全牙型螺纹工艺在连接器螺纹零件加工中的应用
2021-06-24康克勇廖龙彬李君华
康克勇,刘 明,廖龙彬,李君华
(1.四川华丰科技股份有限公司,四川绵阳,621000;2.空装成都局驻绵阳地区第二军代室,四川绵阳,621000)
1 引言
螺纹零件是连接器中广泛使用的功能结构件,螺纹加工是连接器零件机械加工中最重要的工序之一。传统螺纹加工方法如螺纹车削、攻丝套丝、螺纹滚压和螺纹磨削。螺纹的车削加工采用标准螺纹车刀或采用磨刃的高速钢刀具加工,存在牙型角度不标准、牙型肥瘦偏差、变异、牙型面粗糙度、毛刺、旋和紧涩、顺畅性不好等缺陷,螺纹加工过程中的工艺尺寸设计、加工参数设定、牙型分刀次数、机床参数等要素也存在较大不确定性,从而导致螺纹质量一致性和功能性缺陷问题,在螺纹产品应用和装配环节造成质量问题。
2 全牙型螺纹加工工艺
全牙型螺纹加工工艺是一种螺纹车削成型工艺方法。是通过采用全牙型螺纹刀具,对螺纹工艺尺寸设计、螺纹加工参数、螺纹牙型分刀、槽工艺线路、机床主轴参数等确定性因素设定与控制,实现螺纹加工工艺因素的确定性,通过完善可控的工艺使螺纹制造的一致性提升,减少螺纹质量波动,提高连接器螺纹的牙型形貌、尺寸精度,从而提高连接器产品的质量。
3 工艺验证
3.1 螺纹刀具特征
全牙型螺纹刀具、泛牙型螺纹刀具特征示意见图1。
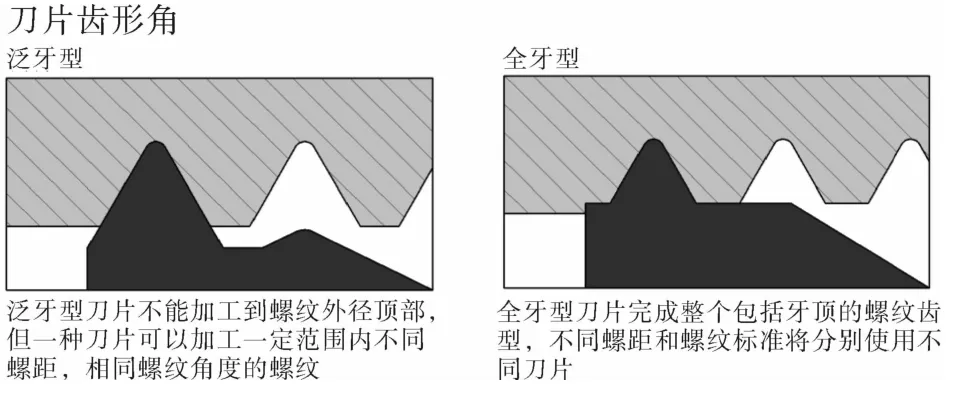
图1 全牙型和泛牙型刀片示意图
A泛牙型
●可加工角度为55°或60°的不同标准的螺纹螺距。
●根部有小圆弧的刀片适用于小螺纹范围的螺纹加工。
●彻底完成内外螺纹加工,需附加操作。
●不推荐用于批量生产。
●减少所需适用的刀片型号。
B全牙型
●可加工出完整的螺纹形状。
●根部有小圆弧的刀片仅适用于相关螺距范围的螺纹加工。
●推荐用于批量生产。
●限用于加工一种螺纹形状。
3.2 在相同加工工艺分别采用全牙型和泛牙型螺纹刀具加工连接器螺纹零件样本试验
1)不同转速参数下采用全牙型螺纹刀具和泛牙型螺纹刀具加工螺纹样本,通过样本螺纹三径、螺距、牙型角检测评估螺纹加工情况包括螺纹牙型和螺纹尺寸。以M22*1-6g型号螺纹样本检测情况:
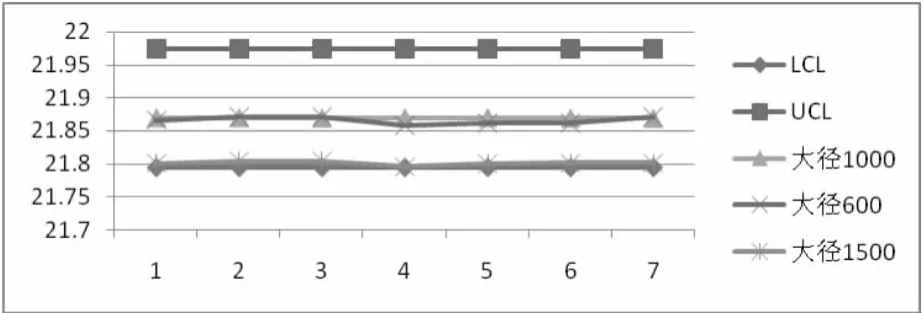
图2 M22*1.0全牙型加工螺纹大径尺寸

图3 M22*1.0泛牙型加工螺纹大径尺寸
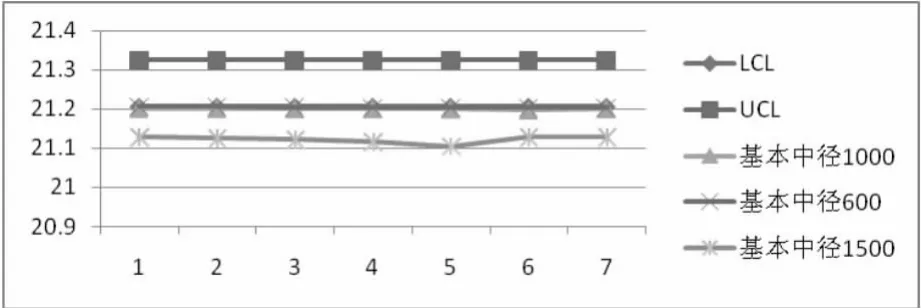
图4 M22*1.0全牙型加工螺纹中径尺寸

图5 M22*1.0泛牙型加工螺纹中径尺寸
2)全牙型与泛牙型螺纹刀具加工螺纹样本牙尖形状对比:
全牙型加工的牙顶平滑,泛牙型牙顶平直尖角。
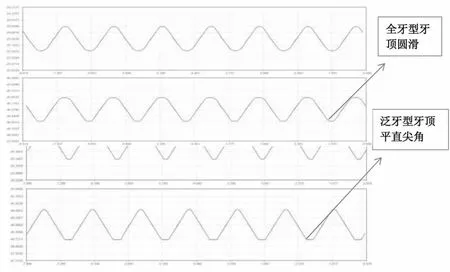
图6 M22*1.0全牙型与泛牙型牙尖形状
3)采用不同螺纹尾部退刀槽的加工线路加工带退刀槽的螺纹样本,比较其对螺纹尾部成型牙型差异。分为“螺纹→外槽→螺纹”和“外槽→螺纹→外槽”两种工艺线路.其成型螺纹牙型对比:
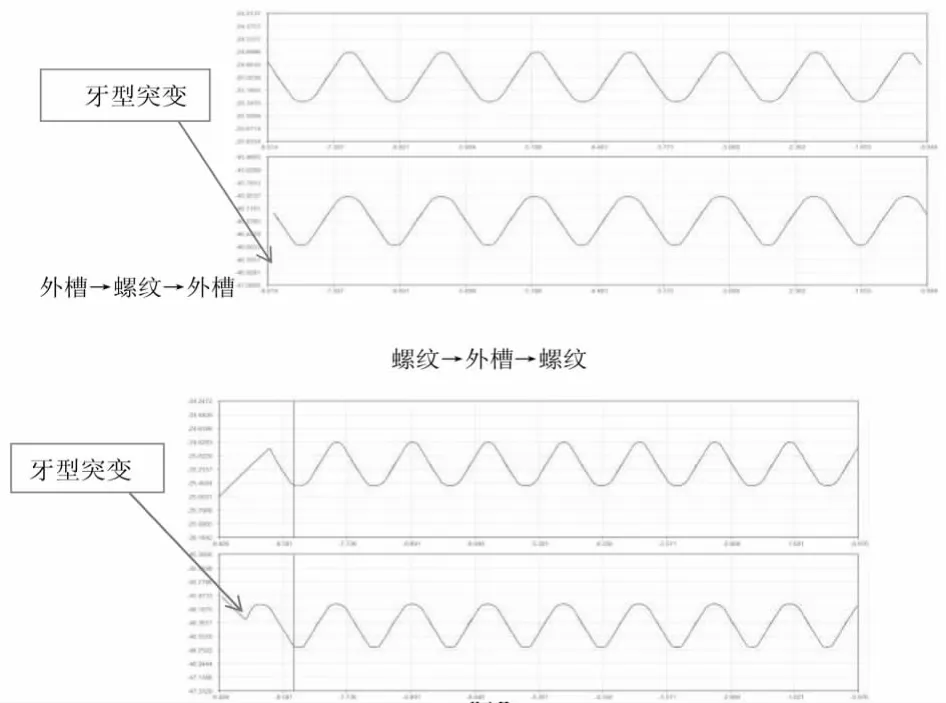
图7 不同加工线路螺纹尾部牙型比较
螺纹尾部槽加工线路的不同导致螺纹尾部收尾的差异,都会产生突变,但是先槽后螺纹线路方式“螺纹→外槽→螺纹”的尾部牙型螺纹收尾平稳。先螺纹后槽方式“螺纹→外槽→螺纹”螺纹尾部突变大。
通过全牙型和泛牙型螺纹刀具加工连接器螺纹零件的螺纹质量对比,在直径尺寸精度、牙型形状,槽尾部断面两种工艺加工螺纹会出现不同的特征。牙顶的尖平直、尾部断面突变严重时会导致螺纹旋和顺畅差,也会造成电镀螺纹镀层质量问题。
4 螺纹制造工艺导致螺纹质量波动差异的主要问题分析
1)工艺技术文件中未对螺纹加工工艺参数、程序等主要工艺要素明确,现场加工人员根据加工中对螺纹量具满足情况作为过程加工的唯一判据来确定相应参数和加工线路,螺纹加工因素的差异会造成螺纹质量一致性差异。
2)切削加工刀具的泛化使用,螺纹型号对应的刀具采用泛牙型螺纹,刀具每种规格适应的螺纹型号可以有多种,刀具型号的泛化会造成加工螺纹质量的波动。
3)根据螺纹精度等级其螺纹的直径尺寸允许在一定范围内波动,不同的工艺设计者在工艺尺寸确定时的不统一会造成加工螺纹的直径差异,会造成螺纹特性要素包括螺纹牙型与直径尺寸的波动。
4)螺纹加工中走刀路线、刀具分刀次数(即走刀量)的非确定性会导致螺纹牙型粗糙度和退刀槽断面突变处牙型波动,造成螺纹质量波动。
5)螺纹加工中刀具的安装误差,包括刀具安装后刀尖中心高差异、刀具中心线与产品螺纹轴线的垂直度差异等会造成螺纹加工质量差异。
6)螺纹加工工艺系统的刚度差异或变化,主轴的振颤、刀具的振颤、零件夹持偏差、螺纹基体基面与主轴中心线的不同轴度等会造成螺纹牙型面的粗糙度差异波动、螺纹牙型圆度波动。
7)连接器零件由于应用环境性能的要求,一般会在螺纹表面采用镀层提高连接器的环境性能。因此镀层要素会影响连接器螺纹零件的制造质量。螺纹电镀层的设计对螺纹工艺尺寸确定、预留电镀层与电镀后实际镀层的差异等都会造成螺纹零件的螺纹质量差异。
通过工艺试验样本可以发现:不同的转速、加工线路、刀具类别等工艺要素对螺纹的质量有直接影响。当转速超过一定范围时螺纹的三径尺寸会超出公差范围。同时全牙型和泛牙型螺纹的牙尖形状有较大差异,从螺纹旋合应用情况,泛牙型螺纹刀具加工的牙顶平直且尖锐,对螺纹电镀镀层的生成和螺纹旋合都会产生不良影响。
5 全牙型刀具加工螺纹的稳定工艺策略
结合全牙型螺纹工艺加工工艺试验验证情况,在连接器螺纹零件的加工中采用螺纹工艺尺寸再设计、刀具型号选择、刀具参数控制、工艺参数、刀具安装走刀方式、镀层厚度等系列工艺措施提升螺纹加工质量。
5.1 螺纹工艺尺寸设计
螺纹工艺尺寸设计包括螺纹基体工艺尺寸、螺纹中经、螺纹大小径。结合对螺纹直径公差和螺纹加工工艺波动特征,全牙型螺纹工艺尺寸设计采用中值调整法确定中值计算:内螺纹中值=名义尺寸++EI);外螺纹中值=名义尺寸-
根据实验验证由于工艺系统误差的原因设置螺纹中值漂移调整要素:
(1)螺纹中值漂移值:外螺纹-a.内螺纹+a.a值的确定应结合螺纹的精度等级和基体材料的切削特性确定。
(2)刀具修光刃修光量△修光量,此尺寸需要参考刀具参数;
螺纹基体尺寸:作为螺纹加工的基面工序工艺尺寸
外螺纹:d大径基体尺寸 =(dmax+dmin)/2-a+2△修光量
内螺纹:D小径基体加工尺寸 =(Dmax+Dmin)/2+a-2△修光量
螺纹完型尺寸:在螺纹基体尺寸通过分次进刀走完螺纹牙型高度及修光量后形成的尺寸,包括大径、中径、和小径尺寸;完成螺纹加工后应能够顺利通过螺纹对应的通止规检测;螺纹中径千分尺检测其尺寸应在中径公差带分布范围。
综合各方面因素,螺纹工艺尺寸计算方法为:
外螺纹:d小径加工尺寸=(dmax+dmin)/2-a-2h刀尖高+2△修光量;
内螺纹:D大径加工尺寸 =(Dmax+Dmin)/2+a+2h刀尖高-2△修光量;
5.2 刀具选择和刀具精度控制
全牙型刀具的选择,刀具有关尺寸的要求,包括螺纹刀具牙型角度、螺纹刀具牙尖高度h刀尖高、刀尖圆弧,修光刃高度及圆角。成型螺纹刀具有磨制成型(G)和压制成型(M)方式,不同方式的螺纹刀具的精度会有差异。应结合加工工艺需要选择。
5.3 工艺参数
主轴转速设定、螺纹牙型高度分刀参数设定(包括分刀量和分刀次数)、进给速度等。在制定螺纹加工工艺时,应结合螺纹基体材料的切削性能将主轴转速、分刀次数和每刀的切削量合理选择。
5.4 刀具安装
车螺纹时,为了保证牙型正确,对装刀提出严格的要求。装刀时刀尖高低应对准工件轴线,并且车刀刀尖角的中心线必须与工件轴线严格保持垂直,这样车出的螺纹,其两牙型半角才会相等;如果把车刀装歪,就会产生牙型歪斜,如图8所示。车削螺纹的牙型角的精度与刀具的牙型角度和刀具的安装精度有着直接关系。

图8 螺纹车加工刀具安装角度示意图
5.5 走刀方式
螺纹加工走刀路线有直进法和斜进法。直进法(径向法、横向法)就是在每次往复行程后车刀沿横向进刀,通过多次行程把螺纹车削好。由于刀具两侧刃同时工作,切削力较大,但排屑困难,容易产生扎刀现象,但牙型正确,一般用于车削螺距小于3mm的螺纹。斜进法就是螺纹加工刀具沿着螺纹一侧顺次进刀,适用于大螺距螺纹加工,在螺纹精度要求不是很高的情况下加工更为方便,可以做到一次成型。加工螺纹刀具走刀示意图如图9。在加工较高精度螺纹时,可以先采用斜进法粗加工,然后用直进法进行精加工。但要注意刀具起始点定位要准确,否则会产生“乱牙”现象,造成零件报废。

图9 螺纹刀具走刀方法示意图
5.6 镀层厚度
普通螺纹可容纳的镀层厚度取决于螺距和螺纹公差带的位置。镀层厚度的设计在保证产品性能前提下,通过设计规范确定。在进行有镀层厚度要求螺纹工艺尺寸设计时应考虑镀层对其影响。
在预留厚度的同时还应该考虑因零件形状不同而引起的镀层厚度不均匀的问题,因镀层厚度和均匀性控制不好引起公差配合问题,当螺纹零件进行电镀时螺纹的牙尖和谷底的镀层厚度是不一样的,因此螺纹经电镀后出现配合障碍原因包括镀层厚度不均造成的牙型角变形,及镀层厚度增厚造成螺纹直径超差。
在实际生产过程中需要预留镀层后和电镀后实际情况进行分析,找出预留厚度取值范围和镀层实际厚度与均匀性波动的控制措施。
6 结论
全牙型螺纹加工工艺是通过对螺纹工艺尺寸的确定,采用全牙型螺纹刀具、准确控制螺纹刀具安装精度、刀具走刀方式、分刀次数、机床主轴参数等工艺要素,实现连接器车削螺纹零件加工,实现螺纹成型精度(包括牙型形貌和尺寸精度)满足螺纹量具检测要求和使用功能,提高螺纹质量一致性。与采用试验工艺尺寸、靠螺纹量具(通止规)来调整加工的泛牙型工艺方案相比较,全牙型螺纹制造工艺加工的车削螺纹更能满足连接器的螺纹连接要求。
采用全牙型螺纹稳定性工艺策略加工多种螺纹规格批量样本(包括仅螺纹要素及带螺纹产品),经过6061铝合金和316L不锈钢多种型号螺纹样本测量和实验检测,螺纹尺寸精度、旋和顺畅性、牙型一致性等均能满足要求。