Extraordinary mechanical properties of AZ61 alloy processed by ECAP with 160° channel angle and EPT
2021-05-21ZhohuiShnJieYngJinfengFnHuZhngQingZhngYuchengWu
Zhohui Shn, Jie Yng, Jinfeng Fn,*, Hu Zhng, Qing Zhng, Yucheng Wu,
Weiguo Lia, Hongbiao Dongc, Bingshe Xua
a Key Laboratory of Interface Science and Engineering in Advanced Materials, Ministry of Education, Taiyuan University of Technology; Taiyuan 030024;P.R. China
b Shanxi Key Laboratory of Advanced Magnesium-based Materials, Taiyuan 030024; P.R. China
c Department of Engineering, University of Leicester, Leicester LE1 7RH, UK
Received 9 October 2019; received in revised form 22 January 2020; accepted 12 February 2020
Available online 5 October 2020
Abstract
Keywords: AZ61 Mg alloy; Equal channel angular pressing; Electropulsing treatment; Recrystallization; Mechanical properties.
1. Introduction
As the lightest structural metallic material used in practice,magnesium alloys are expected to become a new generation of basic structural materials in the background of energy saving and consumption reduction due to their low density of only 1.8 g/cm3, high specifi strength and preferable liquid formability, et al [1]. Among them, AZ wrought magnesium alloy have been used as structural material in many applications due to their mature technology and precise properties. However, the proverbial application of magnesium alloys are also limited by their low temperature strength, poor plasticity and inferior high temperature creep resistance etc [2]. The recent researches have indicated that electropulsing treatment (EPT)is helpful to obtain fine-grai metals by accelerate recrystallization of deformed materials at lower temperature [3,4].Conrad et al. [5,6] reported that the nucleation rate of recrystallization for the cold-worked copper was enhanced by the electric current. Jiang et al. and Guan et al. [7] found that recrystallization process in both cold-rolled AZ91 and AZ31 alloys were accelerated during EPT. Qin et al. [8] obtained pearlitic steel wires with ultrafin cementite particles around 30 nm by one electric pulse pass at room temperature. All in all, the increase of electrical conductivities of metals resulted from plastic deformation be responsible for the effect of EPT on microstructures transformation of deformed metals, which increases with the increasing deformation[9,10].Generally,deformation of metals can be expressed by the deformation stored energy which is a function of the total defects density. Therefore, samples must be severely deformed to achieve high deformation stored energy before EPT.
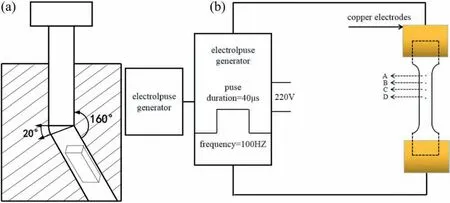
Fig. 1. Schematic illustration of die configuratio for ECAP processing and EPT process.
The severe plastic deformation technology (SPD) has been widely used to prepare bulk materials with ultra-fin grains.Equal-channel angular pressing (ECAP) is a frequently used SPD method, which can not only refin the grain size but also modify the crystallographic texture of Mg alloy [11-14].Deformation of the ECAPed samples during a single pass have a lot to do with the parameters of ECAP processing,such as the temperature, the channel angle (φ) and the outer radius angle (ψ). The channel angle of the common ECAP die is 90°, which exerts very large single-pass shearing deformation and needs higher processing temperatures more than 473 K in order to avoid the fracture of samples. As a results, the deformation stored energy of ECAPed Mg alloy are easily released by fully dynamic recrystallization. However, when the channel angle of ECAP die is 160°, the shear deformation of single pass is smaller and the specimen is not easy to fracture at relatively low deformation temperature. To a certain extent, it can avoid the occurrence of dynamic recrystallization and obtain higher deformation storage energy.
Our previous research [15] revealed that the microstructure and mechanical properties of AZ31 Mg alloy were markedly optimized by a combined processing of ECAP, rolling and electropulsing treatment (EPT). Rolling were introduced as a middle link to achieve deformation microstructure in ECAPed samples using die with a channel angle of 90°. In the present work, in order to further acquire more excellent mechanical properties, the ECAP die with channel angle of 160° was used to obtain higher accumulated deformation at low temperature with scarcely any dynamic recrystallization.The high dislocation densities and fine-graine AZ61 magnesium alloy was obtained by ECAP process. Accordingly, the effects of ECAP and EPT on the microstructure evolution and mechanical properties of AZ61 Mg alloy were investigated systematically.
2. Material and methods
A commercial hot extruded plate of Mg-6%Al-1%Zn alloy was used in this investigation. The billets with dimensions of 10×10×70 mm3were machined along the extruded direction from the rolled plate. These billets were homogenized at 623 K for 4 h before ECAP. The ECAP die with an intersection angle of φ=160° and an outer curvature angle ψ=20°was utilized in this study (shown in Fig. 1a). All pressings followed the Bc route, namely samples were rotated by 90°along longitudinal axis after each pass. The extrusion rate of each pass was 4 mm/s. ECAP process was carried out at different temperatures of 373 K, 423 K and 473 K, respectively. Besides, the ECAPed samples are named according to the different processing temperatures and extrusion passes.For example, 373K-3 pass sample meant that the sample was ECAPed at 373 K for 3 passes.
The selected ECAPed strips carried with the higher deformations and very little recrystallization grains were processed into a tensile specimen with a gauge length of 15 mm and a cross section of 1×2 mm2. And the samples were subjected to electropulsing treatment (EPT) using a laboratorymade electric pulse generator,which can generate square electric pulses. The EPT processing was schematically shown in Fig. 1b. In this study, pulse duration and processing time of EPT were adjusted to discuss their effects on microstructures of the deformed Mg alloys while frequency and electric current were set as fi ed values, 100 Hz and 1×104A. Herein,pulse duration and processing time represent energy of a single pulse and the energy accumulation of multiple pulses,respectively. In addition, the EPTed samples were entitled according to the different pulse duration and processing time.For example, 30 μs-5 min sample meant that the sample was processed using EPT by 30 μs pulse duration and 5 min processing time, respectively. A surface thermocouple was used to measure the maximum temperatures of specimens.More details were mentioned in our published paper [16].Microstructures of all samples were investigated by optical microscopy (OM, VHX-2000 from Keyence) and scanning electron microscope (SEM). Electron backscattered diffrac-tion (EBSD; Oxford Instruments) in a dual-beam focused ion beam scanning electron microscopy(FIB-SEM,TESCAN,LYRA3 XMH). Samples were prepared for EBSD observation by mechanical grinding with 3000-grit SiC paper, followed by electro-chemical polishing for 80-120 s at 20 V and-20 °C using ACⅡelectrolyte. EBSD was carried out at 20 kV, 15 mm working distance, a tiltangle of 70° and a scan step of 0.2 μm. The grain sizes were calculated from the micrographs by means of image analysis method.Uniaxial tensile tests were conducted by AG-Xplus-200 kN electronic universal testing machine with a strain rate of 0.6×10-3s-1at room temperature. All samples with different ECAP and EPT parameters were listed in Table 1.
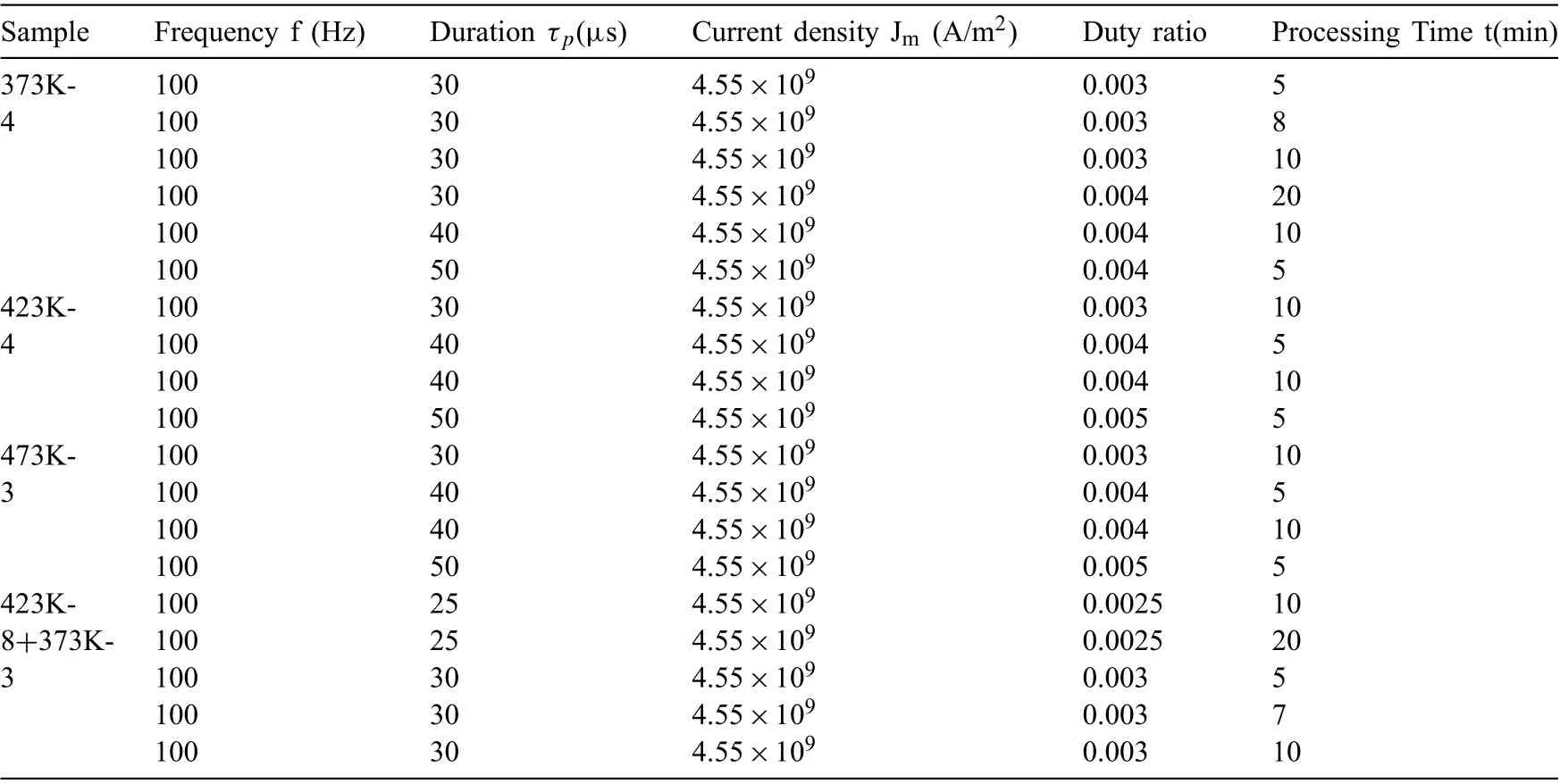
Table 1 Electropulsing parameters of samples.
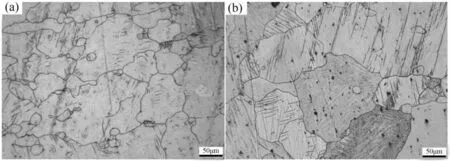
Fig. 2. Microstructure of AZ61 alloy samples: (a) before (as hot extruded) and (b) after homogenization.
3.Result
3.1. Microstructural observation of the ECAPed AZ61 alloys
Fig. 2 shows the microstructures of the as-received AZ61 alloy samples (Fig. 2a) and the annealed samples at 623 K(Fig.2b),it is clear that the original microstructure was abnormally coarse with an average grain size of 89 μm, and some recrystallization grains were distributed at the grain boundaries of coarse grains. Besides, a small number of defects appeared in the coarse grains. After annealing, most of fin grains had been absorbed or grown up while some twins were still presented in the grains.
The subsequent processing by ECAP resulted in an obvious change of the microstructure compared to the annealed sample. Fig. 3 was the optical pictures of ECAPed samples at 373 K. After 2-pass extrusion, although a large number of defects were distributed inside the grain, the undeformed area was still dominant in the microstructure and the distribution of defects was not homogeneous. When the sample was furtherly extruded,the deformed portion in the 3-pass and 4-pass ECAPed sample increased markedly. It was worth mentioning that the samples were extruded to the 5th pass at 373 K, and they broken into pieces. Therefore, it was not able to continuly accumulate strain and the 4-pass ECAPed sample was selected for the following process.
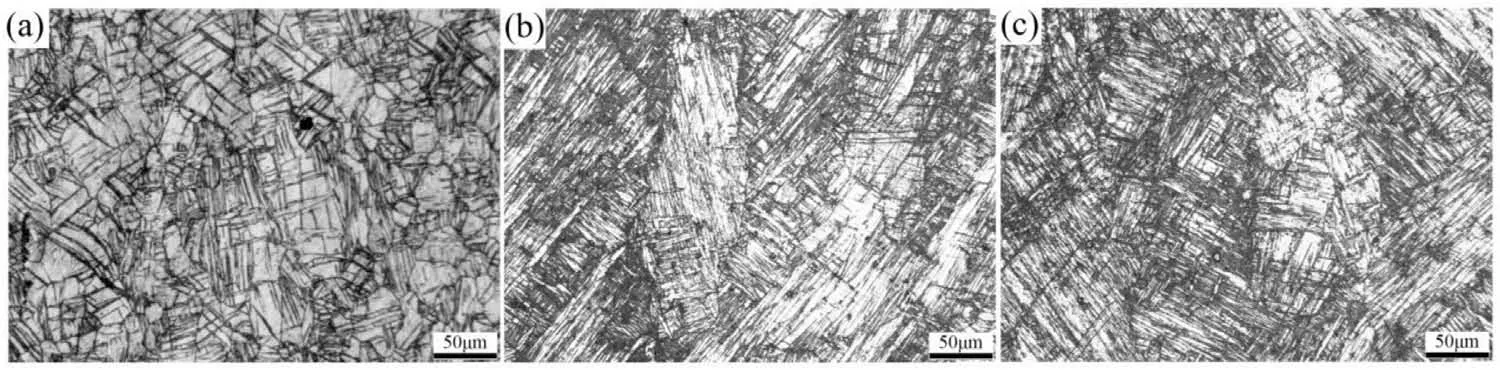
Fig. 3. Microstructure of AZ61 alloy samples under different passes at 373 K:(a) 2 passes, (b) 3 passes, (c) 4 passes.
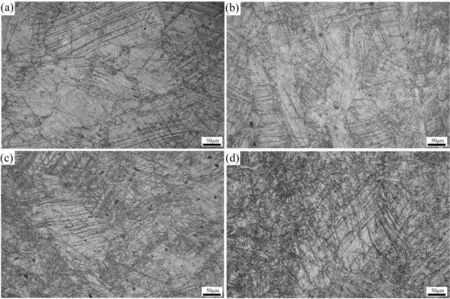
Fig. 4. Microstructure of AZ61 alloy samples under different pass at 423 K: (a) 2 passes, (b) 3 passes, (c) 4 passes, (d) 5 passes.
When the processing temperature was increased to 423 K,ECAP could be carried out for 5 passes without fracture, as shown in Fig. 4. Moreover, the sample after 3-pass-ECAP achieved maximum accumulated deformation, and there occurred the dynamic recrystallization in the local severe deformation region for the 4-pass ECAPed sample. After 5-pass-ECAP, the dynamic recrystallization structure was achieved in most of areas. With the further increase of the processing temperatures to 473 K, the microstructure evolutions of the ECAPed samples were similar to those extruded at 423 K. The difference demonstrated that the dynamic recrystallization occurred in advance for 3-pass ECAP sample. Moreover, the degree and grain sizes of the dynamic recrystallization after 5-pass ECAP increased due to the higher temperatures, shown as in Fig. 5.
To develop more homogeneous and fine microstructure,variable temperatures ECAP was introduced in this paper.AZ61 samples were extruded firstl for 8 passes at 423 K followed by 3-pass ECAP at 373 K. Fig. 6a shows that the grains were refine markedly after 8-pass-ECAP at 423 K.However, the grains were not equiaxed which meant the dynamic recrystallization has not been finall completed due to the lower temperature of 423 K. Moreover, the grains were refine but further elongated with the processing of 3-pass ECAP at 373 K. It was demonstrated that variable temperatures ECAP can slow down the occurrence of dynamic recrystallization and accumulate higher dislocation density.
3.2. Effect of EPT on microstructures of the ECAPed AZ61 alloys
The ECAPed samples with higher defects density were selected to be processed by EPT, and the various EPT parameters were listed in Table 1. Fig. 7 shows the microstructures of the 4-pass ECAPed samples at 373 K after EPT. From Fig. 7a, it can be noted that there was only a small amount of recrystallization grains in 30 μs-5 min sample. When the pulse duration was fi ed as 30 μs, the degree of recrystallization increased with the processing time (Fig. 7b and 7c). And 30μs-10min sample exhibited fully recrystallized microstructure with homogenous fin grains (Fig. 7c). As the processing time and pulse duration continued to be increased, abnormal grain growth was found, as shown in Fig. 7e and Fig. 7f.
Fig. 8 present the microstructures evolution of the 3-pass ECAPed samples at 423 K after EPT with different parameters. For 30 μs-10 min sample, the deformed structure with a large number of twins was still remained and recrystallization hardly occurred,as shown in Fig.8a.When the pulse duration was increased to 40 μs, the static recrystallization started to occur in the local severe deformation region of 40 μs-5 min samples (Fig. 8b), and then fully completed with larger grain sizes in 40 μs-10 min sample (Fig. 8c). When the pulse duration was increased to 50 μs but the processing time was decreased to 5 min, a complete recrystallization and fin grains were obtained, as shown in Fig. 8d.
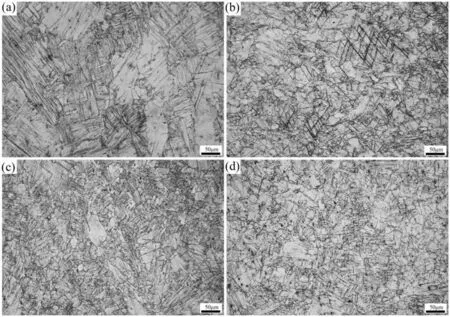
Fig. 5. Optical micrographs of AZ61 alloy samples under different passes at 473 K: (a) 2 passes, (b) 3 passes, (c) 4 passes, (d) 5 passes.
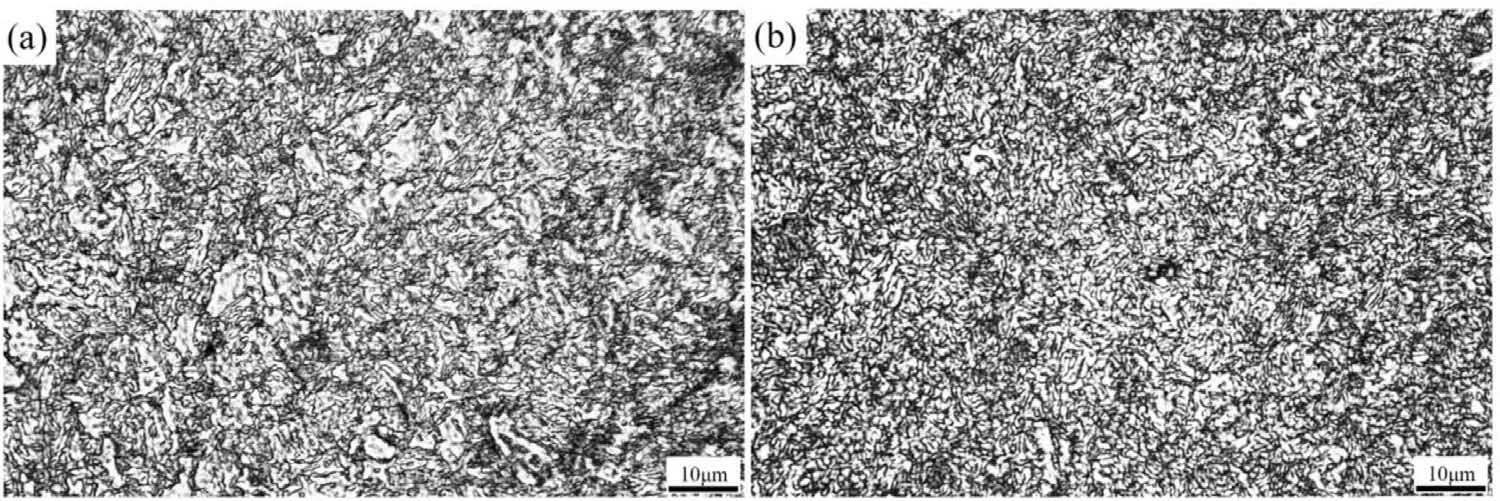
Fig. 6. Optical micrographs of AZ61 alloy samples: (a) after 8-pass at 423 K, (b) then 3-pass ECAP at 373 K.
Fig. 9 exhibits effect of EPT on microstructure evolution of samples after 4-pass ECAPed at 473 K. For 30 μs-10 min samples and 40 μs-5 min samples, the static recrystallization was both uncompleted (Fig. 9a, b). However, when the pulse duration or the processing time was increased, the complete recrystallization but coarse and uneven grains were observed in 40 μs-10 min sample and 50 μs-5 min sample (Fig. 9c,d). This phenomenon indicated that it is difficul for ECAP to obtain high deformation storage energy at relatively higher temperature, Therefore, the recrystallization grain growth and larger grain size were inevitable after EPT.
Fig. 10 shows the microstructures evolution of variable temperatures ECAPed samples with EPT. There was no obvious difference between microstructures of 30 μs-5 min sample (Fig. 10a) and variable temperatures ECAPed samples (Fig. 6b). It is worth mentioning that the sample still maintained the deformed microstructure along with elongated grains. When the processing time was increased, abnormal grain growth was found in less area of 30 μs-7 min sample and in most area of 30 μs-10 min sample (Fig. 10b, c). The growth of grains become more distinct and the average grain size was about 2.5 μm and 3 μm, respectively. However,when the pulse duration was decreased, the complete recrystallization with ultrafin grains was observed in 25 μs-10 min sample (Fig. 10d). It is observed that the microstructure is uniform ultrafin equiaxed grains and the average grain size is about 1 μm. This phenomenon was attributed to recrystallization can be completed in a short time by the combination of the high deformation storage energy during ECAP and an instantaneous high-energy pulse.
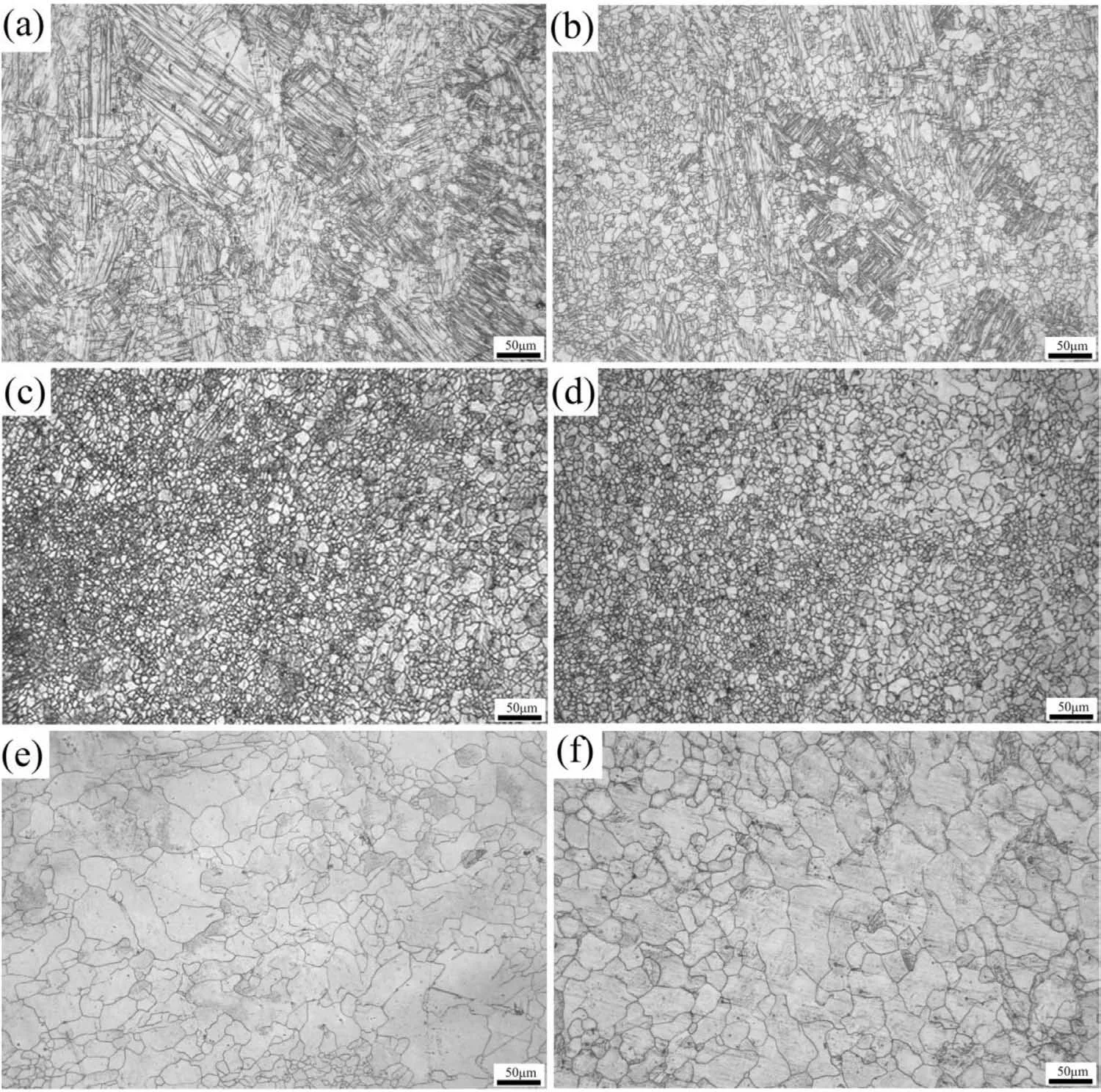
Fig. 7. Micrographs of static recrystallization for the 4-pass ECAPed AZ61 alloy samples at 373 K processed by EPT with different duration and process time: (a) 30μs-5min sample, (b) 30μs-8min sample, (c) 30μs-10min sample, (d) 30μs-20min sample, (e) 40μs-10min sample, (f) 50μs-5min sample.
The EBSD orientation maps, (0001) pole figure and misorientation angle distribution for variable temperatures ECAPed samples with different EPT parameter obtained by EBSD are shown in Fig. 11. It can be observed that recrystallization structure with ultrafin grains occurs in the 25 μs-10 min EPT sample, as indicated in Fig. 11a, which is similar with the SEM micrograph(Fig.10d).Furthermore,the basal texture with the c-axis in majority of the grains being parallel to the ND was weakened, this is indicated by the texture components located at the poles of the(0001)pole figure The maxima texture index which was expressed in multiples of a random distribution was 3.85. The 25 μs-10 min EPT sample consisted of mainly two misorientation angle distribution peaks of 2-10° for low angle grain boundaries (LAGBs)and 15-60° for high angle grain boundaries (HAGBs). Meanwhile, the fraction of LAGBs (2-10°) and HAGBs (15-60°)was 20%and 65%,respectively,as shown in Fig.11b.A great number of dislocations were generated and tangled each other during ECAP-processing, and then rearranged themselves to form high density of LAGBs. After EPT, the misorientation angle distribution of 15-60° became predominate because of the static recrystallization. With further increasing the pulse duration to 30 μs, the normal grain growth occurred while the broad misorientation angle distribution in the range of 15-90° (HAGBs) continued to be increased and the fraction of HAGBs was also increased to 90%. A stable recrystallization texture was gradually formed because of thegrowth of recrystallized grains, At the same time, the texture strength was also slightly increased, as shown in Fig. 11c and Fig. 11d.
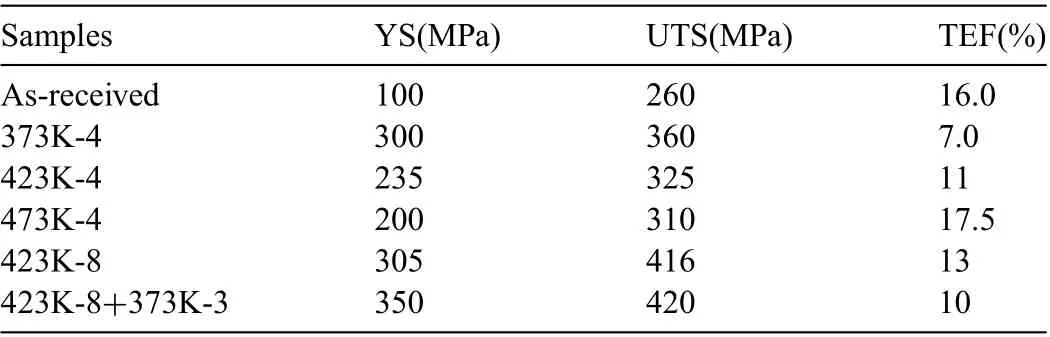
Table 2 Mechanical properties of AZ61alloys with different deformed states.
3.3. Mechanical properties
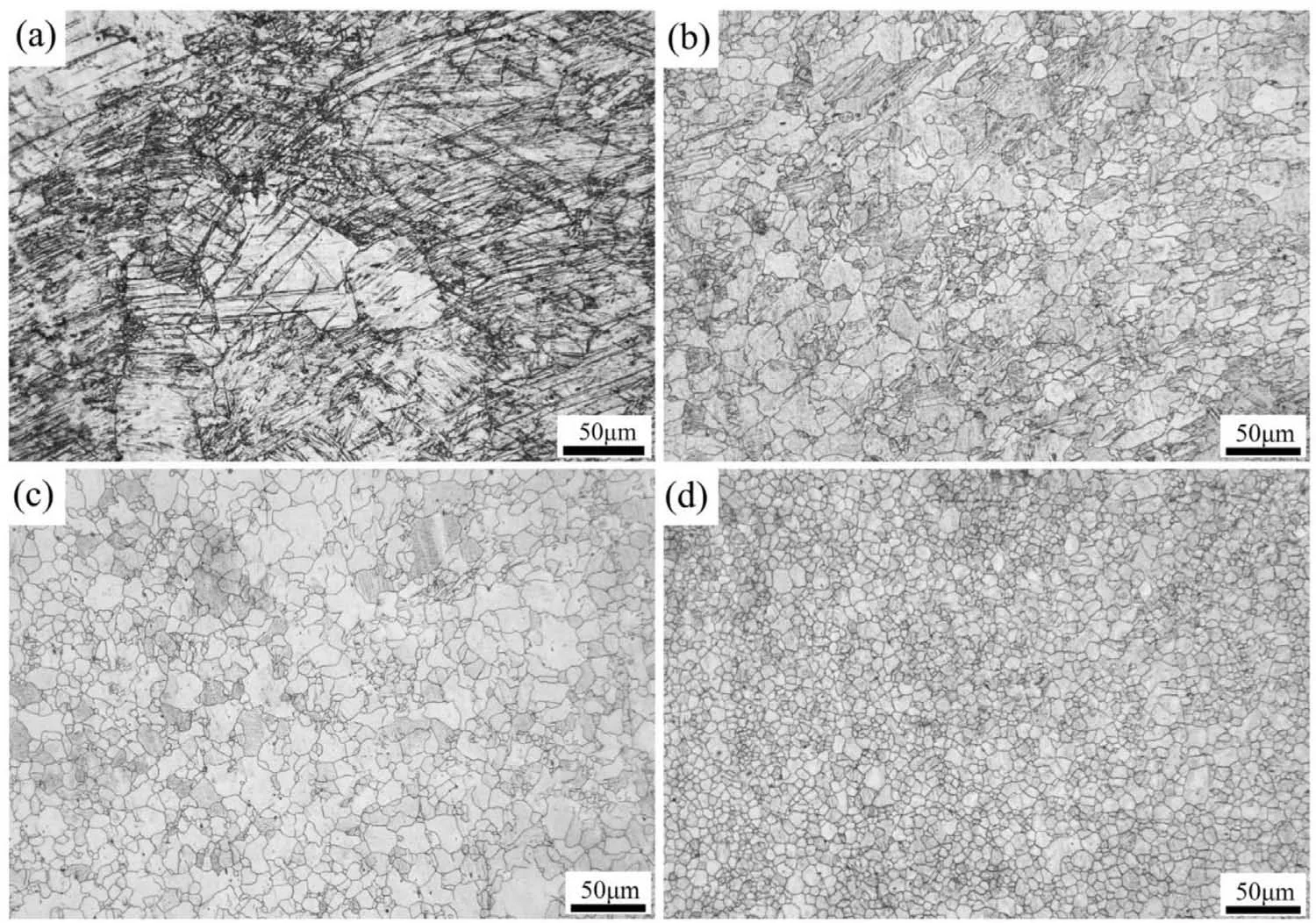
Fig. 8. Micrographs of static recrystallization for the 4-pass ECAPed AZ61 alloy samples at 423 K processed by EPT with different duration and process time: (a) 30μs-10min sample, (b) 40μs-5min sample, (c) 40μs-10min sample, (d) 50μs-5min sample.
Pictures in Fig. 12 are the true stress-strain curves of some selected ECAPed samples and the corresponding mechanical properties are listed in Table 2, where UTS, YS and TEF are the abbreviated expressions of ultimate tensile strength, 0.2%proof stress and tensile elongation to failure,respectively.The as-received samples exhibited the moderate mechanical properties, that is, a yield strength of 100 MPa, a tensile strength of 260 MPa and TEF of 16%. When the ECAP passes was set as 4, after extrusion at 373 K, the YS and UTS of samples after 373 K-4 were increased markedly to 300 MPa and 360 MPa, however, the TEF decreased to 7%. With the increase of processing temperature, the YS was reduced to 235 MPa and 200 MPa while TEF were increased to 11%and 17.5% for samples 423 K-4 and 473 K-4, respectively, as shown in Fig.12.In addition,the increment of comprehensive mechanical properties was markedly improved when samples were extruded at 423 K for 8 passes, the UTS, YS and TEF of 423 K-8 samples attained 416 MPa,305 MPa and 13%,respectively. The high strength achieved in the 423 K-8 sample can be attributed to the high extrusion pass having a strong grain-refinemen effect. Furthermore, the 423 K-8 sample was followed by ECAP at 373 K for 3 passes, the UTS, YS were improved to 420 MPa and 350 MPa while the TEF was decreased to 10%. The increase in strength from 423 K-8 to 373 K-3 implied that further dislocation accumulation along with increasing ECAP pass and decreasing temperature. The work hardening and the precipitation of the Mg17Al12phase at the grain boundaries further pinched dislocations, which caused UTS and YS of the variable temperatures ECAPed samples were largely improved.
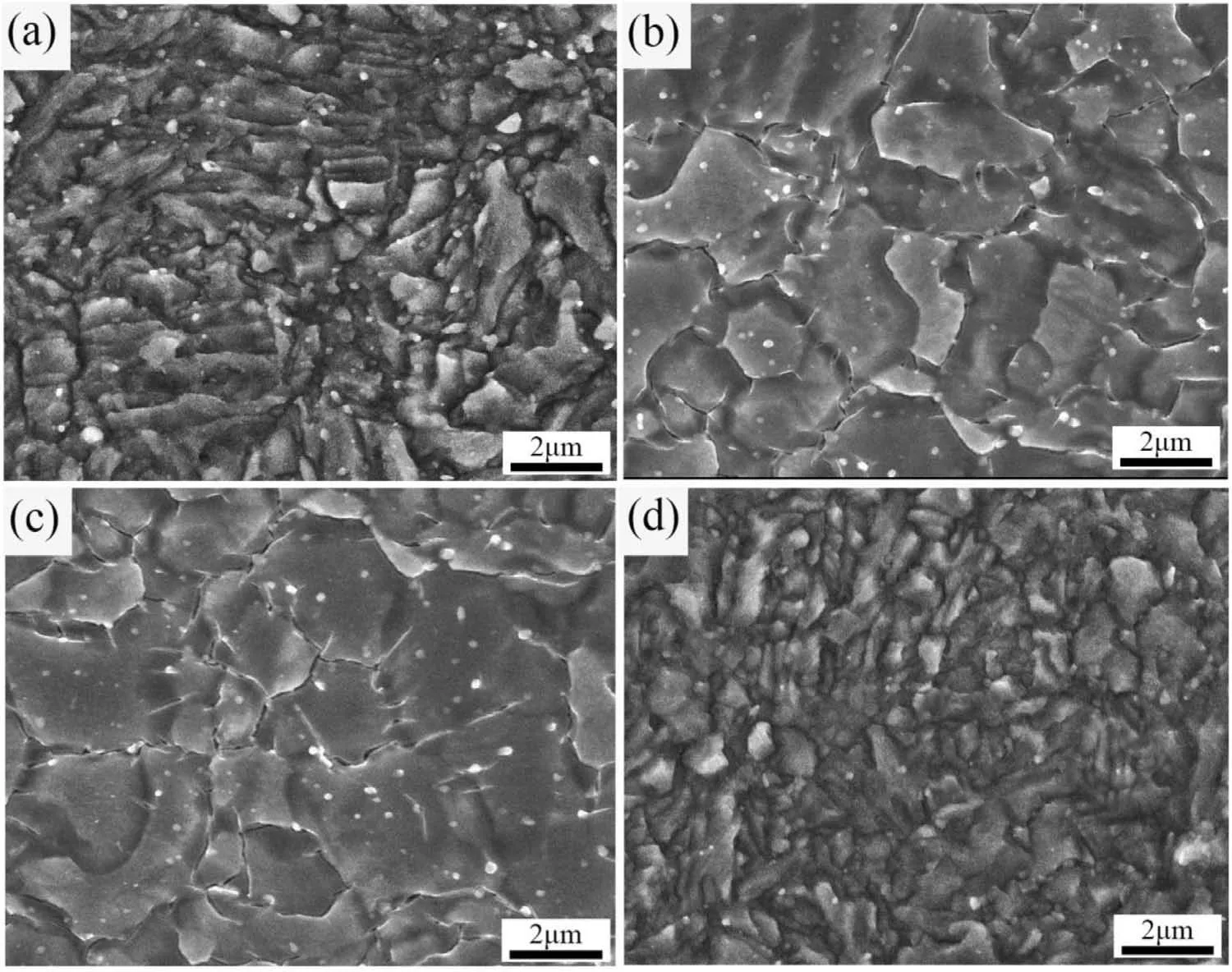
Fig. 10. Microstructures of static recrystallization for variable temperatures ECAPed samples processed by EPT with different duration and process time: (a)30μs-5min sample, (b) 30μs-7min sample, (c) 30μs-10min sample, (d) 25μs-10min sample.
Fig. 11. The EBSD orientation maps, (0001) pole figure and misorientation angle distribution of variable temperatures ECAPed samples by EPT: (a, b)25μs-10min sample; (c, d) 30μs-10min sample.
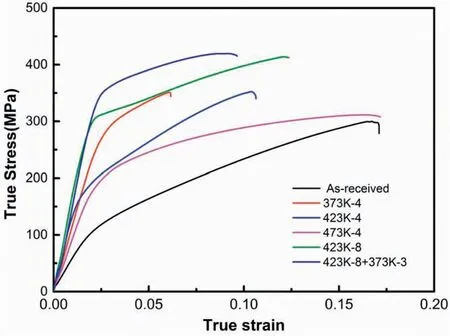
Fig. 12. True stress- strain curves of AZ61 alloy samples with different deformed states.
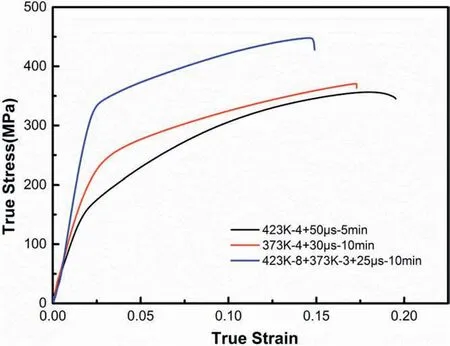
Fig. 13. The curves of true stress- strain for AZ61alloy samples with different EPT parameters.
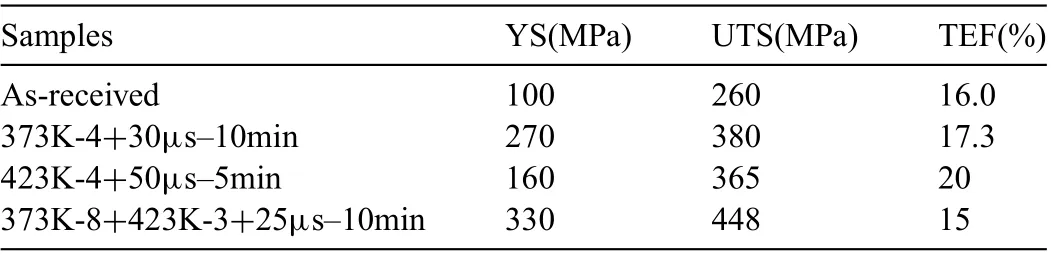
Table 3 Mechanical properties of AZ61alloys with different EPT states.
The true stress-strain curves of samples processed by EPT and the corresponding mechanical properties are presented in Fig. 13 and in Table 3. On the whole, as a result of recrystallization, YS decreased but UTS and TEF increased after EPT. Samples after 423K-8+373K-3+25 μs-10 min processing achieved the best comprehensive properties with 330 MPa of YS, 448 MPa of UTS and 15% of TEF. Due to the rapid recovery and static recrystallization of AZ61 under the action of EPT, the stress concentration and dislocation entanglement were eliminated, and the dislocation strengthening was weakened. However, the grain size was further refine by the appropriate EPT parameters. A large number of homogeneous ultrafin grains play a key role in the balance of high strength and good ductility during EPT at relatively low temperature. In addition, the precipitation and the dispersion distribution of the second phase were helpful for the improvement of the strength and formability, as was demonstrated by Fig. 10. The mechanical properties in this work are exceptional compare with conventional AZ61 alloy not containing any rare element. Fig. 14 gives the comparison of the mechanical properties of the AZ61 alloys in this paper and the literatures. Obviously, UTS and YS of the AZ61 alloy prepared by conventional deformation or SPD are usually unbalanced. In contrast, the property of the AZ61 alloy processed by ECAP and EPT were significantl higher.At the same time, the alloy exhibited much higher ductility.
4. Discussion
4.1. Strain of single pass
According to Fig. 1, the intersection angle Φ of the two channels is 160°, and the angle of the curvature curveat the intersection is 20°, which satisfie the relationship Φ+Ψ=180°. Here the influenc of friction is ignored under the condition that the inner wall of the mold is coated with graphite lubrication. According to Y. Iwahashi, the equivalent strain of each pass ECAP is represented as follow [27]:
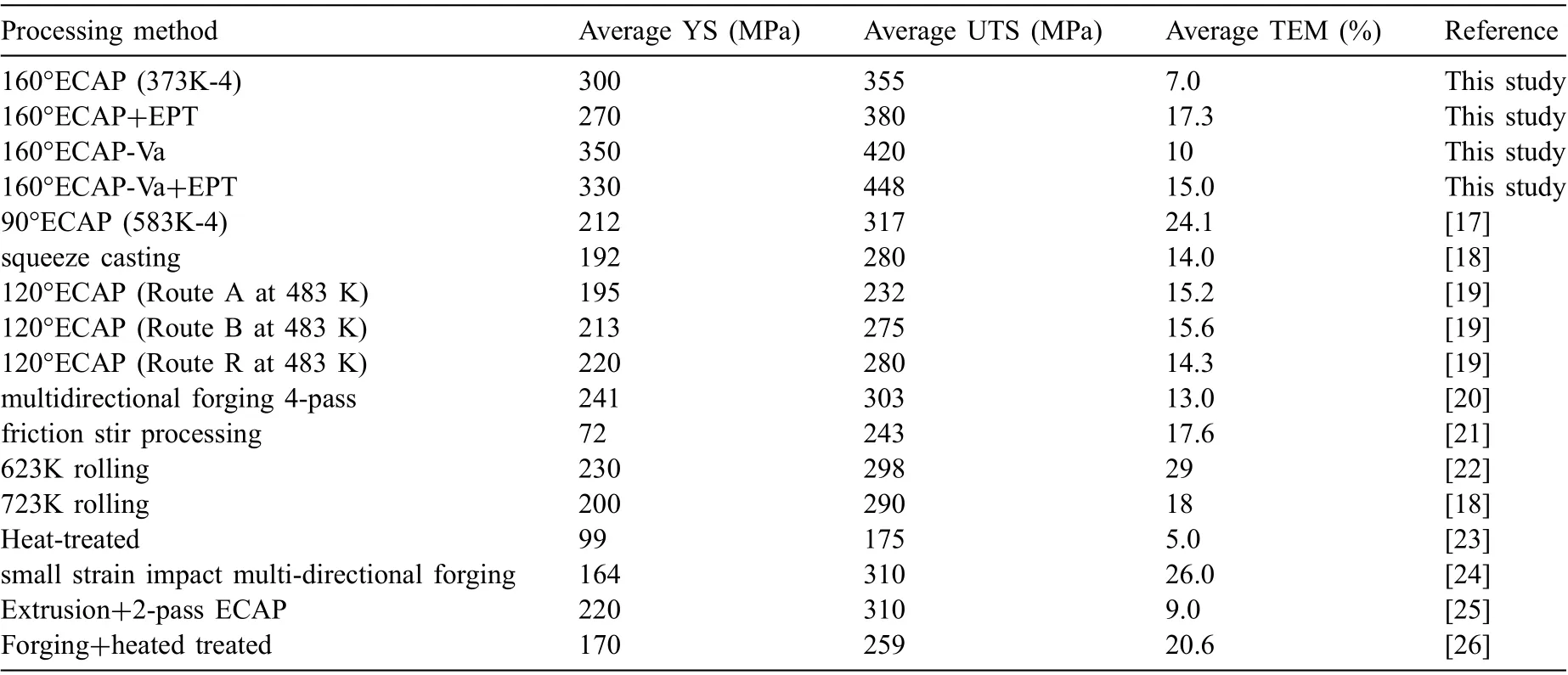
Table 4 Comparison of the room temperature properties of AZ61 alloys processed using different methods
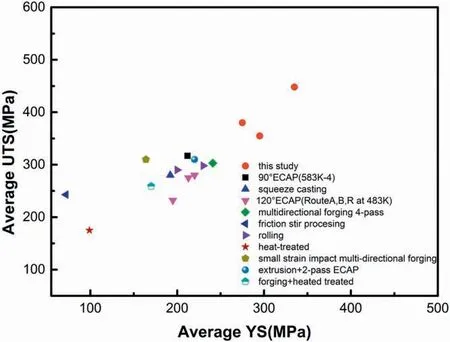
Fig.14. Mechanical properties of AZ61 alloys processed using different technologies including the data in Table 4.

So εeqof 160° ECAP die can be calculated as 0.2, which is only about 1/5 that of the 90°ECAP die.The less the strain is, the easier the deformation is. As a result, AZ61 alloy samples were ECAPed successfully without fracture for 8 passes at 423 K and 3 passes at 373 K in this work. In addition,the dynamic recrystallization is difficul to occur due to the lower temperatures and smaller single-pass strain. Therefore,the samples with high defects density are more possible to be acquired by using 160° ECAP die. On the contrary, for most of the 90° ECAP processes, the dynamic recrystallization of Mg and Mg alloys occurred during the firs pass [28].Moreover, samples were prone to fracture at lower extrusion temperatures than 473 K.
4.2. Cumulative storage energy and EPT
During the deformation process of the material, the externally applied mechanical energy is partially converted into the internal energy of the material and stored in the form of lattice distortion or defects. The deformation storage energy(DSE) can improve the gibbs free energy of the material, so that the material is in unsteady state which has an important influenc on the recrystallization of the material. Therefore,it is necessary to calculate DSE accumulated in ECAP. Usually DSE can be determined by Neutron diffraction and KAM methods and can also be expressed as follow [29]:

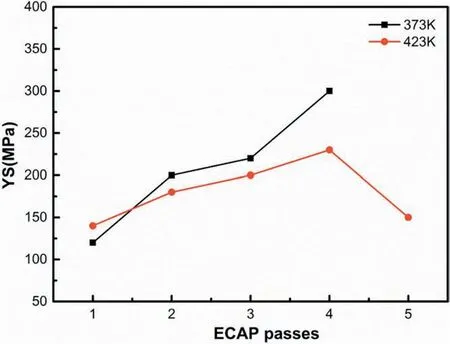
Fig. 15. the relationship between ECAP passes and YS of AZ61 alloy samples at 373 K and 423 K.

where σ is the f ow stress, σ0is the friction stress, M is the Taylor factor, K is a constant, b is the Burgers vector, ρ is the total dislocation density, and α is a number approximately equal to 0.2, where G is the shear modulus. The validity of Eq. [3] at low to medium strains has been demonstrated for many metals and alloys. Under these conditions, dislocations can be thought as random distributions or stored in dislocation boundaries. Eq. [4] should also be applicable. So, it is known from Eq. (4) that DSE is proportional to the square of the fl w stress σ:

The increase in the dislocation densities was thought to be the main contributor to the rapid increase in strength in AZ61 alloys processed by ECAP. The total yield stress can be described as the sum of all calculated strengthening contributions at the onset of yield (0.2% strain), e.g. σys=σGB+σP+σ,where σGBrefers to grain boundary strengthening caused by grain refinemen based on the Hall-Petch relation, σPis precipitation strengthening of precipitated Mg17Al12phase dispersion distribution, σ is the dislocation strengthening related to the fl w stress and DSE.Fig.15 gives the relationship between ECAP passes and YS of AZ61 alloy at 373 K and 423 K. It can be inferred that YS of samples extruded at 373 K increased with the pressing passes while YS of samples extruded at 423 K increased firs and then decreased after 5-pass ECAP. This significan strength increase of AZ61 alloy mainly results from the following mechanisms: dislocation strengthening, precipitation strengthening and grain boundary strengthening. Firstly, depending on the classical hall-petch relationship, the strength of the conventional block metal is inversely proportional to the grain size and a strong grain-refinemen effect introduced during ECAP tremendously enhances the strength. Secondly, the Mg17Al12precipitates not only hinder the dislocation movement but also further accumulate the dislocation density during ECAP,which leads to work hardening and higher deformation storage energy (DSE). This behavior is consistent with the structure shown in Fig. 3. However, it also results in a low elongation of only about 7 %. To a certain extent, this phenomenon demonstrates that more deformation storage energy was accumulated during ECAP. Combined with microstructures in Fig. 5, obviously, dynamic recrystallization occurred at 423 K-5. During the recrystallization process, the DSE was exhausted.As a result,the YS of Mg alloy decreased.Besides with the same pressing pass, the YS of ECAPed-samples at 373 K are higher than that of 423 K, which reveals that the deformation temperatures played an important role in the deformation storage energy.
In our previous report [16], it is found that the effect of EPT on microstructures transformation depends strongly on the existing DSE in deformed metals. When the EPT parameters are fi ed, the higher the DSE is, the easier the static recrystallization occurs and the fine the recrystallized grain size is. Comparing with sample 423K-4, sample 373K-4 containing higher DSE recrystallized at lower pulse duration with smaller grain size, which resulted in the higher YS and UTS of sample 373K-4+30μs-10min than that of sample 423K-4+50μs-10min, shown in Table 3. Subsequently, the fi nal grain sizes of the EPTed samples results from DSE and the original grain size of the received sample. As shown in Fig. 12, the best comprehensive mechanical properties reveals in the sample 423K-8+373K-3+25 μs-10 min.
4.3. Effect of EPT on the recrystallization of AZ61 alloy
It was supposed that pulsed current acting on the material formed the electron wind. To a certain extent, this will effect the behavior of slip and climb of the dislocations.At the same time, the recrystallization process of materials can be realized by dislocation slip and climb. Therefore, the introduction of pulse current can accelerate the slip of dislocation towards subgrain boundary, resulting in reducing the potential barrier of recrystallization nucleation and promoting recrystallization nucleation.
The movement and annihilation of dislocation were speed up at the sub-grain boundaries, which depends critically on atomic diffusion in the AZ61 alloy samples during EPT. The effect of the atom diffusion(j), on both the precipitation rate and the motion of vacancies and dislocation was very important. Apparently, EPT is able to immensely accelerate atomic diffusion due to the combination of the thermal and athermal effect during EPT. The atom diffusion under EPT can be described as follow:

where jtis the flu of the diffusing atoms due to the thermal effect,and jais the flu of the diffusing atoms owing to athermal effect. Our previous work [15] illustrated that the effect of non-thermal effects on the crystallization behavior of the system is 15 times that of the thermal effects. Electropulsing was performed at about ambient temperature. Herein, The jtwas very small, and can be neglected. Then, the jacan be described as in the following equation [30]:

where D is the diffusion coefficient k is the Bolzmann constant, T the temperature of the metals, Kewis the coefficien of electron wind force, Ω is the atom volume, jmis the peak current density, N is the atomic density, ρ is the specifi resistivity, and eZ*is the effective charges of lattice atoms.
According to the equations,it can be observed that Kewand Ω in the parentheses represents flu es of dislocations and the vacancies, which are contributed by the pushing force of the electron wind. The second term refers to the vacancies induced by the lattice atoms self-diffusion due to EPT. According to Eqs.(7)the athermal effect of EPT strongly depends on the electrical parameters of electropulsing, and increases with peak current density jm. In this study, the maximum peak current density (jm) is adopted, and the higher deformation storage energy (DSE) is obtained through variable temperature ECAP process. The ECAPed AZ61 alloy with higher DSE exerts an initial force on the dislocation and the drift electrons exert an additional force on the dislocation by EPT.The combined efforts help dislocations to overcome the obstacles and accelerate slipping on the slip system. Obviously,the higher jmand DSE are imported, the more superior athermal effect will be. Ultra-fin grain structure can be obtained in a shorter time from EPT.
5.Conclusion
In this study, through the combination of “ECAP+EPT”,AZ61 Mg alloy with a homogeneous microstructure and exceptional mechanical properties was obtained. The refinemen process and mechanical properties were accordingly studied.
(1) Deformation at lower temperatures and high accumulated defects density are much easier to realize by utilizing an ECAP die with an intersection angle of 160°.
(2) “ECAP+EPT” can optimize the microstructure of AZ61 alloy and improve its mechanical properties.Compared to untreated samples, the grain size of the EPTed samples was refine from initial large grains 89 μm to 1.0 μm, Simultaneously, the YS and UTS were improved from 100 MPa and 260 MPa to 330 MPa and 448 MPa, increased by 230% and 72%, respectively.
(3) The refine grains were attributed to the higher recrystallization rate induced by ECAP with large intersection angle and EPT.
Acknowledgements
This work is supported in part by National Natural Science Foundation of China (U1710118, U1810122, 51504162 and 51601123),Outstanding Innovative Teams of Higher Learning Institutions of Shanxi (2018), the Natural Science Foundation of Shanxi Province (201801D221139) and Research Project Supported by Shanxi Scholarship Council of China (2016-029).
杂志排行

Journal of Magnesium and Alloys的其它文章
- Mechanism of Mn on inhibiting Fe-caused magnesium corrosion
- An efficien and comparative adsorption of Congo red and Trypan blue dyes on MgO nanoparticles: Kinetics, thermodynamics and isotherm studies
- Twin recrystallization mechanisms in a high strain rate compressed Mg-Zn alloy
- Corrosion behaviour and cytocompatibility of selected binary magnesium-rare earth alloys
- Correlation between test temperature, applied load and wear transition of Mg97Zn1Y2 alloy
- Residual stress and precipitation of Mg-5Zn-3.5Sn-1Mn-0.5Ca-0.5Cu alloy with different quenching rates