留应力,避免固化过快应力过大造成胶面开裂,以保证产品密封性。
4 气泡控制的相关方法
针对胶液自身带有的气体,在存放时需按照环氧胶存放标准执行,存放环境温、湿度在合理范围内。A、B组份溶胶灌入灌胶机进行加热、搅拌、抽真空之前需对设备密封性进行实时检查,防止运行过程中设备能量衰减,保证在加热及抽真空时,设备温度和真空度都处于正常运行状态,以此确保两组份内部气体可以有效排除。在灌封胶时也允许在环氧树脂复合胶内加入消泡胶进行消泡处理[3,7],但当前该工艺运用尚不成熟,消泡胶的用量、型号等若使用不正确往往会使灌封出来的产品环氧胶增韧性发生变化,则产品绝缘性能就会受到一定影响,在这里我们就不细数讨论了。
5 胶液固化后的良好状态
避免气泡对胶液固化后产生影响,采用以上一系列去除气泡的方法,产品在固化后出现如下图4中的良好状态:
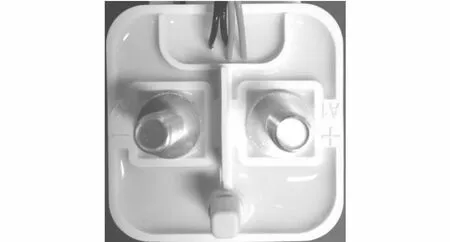
图4 固化后胶面润滑无气孔并带光泽
6 结束语
本文介绍了环氧树脂复合物在灌封后拖泡工序气泡难以除尽的解决办法,通过控制环境温、湿度、缩小胶液与待灌胶产品罩壳表面温差、控制胶液与产品预热温度等方法来降低气泡的产生,该类方法可提高胶液在产品罩壳表面的流动性,增强两者之间的结合率,通过灌胶焙烘整个工艺过程控制减少产品在灌封过程中产生气泡的数量,缩短了产品的生产周期,提高产品灌封胶一次直通率和灌胶品质。同时不断地优化灌封拖泡工序成型工艺技术,对今后环氧树脂复合物在各领域的正确使用也会起到一定的指导意义。
