MES中实时异常判定方法与可定制处理流程框架
2021-06-23邓停铭王淑营王小强
邓停铭,王淑营,王小强,张 剑
(西南交通大学 先进设计与制造技术研究所,成都 610000)
0 引言
在工业4.0的发展浪潮中,制造执行系统(MES)是面向车间业务过程层的管理信息系统[1],也是构建智能化制造车间的基础支撑系统和应用平台。MES系统不仅可以实现车间生产全流程的信息化集中管控,而且通过对生产过程不同阶段现场数据的采集和分析,提供对应的决策支持和辅助分析,促进制造过程的优化,对现代制造企业构建智能化制造车间来说极为重要。而生产异常信息采集、辨识和处理是MES中重要部分,是制造车间智能化生产的关键一环。
当前,国内外有许多专家和学者在MES中对生产异常的处理进行了研究,主要集中在以下三方面:第一方面是对生产现场异常信息采集进行了研究,文献[2]研究了车间现场信息采集技术与系统开发,实现了车间现场信息的动态采集。文献[3]构建了一种可支持异常事件信息动态采集和实时传递的车间生产异常事件管理系统;第二方面是对MES中生产异常的处理进行研究,Rolon[4]等为了有效地应对生产过程中不确定性因素的中断及扰动事件的发生,提出基于Agent的智能MES及其解决方案;李淑霞[5]提出通过Agent的有效信息搜索与交互来对异常情况作出反应,黄毅[6]提出一种RFID实时事件处理系统的设计及实现方法,适用于对生产现场的复杂事件的监控与处理;第三方面是对MES中异常处理模块的集成应用进行研究,口本制造科学与技术中心结合离散生产过程的特点,提出了开放式制造执行系统(OpenMES)的集成框架[7],Eric Shen[8]等使用分布式的面向对象技术提出一个计算机集成的MES框架,李哲[9]设计出了RFID事件处理框架,通过在制造执行系统(MES)中的应用,解决了以前人工现场处理和手工输入数据的繁杂过程。
上述研究成果为车间生产异常的采集处理以及在MES系统中的应用提供了有力支持,但鲜有涉及在生产异常实时采集和辨识基础上进行异常处理的通用方法和集成应用,为了满足不同企业生产异常辨识和处理流程的需求,本文提出了一套能及时识别车间突发的生产异常事件方法和一种处理流程个性化定制框架,促进MES系统的通用化发展,提高企业对异常事件的快速反应和处理能力。
1 生产异常的处理机制
1.1 生产异常类型
在生产过程中根据造成生产异常的原因不同可以分为设备异常、工装异常、刀具异常、工件异常、质量异常和其他异常六种异常类型。
1)设备异常:机械、电气、控制系统的故障或设备及零部件的损坏或停机。
2)工件异常:在运输过程或加工过程中造成的工件裂纹或变形。
3)刀具异常:由于加工过程或保管过程中操作不当导致刀具不能正常使用。
4)工装异常:在加工过程中工装出现损坏导致无法正常使用。
5)质量异常:经过质检过后质量检验不合格的工件/产品。
6)其他异常:如由温度或噪音过高导致的环境异常等等。
1.2 异常实时采集与判定
为了保证现场实时异常数据源的采集本文设计了数据的采集方法,如图1所示。生产车间的实时数据由SCADA(数据采集与监视控制系统)建立实时数据库Redis进行采集现场实时数据,SCADA通过消息中间件kafka的消息队列形式将实时数据传递给MES,具体的传递过程为MES通过Kafka发送采集具体数据的执行指令给SCADA,SCADA将执行结果通过Kafka消息中间件同步传递给MES系统,实现MES系统的数据采集,根据实时数据库Redis存写速度快和kafka指令同步的特性,确保了异常数据采集的实时性。
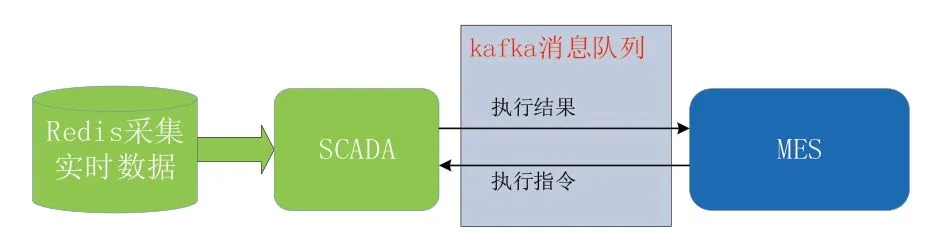
图1 现场实时数据采集过程
现场实时数据采集后需要判定是否异常,异常数据依据以下几种规则进行判定:
1)阈值规则:指将异常规则类型描述为一种阈值,即上限和下限,当待判定值超过阈值的上下限时,将其判定为异常,即异常判定方式为系统自动比较实际值与上下限的大小关系,如设备温度过高、转速过高等和环境温度过高、湿度过低等,这种规则主要用于判定设备异常和环境异常。
2)逻辑值规则:是将异常描述为逻辑值,即“是”和“否”两种,“是”是表示发生异常,“否”表示未发生异常,即系统根据返回的逻辑值进行自动比对判定,这种规则主要用于判定工装异常、刀具异常、工件异常等。
3)枚举规则:是将异常规则类型描述为多个枚举值,对采集数据与枚举值进行自动地逐一比对判定,例如质量中优、良、中、差四个枚举值,“差”为异常数据,其他值为正常数据。这种规则主要用于判定质量异常。
1.3 生产异常及时处理的一般流程
MES系统从SCADA中采集到现场实时数据后,通过异常判定规则对现场实时数据进行异常数据判定,并将SCADA和工控端上报的异常数据在生产管控中心进行显示,由生产管控中心对所有异常进行管控,针对不同类型的生产异常采用不同的处理流程。通常对于设备异常信息分三步流程:第一步先下派鉴定员对设备的异常原因和影响进行鉴定,第二步根据鉴定结果上报维修和进行重调度处理,第三步由维修人员前去维修,修好后通过填写维修单改变设备状态进行消除异常。而对于工件、刀具、工装和质量异常信息则分为以下四步流程:1)下派工人及时在操作员面板上申请换新,增加一条紧急的物流配送任务,将所需物料送至现场,可在第一时间维持车间的运行秩序;2)下派鉴定员对异常原因和影响进行鉴定,决定在制品继续维修还是报废处理;3)维修完成并进行检验后填写维修单改变异常件为正常状态,或者进行报废单填写;4)将报废入库或维修好的在制品进行后续加工或者入库处理,以减小生产异常对整个生产过程造成的影响。生产异常一般处理流程如图2所示。
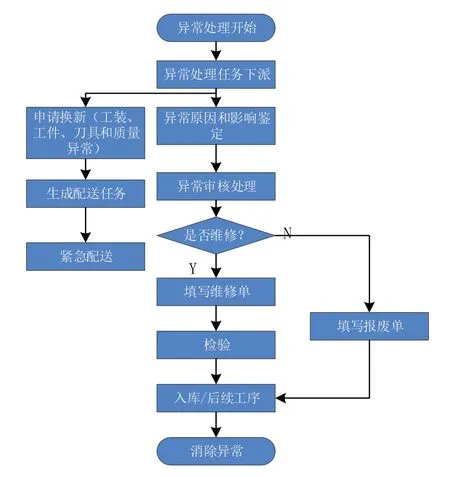
图2 生产异常处理的一般流程
2 异常处理流程可定制框架
2.1 可定制框架原理
针对不同的生产异常处理流程,本文设计了一种可进行个性化定制、具有通用性的异常处理流程定制框架。不同企业对同一业务的处理,往往有不同的处理流程,即使同一用户的同一业务,当业务数据值不同时,其处理流程往往也不同。异常处理流程的个性化及应用过程中多变性是影响MES系统实施成功与否和实施周期的重要瓶颈。为此本文提出了一套工作流节点定制、工作流节点与功能菜单/表单服务项绑定、工作流流转规则与数据库字段绑定、定制元数据存储与解析、业务流程动态执行引擎工具包和方法,满足MES中各种异常处理流程需求。
图3中的工作流定义器为用户提供图形化的业务流程定制器,用户可通过拖动开始结束事件、中间事件、活动节点、网关,连接流转线等设计工作流。个性化的表单设计器,为流程活动节点所需的各种表单提供方便快捷的定制工具。工作流实例被启动后,调用活业务工作流引擎,读取业务流程和表单绑定的元数据,驱动并监控工作流按节点和网关进行流转。
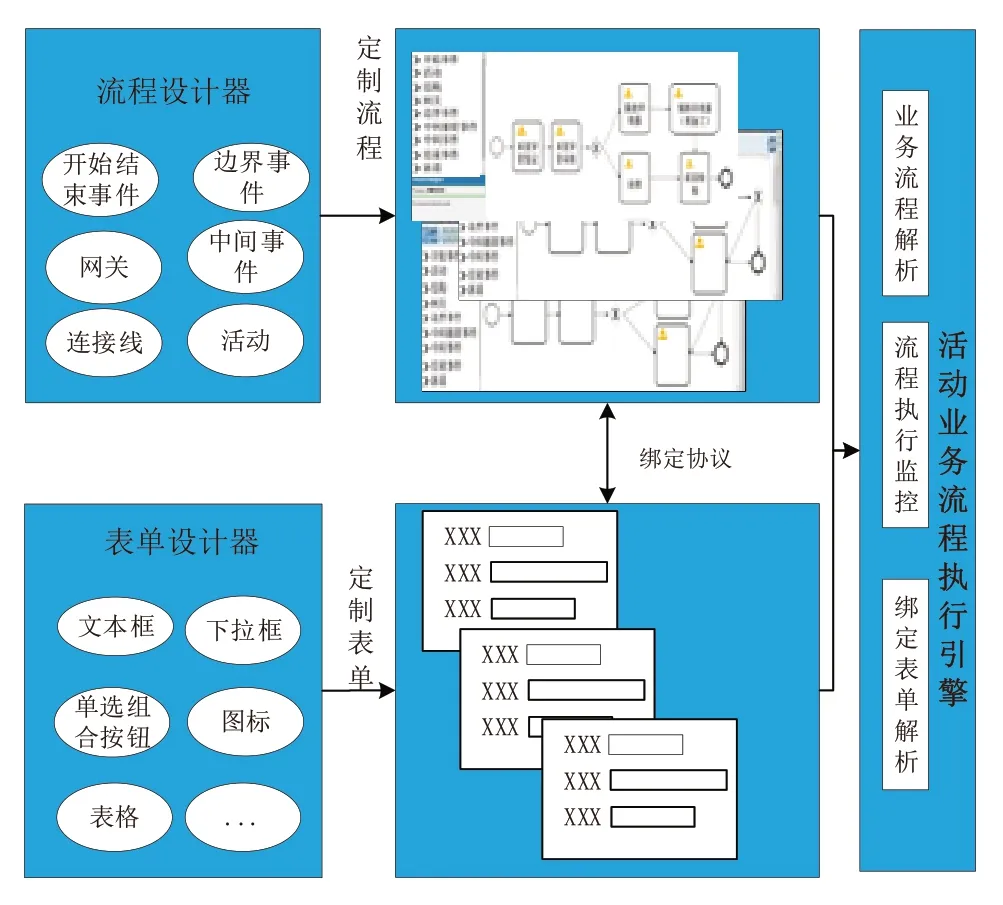
图3 异常处理流程定制执行框架
2.2 异常处理流程定制过程
个性化定制处理流程定制过程如图4所示,首先根据企业的车间异常流程需求进行事件流程定制,利用框架的事件构件组合功能可方便地通过拖拽出事件活动构件画出事件流程模型,再对活动节点需要的表单通过表单构建功能组合构件进行定制,然后将活动节点与定制好的表单进行绑定,对需要条件判断的节点进行条件设定,最后通过流程部署功能将定制流程部署在MES系统中即完成整个异常处理流程的定制。
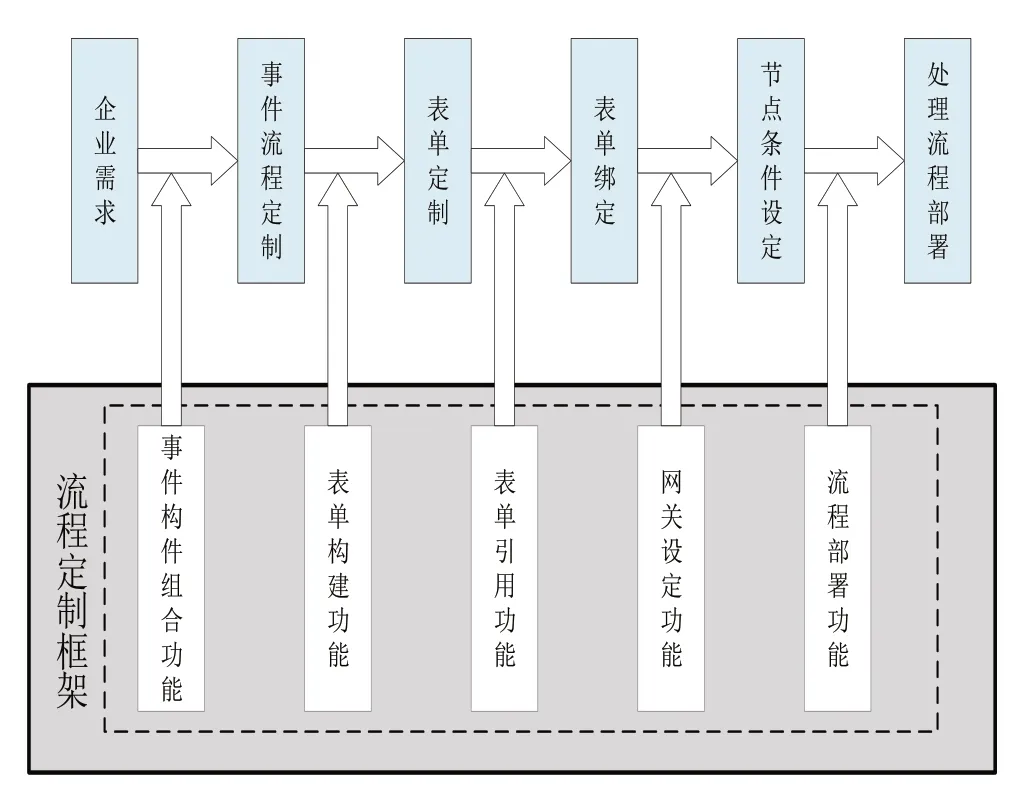
图4 异常处理流程定制过程图
2.3 定制不同企业的异常处理流程
企业有各自的生产异常处理流程,下面以质量异常处理流程为例对不同企业的处理流程进行定制,具体的定制过程为先通过拖拽左侧开始事件、活动和网关等流程构件定制事件处理流程,流程常用构件符合如表1所示,然后再绑定事件处理所用的表单,最后对流程进行部署,事件处理流程定制如图5所示。
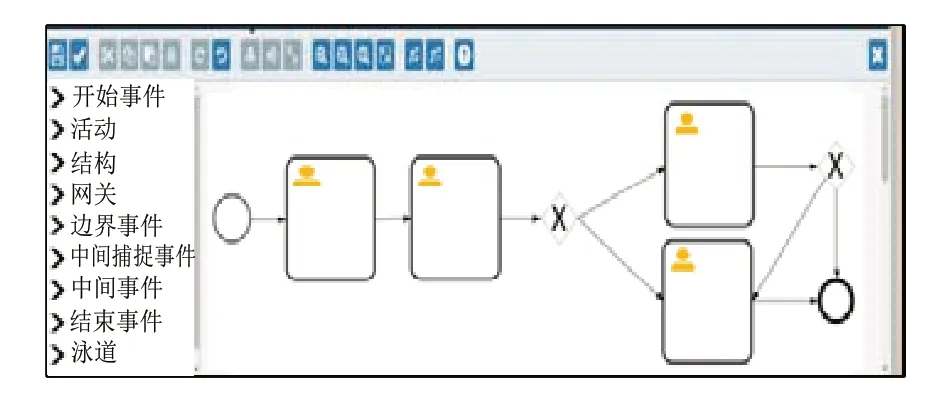
图5 事件处理流程定制
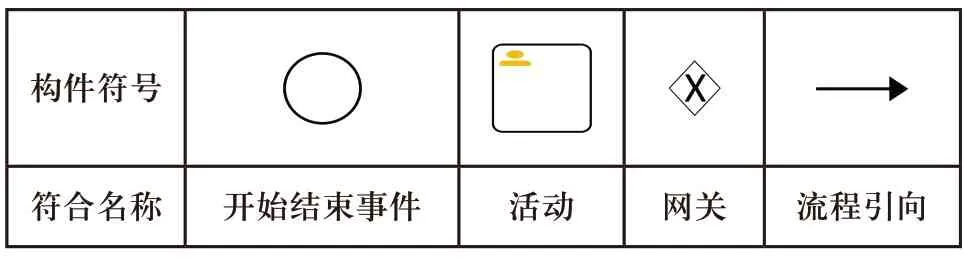
表1 流程常用构件表
在某研究所智能制造示范线平台的质量异常处理流程:在车间出现质量异常后,先对异常进行审核,根据工件质量的严重程度选择进行处理的方式,对于无法修正的工件进行报废处理并将未达到要求的工件作为一个新任务进行插单处理,对于可以修正的工件重新制定返修工工艺进行返修,对于生产急需、满足用户要求的工件可选择让步接收进行正常生产。对示范线平台的质量异常处理流程定制效果如图6所示。
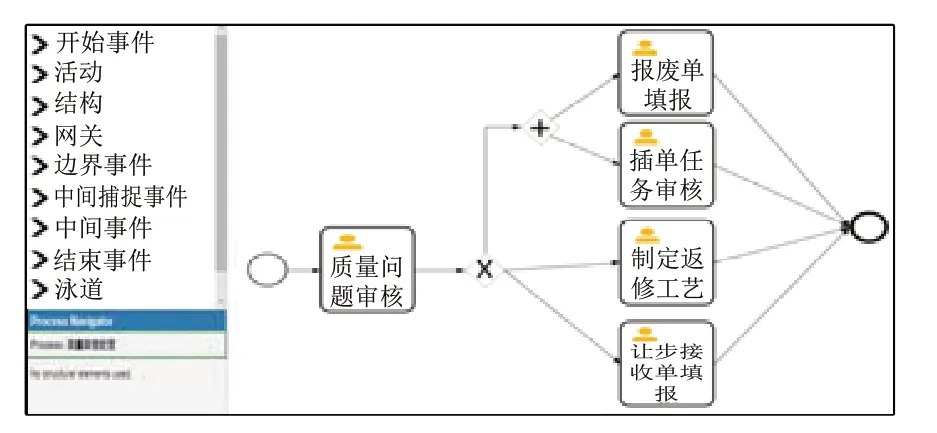
图6 示范线平台质量异常处理流程定制
据调研,另一企业A的质量异常处理流程为:在车间出现质量异常后,需先进行异常鉴定,对工件不合格的原因进行鉴定,以便公司追责,然后对质量异常进行审核,判定工件能否进行修正,对无法修正的工件进行报废处理并由工人申请原材料进行重加工交付任务,对能进行修正的工件进行返修,最后进行质检处理送入产品区。对企业A的质量异常处理流程定制效果如图7所示。
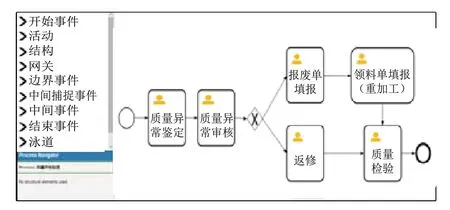
图7 A公司质量异常处理流程定制
企业B的质量异常处理流程:先对于质量异常进行异常鉴定,鉴定出异常的发生原因,再对进行质量异常审核,根据工件的质量的严重程度确定是进行返修还是报废插单处理,并对返修工件进行质量检验入库。对企业B的质量异常处理流程定制效果如图8所示。
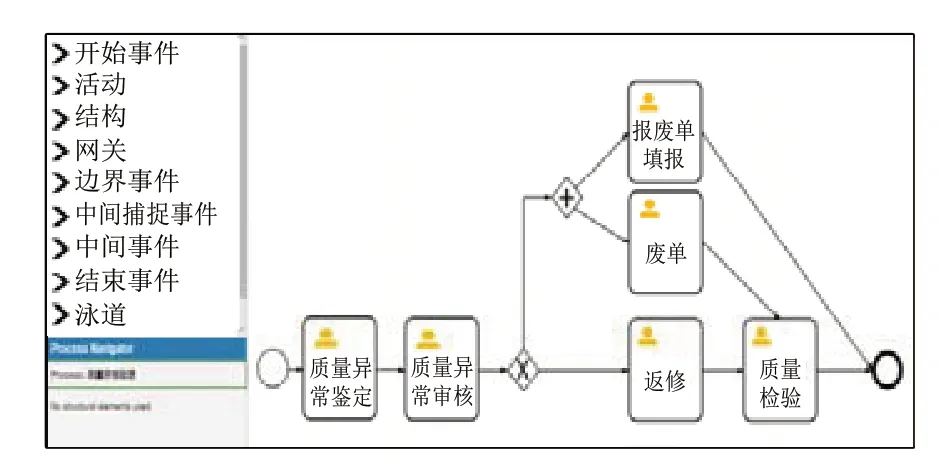
图8 B公司质量异常处理流程定制
3 系统功能及系统集成
3.1 系统功能框架
本文采用了基于自主开发的MES系统,主要包括了车间资源管理、虚拟车间生产组织、生产计划与排程、生产过程管控中心、物流管控中心、质量管理、库存管理、操作员面板和操作员面板,如图9所示。

图9 MES系统功能框架图
1)车间资源管理是对车间里的生产资源进行管理,如生产设备、采集设备、物流设备、刀具、工装等进行管理;
2)虚拟车间生产组织是对车间进行二维虚拟构造,对车间进行可视化展示;
3)生产计划与排程是对生产计划和排程方案进行管理,对各种动态干扰因素进行实时响应,实现生产任务的再调度;
4)生产过程管控中心是对生产过程进行总体控制与管理,对生产过程中的异常进行及时处理和跟踪;
5)物流管控中心是对生产任务需要的物料、刀具、工装等进行配送和实时监控;
6)质量管理是通过对车间生产节点的质量管控,实现从原材料进入车间到成品运离车间的全过程质量管理,并使用质检数据对生产过程进行确认与控制;
7)库存管理是对生产任务所需要的物料、刀具、工装等库存进行管理;
8)操作员面板是实现人员登入、人员登出、工序卡片查看、异常报告等功能;
9)看板管理包括对生产任务完成情况统计,产品合格情况统计,设备的基本情况显示等内容。
3.2 流程定制框架的集成
通过流程定制框架可定制出不同的异常处理流程,为确保流程定制框架在制造执行系统中的应用效果,需要实现处理流程与MES其它模块的集成交互,基本的集成模式及信息交互关系如图10所示,异常信息为从SCADA中采集经判定后的异常数据或由操作员面板模块进行上报的异常数据,将异常数据汇集在生产过程管控中心模块进行实时监控并进入已定制好的异常处理流程进行异常处理,对异常的设备、工装、刀具等进行维修或报废处理,将维修好的设备、工装、刀具等资源处理信息推送至车间资源管理模块进行资源台账维护,更新资源状态并消除异常,对于设备损坏严重的情况需进行重调度处理并将调度结果推送生产计划管理与排程模块的排程结果表管理中,更新排程结果信息,消除设备异常信息,对于工装、工件、刀具损坏严重的情况在异常发生时直接在操作员面板模块进行申请换新,由物流管控中心模块生成转运任务进行紧急配送,所有异常处理的进度由流程定制框架进行流程执行监控,并将质量异常处理进度信息推送到质量管理模块进行监控。
4 应用案例
结合某大学智能制造示范线平台的需求,开发的MES系统已经在某所智能制造示范线得到实际应用,生产管控模块对SCADA采集的数据自动判别设备异常、工装异常,工人上报质量异常,分别对工装、设备和质量等常见的异常处理流程进行定制,如图11所示,并对定制好的异常处理流程进行测试,测试结果表明异常得到实时判定,而定制的所有流程能在规定时长内进行及时处理,该系统还可对异常处理流程进行正常监控(图中红色框表示已处理流程事件),应用效果见图中定制案例应用效果所示。

图11 案例应用
经某大学智能制造示范线平台应用后达到了如下效果:1)基于异常判定和处理流程定制框架的MES系统能够实时识别异常,并进行个性化定制处理流程,可满足不同企业管理需求,在企业实施中有较强的通用性。2)这种基于MES的异常处理机制能及时有效地解决车间生产异常事件,减小异常事件对生产秩序的影响。
5 结语
由于不同企业对车间发生的生产异常处理方式不同,为MES的通用化发展和实施带来了较大困难。本文针对生产异常问题提出了解决方案,给出一套能及时处理车间突发的常见异常事件的机制和通用的异常处理流程定制框架,并详细阐述了定制框架在MES中的集成关系和应用,采用不同异常事件处理流程在框架下的定制案例,有效说明了系统异常处理机制的可配置性和通用性。
