全自动恒张力橡胶止水条收卷机的研究
2021-05-20于志宏
于志宏
(衡水职业技术学院,河北 衡水053000)
河北省衡水市是供应全国橡胶制品的最大聚集地之一,且橡胶止水条的需求量最大。经调研,在橡胶止水条的实际生产过程中,因为普通收卷机不具有自动调整收卷张力的功能,所以为了保证橡胶止水条的质量,在止水条由挤出机挤出后,通常采用人工收卷的方法,但此种收卷方法费时费力,导致降低了生产效率。止水条收卷还存在一个问题,即止水条由挤出机挤出后,因为止水带温度较高,直接收卷会导致止水条沾在一起,所以一般做法是将止水条在常温下晾一段时间,待温度降低后再收卷打包,但此种做法造成止水条在常温降温时,占地面积大、耗时较长。因此有必要研究一种具有降温功能、恒张力自动收卷的止水条收卷机。
1 收卷机的机构设计
止水条收卷机的张力控制系统本身是一个较为复杂的系统,其结构一般由传感器、控制器、执行器等部分组成。控制器是整个控制系统的核心,在控制器选择方面,主要有单片机、微处理器DSP 或者可编程控制器PLC 等。执行器主要用于输出速度或者转矩,可以利用交直流电机或磁粉制动器等实现,其中,直流电机与磁粉制动器均存在使用寿命短、价格较昂贵等缺点,故通常选用交流电机。传感器主要用来检测收卷张力等,有的利用浮动辊完成,有的采用张力传感器完成,两者相比较,张力传感器的测量精度较高。
目前较为精确的控制系统通常由控制器件、伺服电机、各种传感器等组成,止水条收卷控制系统的要求是在保持止水条收卷张力恒定的情况下,完成高效、高质收卷,避免在收卷过程中产生止水条张力的变化。止水条收卷机的简要机构图如图1所示,最右侧是止水条放卷辊,其通过电机的旋转使止水条向左运动;紧接着是两个无动力的随动辊,其中间是止水条冷却区,可以采用水降温或降温辊降温的方式;然后是用来测量止水条张力的张力传感器和测量收卷速度的旋转编码器,也由无动力随动辊带动;最左侧是收卷辊,其通过电机不断地旋转将止水条卷到辊上。以上各部分功能的互相协调,实现整机的高效率,安全生产。
2 收卷机的硬件分析
收卷机的控制器选择西门子S7-300 系列CPU315T 型号的PLC。该控制器可以实现高速工艺功能的控制,可以支持Profinet、Profibus-dp、MPI 等多种通信方式,多用于齿轮同步、凸轮、同步控制等。

图1 止水条收卷机的简要机构图
变频器选用S120 型号,具有转矩控制、矢量控制等运动控制功能。在该系统中,S120 支持Profibus-dp 的协议通信方式,可以实现多台伺服电机同时工作。
止水条收卷速度的测量由电机轴上安装的旋转编码器完成。当收卷机开始收卷时,电机带动旋转编码器转动,则编码器输出与电机转速相对应的脉冲信号,并将其反馈给PLC,该信号频率越高,说明止水条收卷速度越快。该系统选用的是分辨率为1024PPR 的旋转编码器,即编码器随着电机旋转一周,则对应输出1024 个脉冲,可以精确地测量止水条的收卷速度。
IM174 接口模块作为dp 从站,与PLC 通过Profidrive 协议进行通信,可以控制步进电机,也可以外接编码器,可实现将旋转编码器测量的止水条收卷速度信号反馈到PLC 中。
该系统选用悬臂式张力传感器。经实验表明,张力传感器比其它张力测量仪器更适用于控制系统,其具有输出特性佳以及响应速度快的优点,可以实现精确地检测各种材料的收卷张力,广泛应用于各种收卷控制设备中。张力测量范围应在0 至150N 之间,输出电压在0 至10V 之间,通过信号转换器将其转换为0 至5V 电压后,接至PLC 的模拟输入端口。
该系统选用西门子系列额定转速为6000rpm 的伺服电机。伺服电机具有反应灵敏、输出转矩大、转动惯量小等特点,广泛应用于各种运动控制系统中。可以选用具备内置旋转编码器的伺服电机,用于提供电机速度信号。伺服电机连接减速器,用于进一步增大电机输出转矩。
在该系统中,PLC 与S120 变频器之间通过Profibus-dp 协议通信,旋转编码器与PLC 之间通过Profibus-dp(drive)协议通信方式将编码器测量的速度信号送至PLC 接口模块IM174,组态编程电脑与人机交互触摸屏、PLC 通过以太网方式实现通信。
3 收卷张力的控制方式

图2 止水条收卷速度PID 设计原理图
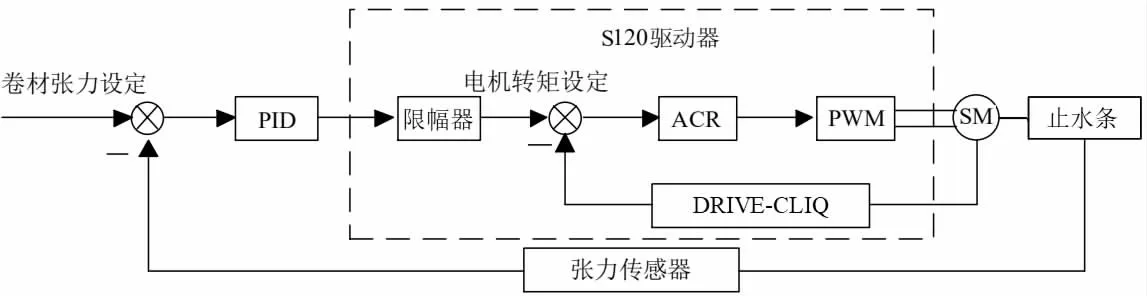
图3 止水条收卷张力PID 设计原理图
一般情况下收卷张力的控制方式可分为两种,即开环控制和闭环控制。其中,闭环控制方式的优点是控制精度高,因此,本研究选用闭环控制方案。
利用伺服电机工作模式实现恒张力的控制方法通常有两种:一种控制方法是将伺服电机调到速度运行工作模式,张力传感器输出端接至PLC 模拟输入端,即将张力传感器测量的张力信号反馈控制器输入端。PLC 程序写入比较指令,即将张力反馈值与系统给定值作比较,PLC 根据比较结果控制收放卷辊的电机速度,以此实现收卷张力保持恒定值。一般地,变频器也可以实现伺服电机的此种工作模式,具备成本小、控制简单质等优点,但存在不易解决因速度变化而引起系统稳定性的问题,即容易引发系统震荡现象。另外一种控制方法是将伺服电机工作模式调至转矩运行模式,这是伺服电机的一种特殊工作模式。该模式下,电机将输出恒定转矩,即通过伺服电机输出与止水条收卷张力对应的转矩值,以此保证收卷张力的恒定,此种控制方式的优点是可以满足系统对张力控制要求高的场合。
4 收卷速度PID 控制
经分析,虽然止水条的收卷张力变化对收卷的速度基本没有影响,但是收卷速度的变化却在很大程度上影响着收卷张力,因此可以用放卷辊控制收卷速度,而收卷辊则输出转矩用于控制收卷张力。止水条收卷速度的PID 设计原理图如图2 所示,即通过控制电机速度来实现控制收卷速度的目的。
在该系统中,将西门子变频器S120 调至矢量控制运行方式,可以高效地实现电机的速度控制,无需再次开发。可以通过旋转编码器检测收卷的实际速度,通过控制器程序将收卷实际速度与设定速度相比较得出差值,再经PID 控制器输出,转换为电机的速度设定值,然后变频器S120 通过其矢量控制运行方式控制电机实现此速度设定值,从而实现收卷速度的控制。
5 收卷张力PID 控制
止水条的收卷张力由收卷辊电机控制,其控制原理与上述收卷速度PID 控制器相似。由前述可知,本研究采用电机转矩运行模式实现恒张力控制。因为电机的输出转矩值与电机电流值成正向比例关系,所以通过对矢量控制电流环的电流设定值进行控制来实现对电机输出转矩的控制。止水条收卷张力PID 设计原理图如图3 所示,电流环的限幅值由收卷张力PID 控制器来控制。当止水条卷径比较小时,此时收卷张力也较小,PID 控制器的输出值越大,则电流限幅值也越大,电机的输出转矩也随之增大,收卷张力也相对增大。反之亦然,以此实现收卷张力值的恒定。图中的智能电缆DRIVE-CLIQ用于检测电机的输出转矩值。
6 收卷系统仿真实验及结果分析
将PID 算法转换为程序写入PLC 中,模仿橡胶止水条实际生产中的收卷过程,随着止水条卷径的增大,观测止水条张力的变化。实验表明,系统稳定时收卷张力波动现象相对较小,波动范围在5%以内,满足生产需求。同时在系统的升速和降速阶段时,张力值变化也较小,从而说明PID 控制方法可以满足基本的生产需求,在收卷张力控制系统中具有良好的工程应用价值。