某选厂回水中悬浮物含量对萤石浮选的影响研究
2021-06-02白娟江峰侯玮
白 娟 江 峰 侯 玮
(包钢集团矿山研究院有限责任公司)
矿山作为金属资源的主要产地,在选矿过程中会使用数量巨大的工业用水,随之而来的就是污水排放问题。据相关数据统计,矿山选矿厂是全国工业水污染最严重的,其年均排放总量可达全国年均工业废水总量的十分之一左右。由于选矿废水中含有大量的矿物质及各种药剂成分,导致选矿废水的pH 值与国家规定的排放标准存在一定的差异,不加处理直接外排会对环境造成极大的破坏。因此,选矿厂应尽量对废水进行再利用,并减少外排[1]。
某选厂选矿过程耗水量巨大,为减少选矿废水对环境的影响及降低生产费用,该选矿厂选矿废水经浓缩池浓缩后回用于生产系统。因选矿废水中残留大量的污染物,如悬浮颗粒、残留药剂、重金属离子以及非金属离子等,本研究针对水中悬浮物对萤石浮选指标的影响进行试验研究。
1 试验目的
为节约用水、节能降本、保护环境,利用尾矿浓缩池回水进行浮选试验,通过试验探索回水质量对萤石浮选指标的影响,并提出提高回水水质的合理建议。
2 试验要求
试验为浮选水质单因素粗选试验。试样为某选厂选铁尾矿,给矿粒度-0.074 mm90%左右;药剂制度水玻璃1 600 g/t,油酸钠300 g/t。浮选浓度45%,加药搅拌时间各3 min,刮泡5 min。
3 试验过程
3.1 取 样
试验用水为选矿厂回水,取水地点为磨浮车间原矿给矿泵池处。回水中的多数固体悬浮物为浮选流程中产生的不溶于水的矿物颗粒以及经过浮选后形成的沉淀。由于不同时间段,水质会有一定的区别,因此选取不同时间段的回水进行取样。试验采用水样中悬浮物(SS)的测定方法,将水样经过滤干燥后,称重固体残留物,即为悬浮固体。试样化验结果见表1。

3.2 试验结果
取具有代表性的几组水质样在其他条件相同的情况下,进行萤石浮选粗选试验。经检测,各水质样的pH 值差别不大,均为7~8。几组不同水质样选别指标对比见表2。
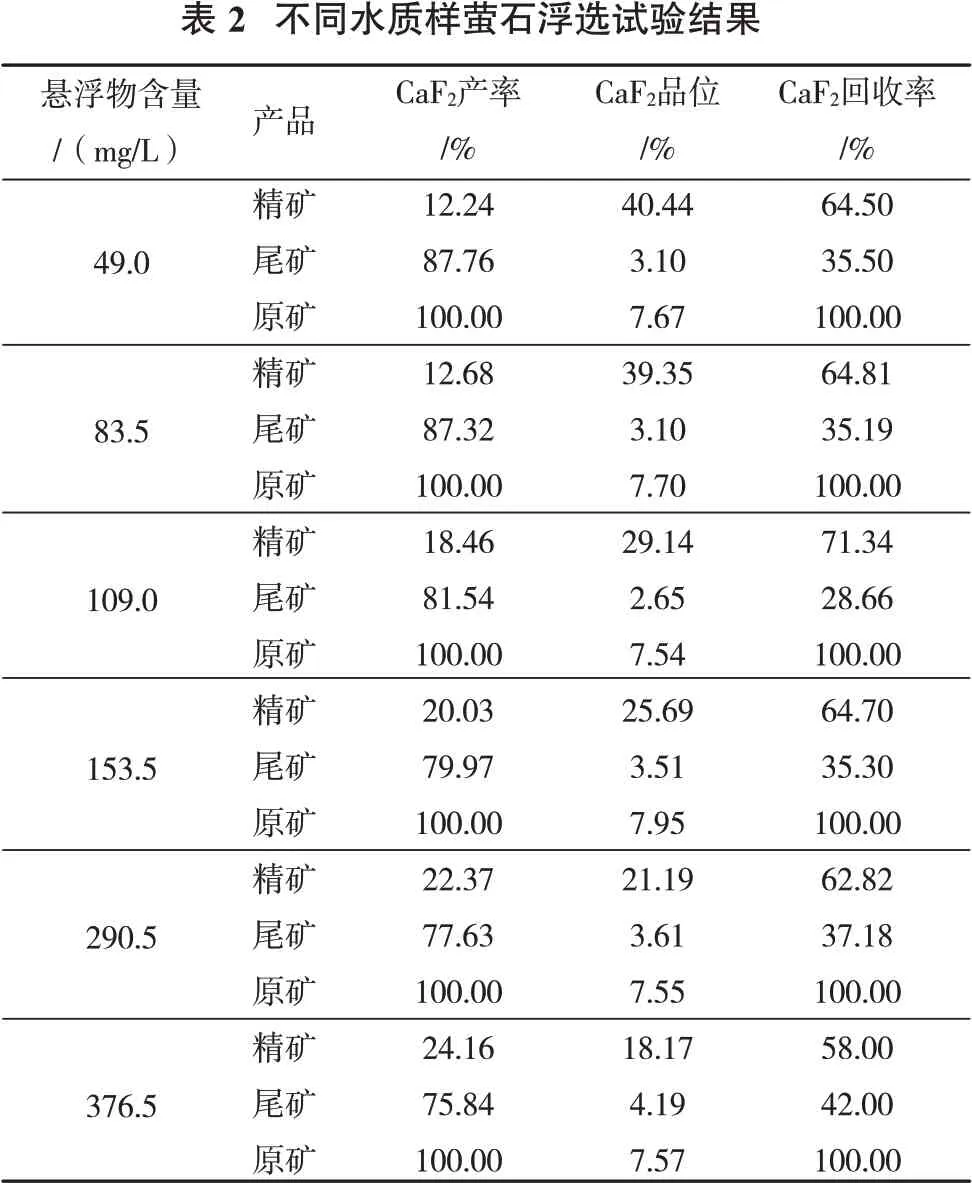
由表2 可知,随着水中悬浮物含量的减少,萤石精矿的品位及回收率均提高;当水质悬浮物含量小于100 mg/L 时,萤石粗选精矿品位及回收率均较高;随着悬浮物的增加,萤石精矿品位下降较快,由39.35%下降为29.14%,回收率变化不明显;可见,水质中悬浮物的含量对萤石浮选存在较大的影响。
由于选矿回水中含有大量悬浮物,固体悬浮物的基本特性是质量小,但比表面积相对较大[2-5],其主要影响方式:①比表面积和表面能大,使固体悬浮物在矿物表面产生罩盖悬浮物包裹在矿物表面,阻碍有用矿物与浮选药剂的作用,使矿物对药剂的吸附量发生变化,从而降低精矿的品位和回收率;②因固体悬浮物有相对较小的质量,使其容易机械夹带,从而恶化浮选效率;③固体悬浮物中含有胶质物质,这些胶体物质可使矿浆的黏度变大,从而影响浮选效果;④回水中含有部分残存的浮选药剂,最常见的为起泡剂,起泡剂在浮选时除蒸发消耗外,主要聚集在泡沫中,因此从泡沫精矿中脱除的水作为回水使用时,浮选矿浆中就会集聚较多的起泡剂,也会对浮选效果产生一定的影响。
4 选矿废水的澄清净化
针对选矿废水中的悬浮物,首先采取自然沉淀法、稀释法、加药加速沉降法,根据选厂实际情况,提出以下建议。
(1)从源头进行控制,严格控制各个选别阶段的工艺操作,严控药剂添加量,勤测pH 值。在保证各工序指标达标的基础上,尽量减少药剂的使用量,避免药剂浪费,尤其是起泡剂的使用。由于选矿厂每一道浮选工序前设有浮选前浓缩大井,起泡剂用量过大会导致气泡黏性过大,精矿泡沫进入浓缩大井后会在浓缩池表面形成一层泡沫层,无法与溢流水分离,从而影响回水水质。
(2)尾矿浓缩池中加入絮凝效果更好的絮凝剂,增加水质的澄清度。加入絮凝剂聚丙烯酰胺后,对絮凝前后的3组水质样进行检测,检测结果见表3。
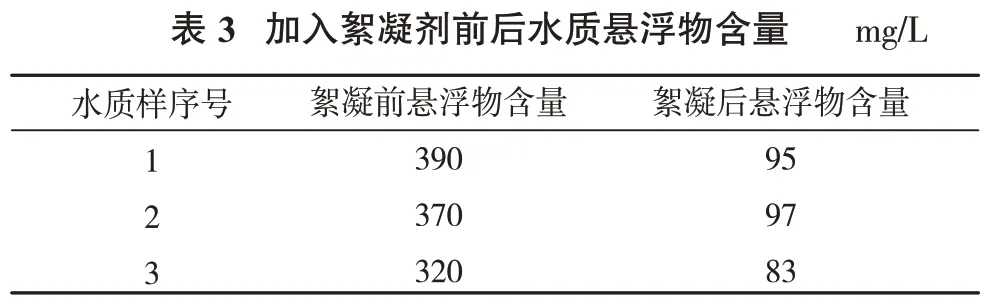
由表3 可知,加入絮凝剂聚丙烯酰胺后,水质得到明显改善,水中悬浮物含量降低到100 mg/L 以下,净化后的水质基本符合萤石浮选要求。
5 结语
(1)某选矿厂回水用于萤石浮选,试验结果表明,当回水中悬浮物含量小于100 mg/L 时,萤石粗选精矿品位及回收率均较高,萤石精矿品位可达40.44%,回收率达64.50%,达到萤石粗选的指标要求;随着回水中悬浮物含量的增加,萤石精矿的品位急剧下降。
(2)在选厂尾矿浓缩池中加入絮凝剂聚丙烯酰胺后,对絮凝前后的水质进行检测,水中的悬浮物含量可降低到100 mg/L 以下,净化后的水质对萤石浮选影响相对较小,能够达到萤石浮选的水质要求。
