基于工业机器人的打磨工作站设计*
2021-06-01
(华南理工大学广州学院,广东广州 510800)
工业机器人是一种自动化机器装置,随着国内制造业转型升级的进行以及人口红利的逐渐消失,机器人行业正迎来最高速发展的时期。机器人的应用范围很广,打磨机器人就是工业机器人的应用的主要方向之一[1-4]。
打磨机器人可用于替代传统人工打磨,大大提高产品质量和生产效率,因此工业机器人能够更好的满足大规模生产的需求[5-6]。为实现在打磨工作中,远程操控工业机器人与台磨机进行打磨作业,设计打磨工作站。
1 系统硬件设计
在工业机器人打磨作业中,托盘A、B与行程开关接触后,开关组信号同时为1,机器人将在托盘A、B区域中夹取工件进行打磨作业并将打磨后的工件移至夹取点归位,该托盘最后一个工件打磨归位动作完成后机器人末端执行器将回到安全高度等待下一托盘到位信号指令。根据作业要求,打磨工作站分为三个模块:控制模块,打磨模块和工业机器人见图1。

图1 打磨系统结构Fig.1 Polishing system structure
控制模块包含供电电路和安川MOTOMAN-SV3X 其I/O接通单元CN10用I/O电缆将其延伸的I/O端子座组成。供电电路电气件包括断路器CB1、CB2、交流接触器KM1、继电器KA1、常开按钮SB1、常闭按钮SB2以及24V电源,其布局图见图2。

图2 控制模块布局图Fig.2 Layout of the control module
电气件接线实物如图3所示,打开CB1、CB2、24V电源接通,按下常开按钮SB1交流接触器KM1电磁铁吸附,台磨机火线(L)和零线(N)接入的L1,L2端接通,台磨机通入220V交流电启动,由此远程控制台磨机的启停。

图3 电气件接线实物图Fig.3 Physical diagram of electrical wiring
打磨模块由托盘A、B,直角定位装置*2,行程开关*4和台磨机*1组成。打磨系统实物图见图4。

图4 打磨系统实物图Fig.4 Physical picture of the polishing system
行程开关*2置于每一直角定位装置上方,将其接入机器人外延I/O端子座,I/O分配表见表1,机器人接收IN5和IN6(IN7和IN8)同时为1时,跳至相应子程序运行相应打磨作业。
气动夹手与二位五通电磁换向阀用气管连接,将换向阀接入机器人I/O 端子座输出端,I/O 分配表见表1,当OUT 1 置1 时换向阀处于右位,气动夹手为夹紧状态,OUT1为0时换向阀处于左位,气动夹手为张开状态。
2 系统流程设计
2.1 操作流程
在工业机器人打磨作业中,先进行供电电路的布置,达到能远程开启台磨机的目的;然后对气动夹爪和电磁换向阀调试使其能够在输出信号OUT 1 为1 时夹紧为0 时张开;最后是工业机器人的示教编程,能够在收到不同信号时进行相应打磨作业。
2.2 机器人动作流程
外部输入信号IN1为1,机器人通电启动,1秒延迟后主程序等待输入信号IN5-8的信号变化来调用子程序,子程序进行相应托盘位置的打磨作业,最后一个工件打磨并归位完成后末端执行器移至安全高度,主程序跳至循环起点,等待下一个输入信号组变更进行下一组打磨作业。工业机器人流程图见图5。
3 程序设计
行程开关和气动电磁换向阀与安川工业机器人MOTOMAN-SV3X 之间通过IO 信号实现交互,打磨作业动作包含机器人启动、夹取、打磨、放置等,主程序的功能为根据输入信号逻辑计算,调用子程序进行打磨作业。
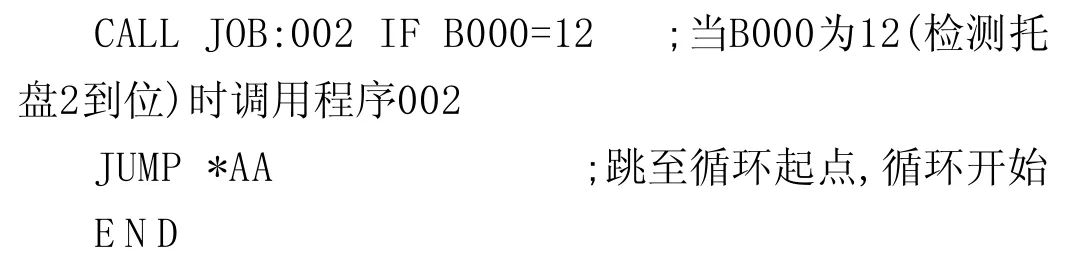
主程序WAIT指令当输入IN1为ON时,机器人启动;设置循环*A为循环起点;由于使用的IN口为5-8,所以使用DIN B000 IGH#(2)指令(IN1-4为1,IN5-8为2);TIMER指令让机器人延迟1秒后进行程序选择调用;程序调用使用CALL指令,条件为B000的值(B000的值是一组二进制换十进制的数值,如IN5,IN6同时为1,二进制为0011,十进制则为3);最后设置JUMP*A跳至循环起点。主程序如下。


表1 机器人外延I/O 端子座I/O 分配表Tab.1 I/O distribution table of robot extension I/O terminal block
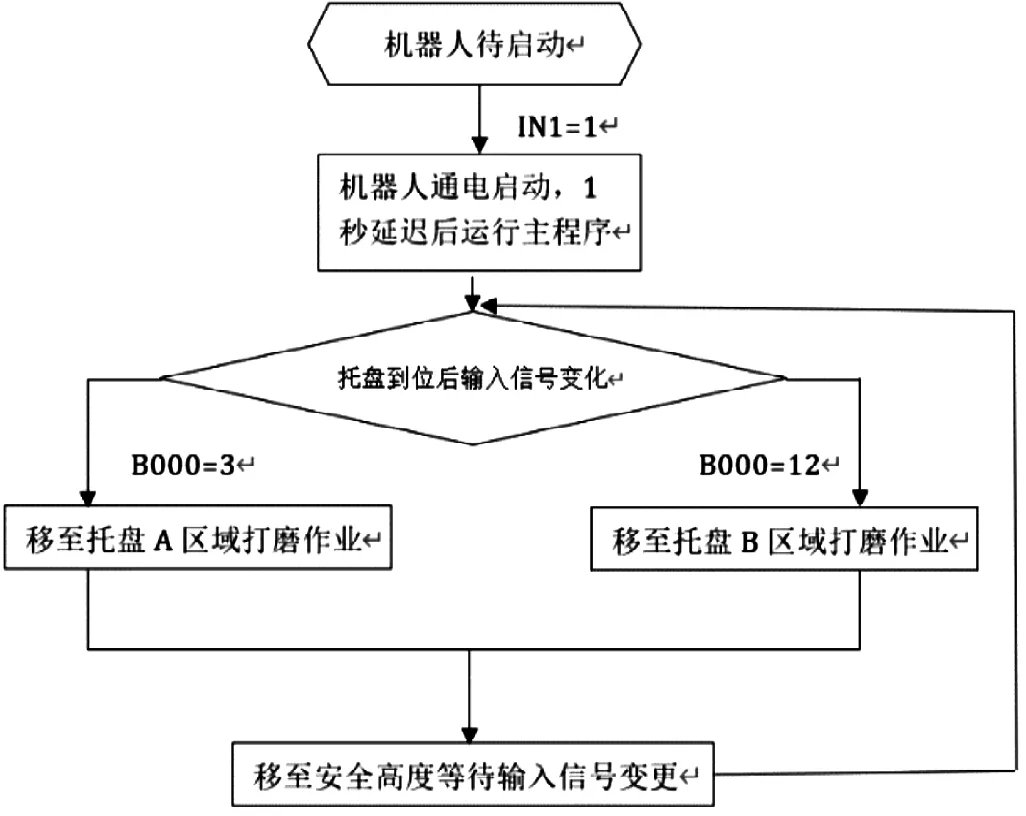
图5 工业机器人流程图Fig.5 Flow chart of industrial robot
子程序先用SUB,SET 指令将P000 和B000 初始化;DOUT指令控制输出OUT1 从而管理气爪的闭合;设置*A为循环起点;SPTON和SPTOF分别是平移指令的起点和结束点,该指令之间的示教点每次循环会加一定的偏移量(P001);ADD指令就是其偏移量计算指令,如该段程序中P001设置为y=-47.5,即每下一次循环开始沿y轴负方向偏移47.5mm;JUMP是循环跳转指令,B000初始为0,每行三个工件则循环三次,故设置其条件为B000<3。两个托盘一共六行工件需示教6段此程序(每行首个示教点位不同,框架完全相同),子程序如下。


4 结语
打磨工作站通过供电电路给台磨机通入220 V 交流电,可以远程控制台磨机的启动和停止;采用行程开关常开端接入安川机器人外延I/O端子座进行I/O信号交互,使机器人根据不同输入信号进行相应作业;采用二位五通电磁换向阀左右位导气线路不同来控制气动夹爪的闭合与松开;整系统由工业机器人自动运行与远程控制的台磨机进行打磨作业,可由示教器监视I/O状态。此工作站适用于工业机器人教学和根据要求进行普通工件的打磨作业,实现劳动力解放和安全保障。
