地铁小半径曲线轮轨界面摩擦管理对钢轨波磨及噪音的控制研究
2021-06-10寇婷婷
寇婷婷
(昆明地铁运营有限公司,云南 昆明 650200)
地铁列车在运行过程中,尤其是在半径400m及以下小半径曲线运行时,往往会产生尖啸、轰鸣、振动等噪音,该噪音产生的主要原因是钢轨波磨与振动,既有地铁运营大多通过增设声屏障、设置钢轨抑磨阻尼装置、钢轨打磨、涂油等措施来解决噪音问题,但无法解决钢轨波磨损伤的问题。
借鉴国内同行业对钢轨波磨、噪音产生的机理及轮轨关系研究结论,当轮轨界面具有负摩擦特性的情况下,车轮在铁轨上的横向蠕滑力引发粘-滑振动,粘-滑过程中所释放出来的能量能够用于激发在轮轨系统中的尖啸噪音,当车轮通过弯道的时候,粘-滑机理造成的振动引发轮辐的膜片式振荡,通过轮轨界面摩擦管理改变轮轨界面的蠕滑曲线,对抑制钢轨波磨产生、降低噪音有一定的作用。
本文以昆明地铁为例,通过在轨道上安装轨顶摩擦控制装置,对轮轨表面摩擦系数进行调整,开展轮轨界面摩擦管理前后钢轨波磨发展速度对比试验及噪音对比试验,明确轮轨界面摩擦管理对钢轨波磨及噪音的控制效果,为后期钢轨波磨及噪音的整改提供思路。
1 轮轨界面摩擦管理方法
车轮和钢轨接触面为钢轨轨距角与车轮轮缘、轨顶(踏面)与车轮踏面接触,钢轨波磨损伤一般发生在轨顶与车轮踏面界面摩擦。通过轮轨轨顶摩擦管理,将轨顶与车轮踏面的摩擦系数调整为0.35左右,降低车轮踏面和轮缘磨损率,抑制钢轨波磨的增长。轨顶摩擦控制方法主要为在运行线路上安装控制装置,通过控制装置将摩擦调节剂涂覆到钢轨顶面,依赖轮轨之间的反复接触,摩擦调节剂在轮轨界面上相互转移,对轮轨两个界面进行摩擦管理。
昆明地铁于2019年4月在区间上安装控制装置,安装线路为小半径曲线与长大下坡道重叠区域,曲线半径350m,最大坡度27.9%,曲线超高h=120mm,设备安装位置为列车运行的下行区段缓和曲线前的直线段(即下行区段为摩擦管理控制区段,上行区段未进行摩擦管理控制,上、下行区段统称测试区段)。该区段轨道采用60kg/m、U75V钢轨、单趾弹条扣件铺设无缝线路,铺设短枕承轨台式整体道床。
设备安装后,测试方法如下:(1)设备安装后启用前,对测试区段上、下行钢轨波磨既有状态及对应区段车厢噪音进行测量,作为基线数据,与后期轨顶界面管理试验波磨增长数据及噪音数据对比,确定试验效果。(2)铣磨钢轨,使钢轨恢复初始状态,测量测试区段上、下行钢轨波磨及车厢噪音数据,作为测试基础数据。(3)让测试区段上、下行钢轨波磨按正常规律发展半年,测量测试区段钢轨波磨及车厢噪音数据,对比上、下行区段钢轨波磨增长趋势及噪音变化情况。(4)启用设备进行轨顶摩擦管理试验,每三个月测量一次测试区段上、下行钢轨波磨及车厢噪音数据,分析钢轨波磨及噪音变化趋势,对比上、下行钢轨波磨增长趋势及噪音变化情况,明确摩擦控制区段与非摩擦控制区段变化趋势。(5)启用设备半年后,最终测量测试区段波磨数据及车辆噪音数据,对比上、下行钢轨波磨增长趋势及噪音变化情况,明确摩擦管理试验对钢轨波磨及噪音的控制效果。(6)对比摩擦管理试验及基线测量下行钢轨波磨及车辆噪音数据,明确变化趋势。
2 钢轨波磨发展趋势对比分析
钢轨波磨数据测量分为基线波磨测量(轮轨轨顶界面管理试验前)、钢轨铣磨后波磨测量。主要测量方法是使用波磨仪在整个试验曲线的钢轨上股及下股表面连续移动,对一个区间的钢轨波磨连续采样,测试钢轨表面不平顺性,每次钢轨波磨测量在基线测量时的同一地点的上股钢轨和下股钢轨进行,将每次测试数据进行对比分析。为便于分析,所有波磨测量数据都进行滤波处理,滤波范围设为30~400mm,使用块均方根(Block RMS)表示钢轨波磨波幅有效值,由1/3倍凭程数据得到钢轨表面显著波磨的波长。
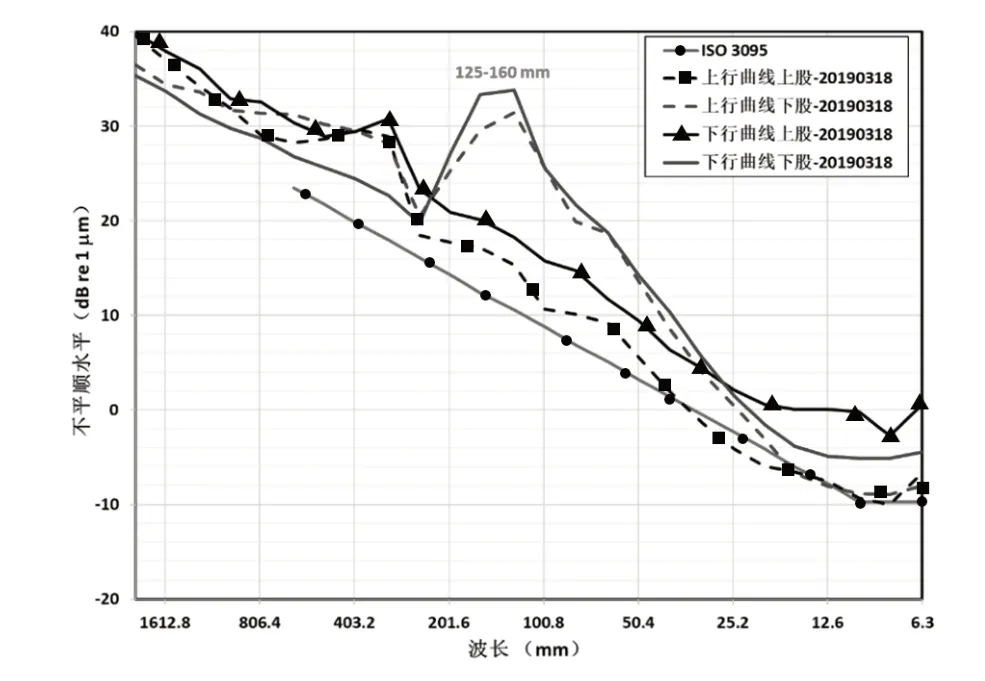
图1 铣磨前上、下行曲线钢轨表面不平顺性频谱特征
2.1 基线波磨数据分析
2019年4 月,钢轨铣磨前,利用波磨仪对测试区段上、下行区段曲线的上、下股钢轨表面不平顺数据进行测量,对比不同钢轨表面不平顺性(图1),可以发现:(1)上行曲线和下行曲线的下股钢轨表面均存在明显的波磨。(2)下行曲线下股钢轨表面存在125~160mm范围的特征波长的波磨,上行曲线下股钢轨表面存在125mm的特征波长的波磨;上股钢轨表面存在315mm特征波长的不平顺。(3)下行线钢轨表面波磨比上行线钢轨表面的波磨更严重。
2.2 钢轨铣磨后波磨增长趋势分析
2.2.1 下行曲线波磨增长趋势分析
在钢轨铣磨恢复初始状态后,4~9月未开启轨顶摩擦控制装置(以下简称干轨阶段),10月开始开启轨顶摩擦控制装置,开展轨顶摩擦管理试验(以下简称摩擦控制阶段),对该阶段下行曲线钢轨表面不平顺随时间变化数据进行对比分析(图2),可以发现下行曲线下股钢轨的表面不平顺在波长125mm处出现特征峰,峰值随时间的增长而变化。

图2 不同阶段下行曲线钢轨表面不平顺性频谱特征
采用钢轨表面波长125mm处的不平顺水平分析对应的波磨幅度变化,对比125mm特征波长在干轨阶段和摩擦控制阶段的变化速度,可以发现干轨阶段125 mm处不平顺水平的增长率为0.74dB re 1um/月;摩擦控制阶段125mm不平顺水平的增长率降为0.36dB re 1um/月。摩擦控制阶段的不平顺水平的增长率只是干轨阶段的49%(图3)。

图3 不同阶段下行曲线下股钢轨波磨波长125mm不平顺变化
2.2.2 上行曲线波磨增长趋势分析
对干轨阶段和摩擦控制阶段上行曲线钢轨表面不平顺随时间变化数据进行对比分析(图4),可以发现下行曲线下股钢轨的表面不平顺在波长100~125mm处出现特征峰,峰值随时间的增长而变化。

图4 不同阶段上行曲线钢轨不平顺性频谱特征
采用波磨波长125mm处的不平顺水平分析对应的波磨幅度变化,对比100mm特征波长在干轨阶段和摩擦控制阶段的变化速度,可以发现2019年4~9月段100mm处不平顺水平的增长率为0.81dB re 1um/月;2019年4~9月100mm不平顺水平的增长率降为0.96dBre 1um/月。对比125mm特征波长在不同时间段的变化速度,可以发现2019年4~9月125mm处不平顺水平的增长率为0.75dB re 1um/月;2019年9月~2020年1月125mm不平顺水平的增长率降为1.01dB re 1um/月(图5)。

图5 不同阶段上行曲线钢轨表面100~125mm特征波长不平顺变化
2.3 上、下行曲线钢轨波磨增长趋势对比分析
对比钢轨铣磨后上行曲线和下行曲线钢轨表面125mm特征波长不平顺水平在不同时间段增长速度,及铣磨后上行曲线和下行曲线与基线测量数据,可以得出以下结论:
(1)上行曲线未使用轨顶摩擦控制技术,钢轨波长100~125mm范围内的波磨的增长率随时间增大。
(2)下行曲线上实施的轨顶摩擦控制对波磨增长的控制作用明显,摩擦控制阶段内下股钢轨特征波长的不平顺水平增长率小于干轨阶段对应的增长率。摩擦控制阶段特征波长增长率大约仅是干轨阶段增长率的49%;下行曲线下股钢轨摩擦控制阶段的特征波长的增长率大约仅是上行曲线下股钢轨同时期增长率的36%。
(3)截止2020年1月份,上行和下行曲线下股的不平顺水平还未达到基线测量的水平。
3 车厢噪音数据对比分析
噪音数据测量与钢轨波磨数据测量同步进行。测试地点在列车行车方向电客列车客室第三节车厢中后部,主要测量方法为登乘列车,将音频测量仪放在测试地点,从列车在上一站车门完全关闭时候开始,至列车到达下一站完全停止时结束,作为一组测试数据。每次测试5组数据,所有阶段的区间噪音测试同一列车(两次试验间未镟轮)同一位置。数据测试完成后,将试验前后噪音测试数据分析所得的平均最大噪音值、平均等效连续噪音级进行对比分析。
从测试数据的对比分析可以看出(图6、7):(1)钢轨打磨前,列车在上行曲线和下行曲线上运行时,上行噪音和下行噪音大小相当。(2)钢轨打磨后,下行曲线施加摩擦控制前,上行噪音和下行噪音水平大小相当,相比于打磨前均有所降低。(3)下行曲线施加摩擦控制后,2020年1月测量值相比于2019年4月测量值,平均最大噪音降低3.4dBA,平均等效连续噪音降低2.8dBA;(4)上行曲线未施加摩擦控制,2020年1月测量值相比于2019年4月测量值,最大噪音降低降低0.3dBA,平均等效连续噪音降低0.0dBA;(5)下行曲线施加摩擦控制后,无论是同一条曲线不同钢轨状态下的噪音对比,还是和上行曲线的噪音对比,都显示了摩擦控制良好的噪音控制效果。

图6 上行曲线和下行曲线不同时间内车内噪音平均最大噪音级
4 结语
从上述测试数据对比可以得出,轨顶摩擦控制对钢轨波磨和噪音的控制效果明显,轮轨界面摩擦管理是解决钢轨波磨的一个有效途径。但本文仍有一些不足,有待后续继续研究明确:
(1)测试时间有限,测试数据仅代表测试时间段的钢轨波磨发展趋势,轮轨界面摩擦管理对钢轨波磨发展的效果还需继续观察测试。
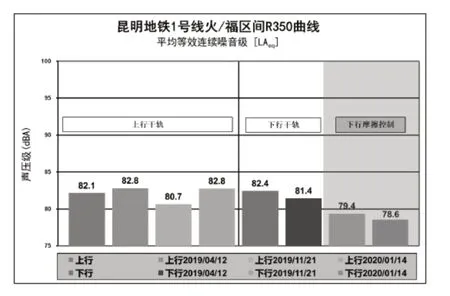
图7 上行曲线和下行曲线不同时间内车内噪音平均等效连续噪音级
(2)开展轮轨界面摩擦管理试验前数据欠缺,导致试验前后钢轨波磨增长趋势对比缺失,数据依据缺少。
