电厂疏水改造一体化除氧技术
2021-05-22邵金利
邵金利
(佳木斯热电厂,黑龙江 佳木斯154005)
0 引言
现阶段国内绝大多数的300 MW以上的机组汽包锅炉、核电机组和所有的直流锅炉都设置有凝结水处理系统[1],高参数大容量机组蒸汽溶解杂质的能力大,水汽系统热力设备承受的热负荷高,容易发生结垢和腐蚀,因此对给水的水质要求很高。凝结水占给水的绝大部分,如果凝结水得不到很好的处理,会直接影响给水的水质,最终影响整个热力系统的安全运行[2]。根据《大中型火力发电厂设计规范》[3](GB50660-2011)14.4.1主要原则中第二条,在装设亚临界汽包锅炉的机组中,宜对全部凝结水进行精处理。但若疏水温度过高,则无法进行精处理。
本文结合某电厂供热机组疏水系统中存在的问题,提出一种对热泵及热网加热器疏水系统进行改造的技术方案,通过降低疏水温度,达到精处理的条件,并且优化除氧系统,在凝汽器中增设除氧装置代替除氧器,从而保证机组运行的安全性、稳定性及经济性。
1 概述
1.1 项目概况
某电厂2×300 MW供热机组供热系统中,2台机组热网首站配有8台热网加热器(每台机组4台),配有6台热网加热器疏水泵(每台机组3台),用于把热网加热器疏水罐内的疏水送入除氧器。配有8台溴化锂吸收式热泵机组,用于回收300 MW供热机组循环水排水的余热,配有3台疏水泵,用于把热泵系统疏水罐内的疏水提升压力后送入除氧器。
1.2 存在问题
由于热泵侧、热网侧疏水温度较高,无法经过凝结水精处理系统进行处理,而不经精处理的凝结水易融入溶解性盐类、金属腐蚀产物和SiO2等物质,这些物质若随给水进入热力设备,在系统中沉积会造成结垢和腐蚀。尤其在热泵侧疏水系统中,热网水中的杂质较多,易在换热器中形成污垢,导致换热效率降低、疏水温度过高、换热管路振动等问题,严重影响到机组运行的安全。
目前,将未经过化学精处理的疏水供给热力系统,电厂中锅炉的排污水量达到20 t/h,而机组纯凝运行期间锅炉排污水量仅为5 t/h。机组用水量较大,用水成本居高不下,电厂化学水处理的压力较大。
2 疏水降温方案
2.1 热泵侧疏水改造方案
2.1.1 热泵供热现状
如图1所示,热泵驱动蒸汽进入发生器,疏水经凝水换热器换热后汇入疏水母管,流入热泵疏水罐。凝水换热器水侧入口取自自身热泵吸收器第一流程出口热网水,经凝水换热器后进入冷凝器热网水侧出口,凝水换热器可以通过热网水侧的阀门调节疏水温度,疏水温度最低可降至70 ℃。每台热泵有2个组件,以每一个组件为单位,1个组件配1台凝水换热器,共16台。
汇入疏水罐后的疏水,经疏水泵提升压力后分别进入2台供热机组低加入口主凝结水管路,经低压加热器加热后进入除氧器,疏水温度一般控制在120 ℃以下。热泵疏水温度较高,无法经过凝结水精处理系统进行处理。
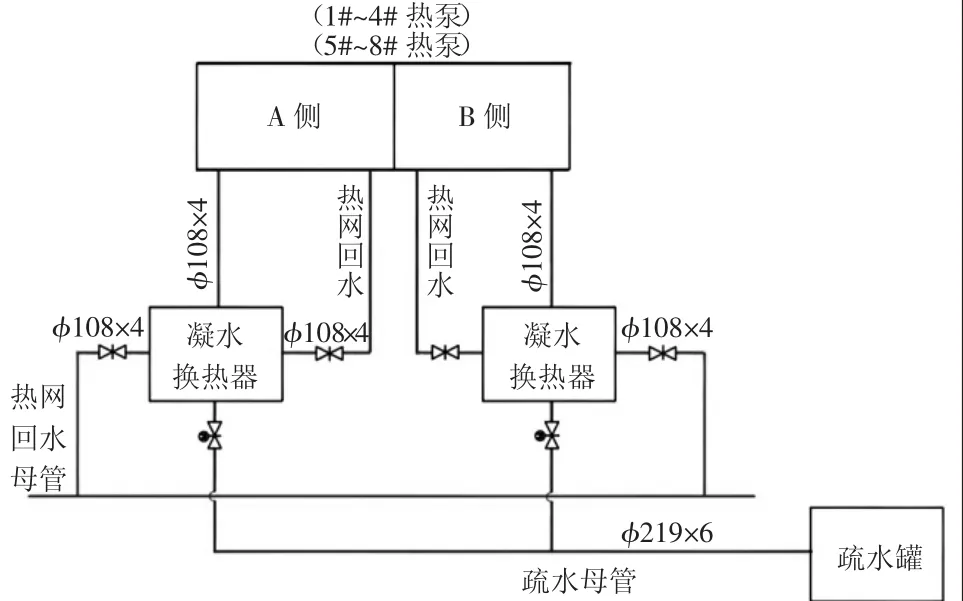
图1 热泵疏水系统图
由于凝水换热器管内侧是疏水,管外侧是热网水,热网水内的杂质留存在凝水换热器内无法清除,使凝水换热器换热管内形成结垢,阻塞热网水流通,引起疏水管路振动,并影响凝水换热器的正常换热,管内水垢无法清理,导致换热器出现疏水温度偏高或者无法使用。
2.1.2 具体改造方案
将凝水换热器更换成管内侧是热网水、管外侧是疏水的换热器。一级冷却水为热网水,入口取自自身热泵吸收器入口,出口回到冷凝器出口热网水系统,疏水温度降至70 ℃左右;二级冷却水为循环水。疏水罐内疏水经疏水泵提升压力后分别进入2台主机凝汽器进行二级换热,疏水经二级换热后,疏水温度降至45 ℃左右。
在选择热泵疏水换热器时,可参照如下方法计算:热泵在额定出力下运行时,每台热泵所需驱动蒸汽量为38.5 t/h,疏水温度设计为120 ℃,则每个组件疏水流量为19.25 t/h,按10%余量考虑,取21.2 t/h。热网水进入热泵温度为60/82 ℃。循环水进入热泵温度为35 ℃(计算取用35 ℃)。
计算一、二级换热器热网水、循环水需求量:1)热网水需求量(将疏水温度由120 ℃降至70 ℃)。所需热网水量=21.2×(120-70)÷(82-60)=48.18 t/h。2)循环水需求量(将疏水温度由70 ℃降至45 ℃)。按循环水温升10 ℃选取,则所需循环水量=21.2×(70-45)÷10=53 t/h;换热器按20%余量选取,则热网水流量为57.82 t/h,循环水流量为64 t/h。
2.2 热网加热器侧疏水改造方案
2.2.1 热网侧供热现状
如图2所示,热网加热器的加热蒸汽来自机组抽汽,每台热网加热器疏水汇集到母管,由疏水泵升压后直接送入除氧器,2台供热机组各设有3台疏水泵,疏水泵出口母管设有联络,可以调配分别进入2台机组除氧器的水量。热网加热器疏水设计温度为120 ℃,正常运行时,由于热网水要求温度较低,疏水温度为90~110 ℃。热网加热器疏水温度较高,无法经过凝结水精处理系统进行处理。
2.2.2 具体改造方案

图2 热网疏水系统图
如图3所示,在原热网首站处安装2台水-水换热器,热网加热器疏水降温后进入主机凝汽器。一级冷却水为热网水。入口取自热网循环泵出口,出口回至热网加热器出口供水母管,疏水温度降至70 ℃左右;二级冷却水为2号机组循环水。经一级换热后的疏水分别进入2台主机凝汽器进行二级换热,疏水温度降至45 ℃左右。

图3 改造后热网疏水系统图
在选择热网疏水换热器时,可参照如下方法计算:供热机组最大抽汽工况下,供热抽汽量为1116 t/h,扣除热泵驱动蒸汽量308 t/h,则最大疏水量为808 t/h,最高温度为120 ℃,热网回水温度为入口60 ℃、出口82 ℃,循环水为入口35 ℃、温升10 ℃。
计算一二级换热器热网水、循环水需求量:1)热网回水需求量(将疏水温度由120 ℃降至70 ℃)。所需热网水量=808×(120-70)÷(82-60)=1836 t/h。2)循环水需求量(将疏水温度由70 ℃降至45 ℃)。按循环水温升10 ℃选取,则所需循环水量=808×(70-45)÷10=2020 t/h;换热器按20%余量选取,则热网水回水流量为2203 t/h,循环水流量为2420 t/h。
3 凝汽器疏水除氧装置
3.1 除氧装置的结构
凝汽器除氧主要采用喷雾除氧和鼓泡除氧相结合的形式。喷雾除氧装置的结构如图4所示,喷雾除氧装置布置于凝汽器喉部,疏水管道为U型,管道上设有喷嘴,喷嘴角度倾斜向蒸汽进口方向,可在不同水平面上设置多层疏水管道。若凝汽器的喉部安装了低压加热器,可以在低压加热器的两侧均布置喷雾除氧装置,喷嘴采用圆柱形短管,管径尺寸和喷嘴数量可以根据蒸汽和疏水的热力参数进行计算得出。

图4 喷雾除氧装置示意图
鼓泡除氧装置的结构如图5所示,可根据蒸汽参数和热力计算情况,在凝汽器热井中同一水平面上布置多根蒸汽管道,蒸汽管道上对称布置喷嘴。鼓泡除氧装置可布置在凝汽器隔板两侧,以加快氧气析出的速度。
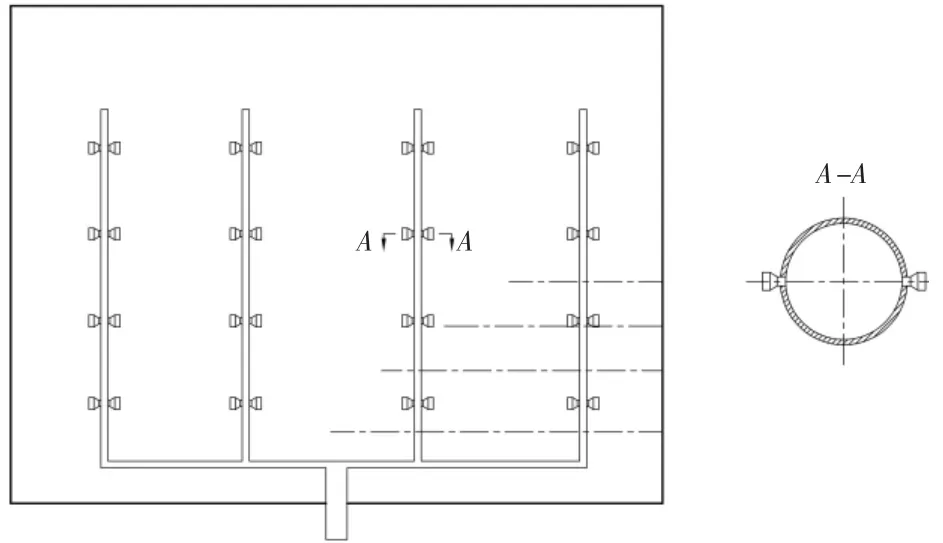
图5 鼓泡除氧装置示意图
喷雾除氧装置和鼓泡除氧装置均可独立控制,可通过阀门控制疏水和蒸汽进入凝汽器的流量,以达到较好的除氧效果。
3.2 除氧原理
通过喷雾除氧装置,具有一定含氧量的疏水经过喷嘴后,以雾滴的形式喷淋到凝汽器喉部,利用汽轮机排汽对雾滴进行充分加热,当雾滴被加热到等于或非常接近于其压力相应的饱和温度时,其中的氧气将全部从补水雾滴中析出,氧气经设在空冷区的抽空气管直接排出凝汽器,而除氧后的疏水雾滴流向凝汽器的热井底部。
进入热井的疏水中,仍然溶有部分氧气,通过鼓泡除氧装置引入蒸汽,蒸汽与热井中的疏水进行充分混合扰动,进一步加热疏水,同时将疏水中溶解的氧气带出水面,达到进一步除氧的目的。
4 改造后效果
通过此次改造项目,有效解决了当前热泵及热网加热器疏水温度过高,无法进行精处理的问题,同时对凝汽器进行改造,将经过一级换热的疏水直接送入凝汽器中进行二级换热并除氧,进而替代除氧器,具体达到效果如下:1)在热泵疏水侧,将凝水换热器更换成管内侧是热网水、管外侧是疏水,一级换热后疏水温度降至70 ℃。进入凝汽器后,与循环水进行二级换热,疏水温度可降低至45 ℃。2)在热网加热器疏水侧,零米层增加2台水-水换热器,一级换热采用热网循环泵出口的热网水,换热后疏水温度降至70 ℃。进入凝汽器后,与循环水进行二级换热,疏水温度可降低至45 ℃。3)对凝汽器进行改造,在凝汽器喉部设置喷雾除氧装置,在凝汽器热井上设置鼓泡除氧装置。将热泵侧、热网侧的疏水在与热网水换热后送入凝汽器,可以对疏水进行除氧,达到代替除氧器的作用。4)疏水经过凝汽器精处理系统后,达到纯凝运行时期水质标准,将大大节约机组用水量及成本,进一步减轻电厂化学水处理的压力。
5 结语
本文结合某电厂2×300 MW供热机组供热系统中存在的疏水处理问题,提出了一种电厂疏水改造一体化除氧技术,并通过具体换热计算数据验证该方案的合理性和可行性。将热泵疏水系统中凝水换热器管内外侧的工质对调,使热网水在管内流动,减少杂质的沉积和结垢,同时在热网加热器疏水系统中,增设水-水换热器,用热网循环水使疏水温度降低,最后将热泵侧、热网加热器侧的疏水送入凝汽器中,与循环水进行二次换热降温,以达到凝结水精处理的条件。在凝汽器喉部,利用热力除氧原理,通过喷雾除氧、鼓泡除氧相结合的方式,使疏水中氧气析出,以达到替代除氧器的目的,进而优化电厂设备配置,减少投资成本,提升电厂经济效益。
