一起双室浮床意外失效事件分析及防范
2021-05-19靳晋陵
靳晋陵
(阳城国际发电有限责任公司,山西 阳城 048102)
1 设备概况
某电厂锅炉补给水源为泉水,根据水源水质特点,设计处理流程为预处理+一级除盐+二级除盐,其中一级除盐设备采用双室双层浮床,周期制水量2 400 t,设计压力0.5 MPa,直径2 200 mm,内部设有上、中、下三块滤水隔板将筒体分为上下两室,其中阳床上室填充001×7 强酸树脂,层高2 000 mm,下室填充D113 弱酸树脂,层高1 200 mm,每室上部填充浮床专用惰性树脂,层高200 mm。
一级除盐系统共4 套,单元式布置,程控运行,程序为:阳床清洗(15 min)→阳床投运→除碳风机、中间水泵投运→阴床清洗→阴床投运(导电度<5 μs/cm)→设备运行→设备失效(阴床出水导电度>5 μs/cm)→设备再生。
2 事件概述
2019 年进入4 月份以来,1 号、2 号列一级除盐设备周期制水量突然减少,1 号列降至1 800 t,2 号列降至2 100 t,时隔不久,又发生了一起在投运1 号列一级除盐设备过程中导致2 号列一级除盐突然失效停运的事件。具体过程如下。
2019-05-15,2 号列一级除盐设备处运行状态,阳床床体压力:0.4 MPa,阴床出水导电度:0.245 μs/cm。10:40,开始程控投运1 号列一级除盐,清洗阳床约10 min 时,2 号阴床出水导电度开始出现增大趋势,在1 号阳床清洗结束,投运除碳风机及中间水泵进行阴床清洗3 min 后,2 号阴床出水导电度上涨至5 μs/cm,导致2 号列一级除盐失效,设备程序停运退出运行。13 min 后,1 号阴床出水导电度降至4.8 μs/cm 清洗合格,1号列一级除盐投运开始制水,这时电脑显示2 号列一级除盐设备仅制水1 158 t。
现场检查情况:1 号阳床上室树脂大幅减少,2 号阳床下室树脂大幅增多,几乎占满整个床室;1号阳床上室树脂输出门故障卡涩,2 号阳床下室树脂输入门故障卡涩。
3 原因分析
3.1 树脂混杂直接原因
树脂输出(入)门卡涩是树脂混杂的直接原因。1 号阳床上室树脂输出门、2 号阳床下室树脂输入门故障卡涩是造成两室连通、树脂混杂的直接原因。
设备为双室双层浮床,由于浮床没有反洗空间,不能对树脂进行有效擦洗,必须将树脂移至专门的设备进行定期擦洗。对于该浮床,其上室和下室树脂设计为通过树脂输送总门切换将上、下室树脂分别经树脂输送管道送至阳树脂擦洗罐,进行树脂的擦洗工作。树脂输送总门为手动L 型三通阀,对上室树脂转移时关断下室通道,对下室树脂转移时关断上室通道,以此来实现树脂的精准转移防止出现树脂混杂。现场检查时,1 号阳床树脂输送总门保持上室和树脂输送管路相通,2 号阳床树脂输送总门保持下室和树脂输送管路相通。在设备阀门正常时,没有什么影响。但是当1 号阳床上室树脂输出门和2 号阳床下室树脂输入门故障卡涩关不严时,会造成1 号阳床上室和2 号阳床下室连通,当两设备间存在压力差时,在压差的驱动下,就会造成两室树脂的相互转移混杂。1 号、2 号阳床阳树脂转移输送如图1 所示。

图1 1 号、2 号阳床阳树脂转移输送示意
3.2 树脂混杂间接原因
2 列阳床存在着压力差是树脂混杂的间接原因。1 号阳床运行压力高于2 号阳床是造成树脂混杂,设备失效的间接原因。
一级除盐系统为单元制设置,在阳床出口设置有中间水箱调门,用以保证中间水箱液位。该调阀为气动阀门,由于2 号阳床中间水箱调门本身质量存在问题,当阀门关小到一定程度时,气缸内压力不足以维持其状态,无法继续关小,导致阀芯在水压和气压的相互作用下打滑,进而引起阀杆剧烈振动,严重时常造成阀杆断裂、阀门损坏。经试验,当该床体压力维持在0.4 MPa 时,可消除上述现象,为此,运行人员通过2 号阳床入口手动门调节控制维持压力,以此来保证设备和调门的安全运行。这样的设置,在设备及阀门正常运行的状态下是没有问题的,但是当2 号列一级除盐运行、1 号列一级除盐投运时,由于1 号列压力高于2 号列,造成1 号阳床上室树脂在压力驱动下进入2 号阳床下室,同时进入的还有1 号阳床成床时的部分清洗水,由于这部分水导电度巨大(经采样化验达到1 781 μs/cm),严重污染中间水箱水质,最终导致2 号阴床出水超标,设备失效退出运行。
3.3 树脂混杂程度不同的内在原因
床体状态及其压力随机变化是树脂混杂程度不同的内在原因。床体状态及其压力随机变化是造成树脂混杂程度不同的内在原因。床体状态不同,压力就不同,由此引发树脂混杂的程度也不同,主要表现有以下几种情况(假设1 号阳床压力为P1,2号阳床压力为P2)。
(1) 1 号阳床备用、2 号阳床投运及运行(P1=0,P2=0 →0.4 MPa),投运初始,由于P1<P2,2 号阳床下室的弱阳树脂在压力驱动下开始进入1 号阳床上室,这种情况会一直持续到P1=P2=0.4 MPa,由于时间不长,只会造成少量弱阳树脂进入1 号阳床上室的强阳树脂中;2 号阳床运行阶段,由于始终P1=P2=0.4 MPa,不会发生树脂移动现象。
(2) 2 号阳床备用、1 号阳床投运及运行(P2=0,P1=0 →0.5 MPa),投运初始,由于P2<P1,1 号阳床上室的强阳树脂在压力驱动下开始进入2 号阳床下室,这种情况会一直持续到P1=P2=0.5 MPa,同样,由于时间不长,只会造成少量强阳树脂进入2 号阳床下室的弱阳树脂中;1 号阳床运行阶段,由于始终P1=P2=0.5 MPa,也不会发生树脂移动现象。
(3) 1 号阳床运行、2 号阳床投运及运行(P1=0.5 MPa,P2=0 →0.4 MPa),投运初期,由于P2 <P1,1 号阳床始终会有部分出水经通道进入2 号阳床下室参与2 号阳床的成床和运行,直至1 号列或2 号列设备制水失效停运。由于这部分水是经1 号阳床弱阳树脂处理等同于2 号阳床成床运行后其弱阳树脂出水,水质较好,所以整个过程中不会对2 号阳床的投运及运行产生任何影响。
(4) 2 号阳床运行、1 号阳床投运及运行(P2=0.4 MPa,P1=0 →0.5 MPa),投运初始,由于P1 <P2,1 号阳床会有部分出水进入2 号阳床下室。和③不同的是,由于这时进入的是1 号阳床成床的清洗水,水质很差,严重影响了2 号阳床的出水水质,使中间水箱水质超标,进而造成2 号阴床出水导电度超标,导致2 号列一级除盐失效。本次事件就属于这种情况。
需要说明的是,在后两种情况中,如果1 号阳床成床运行时,其上室的强阳树脂底层低于出树脂门,则该处树脂会经通道随水流一起进入2 号阳床下室,直至树脂流失到该树脂底层高于出树脂门为止。以上4 种情况中,前两种情况只会造成少量树脂发生转移,如果停运设备有排空门内漏的现象,则这种现象会加重;发生大量树脂移动的现象均出现在后两种情况中。又由于一级除盐设备的运行启停由机组补水量决定,所以以上4 种情况都会发生,随机性很大。最终造成的后果就是:1 号阳床上室强阳树脂中混入部分弱阳树脂,2 号阳床下室弱阳树脂中混入部分强阳树脂;1 号阳床上室树脂大幅减少,2 号阳床下室树脂大幅增多。
3.4 周期制水量下降的直接原因
树脂混杂是造成1 号列、2 号列一级除盐设备周期制水量下降的直接原因。
由于弱阳树脂的密度要小于强阳树脂,在设备长期的运行中,对于混入1 号阳床上室强阳树脂中的弱阳树脂,虽然其从上室底部进入,但在反复投运成床和失效落床的过程中,逐渐移动到树脂层顶;同理,对于混入2 号阳床下室弱阳树脂中的强阳树脂,虽然从下室顶部进入,但在反复投运成床和失效落床的过程中,也会逐渐移动到树脂层底部。树脂混杂后1 号、2 号阳床内部树脂分布状态如图2所示。
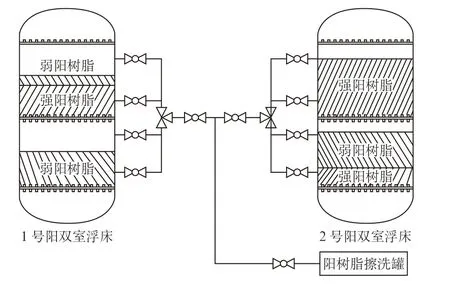
图2 树脂混杂后 1 号、2 号阳床内部树脂分布状态
强弱型树脂发生混杂后,因为它们的离子交换性能不同,对于混入强阳树脂中的弱阳树脂,运行时因水中的反离子浓度很高而不能发挥作用;对于混入弱阳树脂中的强阳树脂,再生时因再生液浓度较低不能有效再生。最终直接影响设备的出水水质,制水量减少,经济性变差。
4 防范措施
通过分析可知,多种因素并存导致了此次事件的发生。因此,需要从以下几方面入手,做好必要的防范措施。
4.1 做好树脂清洗转移的阀门操作工作
树脂阀门为球型阀门,这种阀门具有阻力小、密封可靠等特点,发生故障卡涩的几率并不大,但是在阀芯附近存在树脂或杂质颗粒的情况下,阀门在开关过程中,会有少量杂质被携带到阀芯和阀体的接合面,造成阀芯或阀体内表面划伤。这些划伤虽然轻微细小,但当长时间的运行会让划痕增多、加深,进而引起更多更大颗粒的夹杂。划痕的增多、加深会造成阀门的内漏,而颗粒的夹杂会增加阀门动作的阻力,当阻力增大到一定程度时,阀门便发生开关迟滞卡涩,出现开关不到位的现象。一般只有在树脂输送过程中或输送发生堵塞时才会出现阀门附近大量树脂存在的情况,所以在这两种情况下尽量不要操作相关阀门,减少阀门划伤的机会,延长阀门的使用寿命。
4.2 做好阳床的运行调整工作
在一级除盐设备的运行过程中,常有通过调整阳床入口手动门来控制阳床运行状态的操作,比如上述运行人员利用阳床入口手动门来调整阳床运行压力的方式来保证中间水箱调门的安全运行,这是不正确的。因为阳床在运行时,树脂交换下来的H+会与水质的HCO3-反应,产生大量过饱和CO2,由于床体保持正压,这些CO2会溶入水中,不会对阳床的运行产生不利影响。当设备经入口手动门调整降压后,这些过饱和的CO2会从水中逸出,并在床层中产生大量气泡,这些气泡会阻碍水的流动,破坏水流均匀性,严重时,会造成设备强烈震动。
另外,设备在降压的同时也会引起流量的降低,影响设备正常出力,对于浮床设备,还会影响成床效果和出水水质。
4.3 做好异常现象的分析判断工作
任何设备事故的发生,都有一个从量变到质变的过程,都要经历从设备正常、隐患出现再到事故发生这三个阶段,如果能在设备隐患发生质变前及时发现和处理设备隐患,就可以有效防止事故的发生。在此之前,运行人员也曾发现2 号阳床下室下层有少量强阳树脂,却不能正确研判出树脂阀门发生故障内漏,反而认为这是由树脂清洗工作过程中树脂输送不彻底形成的。由于运行人员未能对早期出现的异常情况进行正确的分析判断而采取有效措施,导致异常的扩大、事故的发生。
4.4 做好设备的技术改造工作
技术改造是消除设备隐患的一种常见方式,上述床与床之间和树脂擦洗系统之间仅靠树脂出入口阀门来进行隔离,当阀门存在故障后极易造成树脂流失,因此需要采取一定的措施,对设备进行必要的改进。比如在树脂输送总门后加装手动门(见图3),该阀门仅在进行树脂清洗输送工作时打开,其余时间保持关闭状态。对于制水设备来说,树脂输送总门的二选一功能避免了输送树脂过程出现误操作导致的床体强弱型树脂的混合,实现了强、弱型树脂的有效物理隔离;增设的手动门可避免树脂输入、输出阀门卡涩内漏引起的树脂流失,实现制水设备树脂系统的安全有效隔离。这就从两方面彻底杜绝树脂混杂和流失的可能,保证系统的安全。
4.5 做好设备部件的管理工作
管理工作做好了,就可以保证设备稳定运行,并将设备隐患扼杀在摇篮里。首先,要了解掌握设备的基本参数及适用环境,从设备结构分析设备存在的缺点及容易出现的问题,总结相应的解决办法及注意事项;其次,对存在问题的设备尽早做好设备的采购计划,做到设备无法使用时可以有足够的备件替代;最后,对存在隐患的设备部件该改则改,该换则换,避免后续引起更大的问题等。如果对存在质量缺陷的2 号中间水箱调门和故障卡涩的树脂输出、输入门及早进行更换,也不会有本次事件的发生。
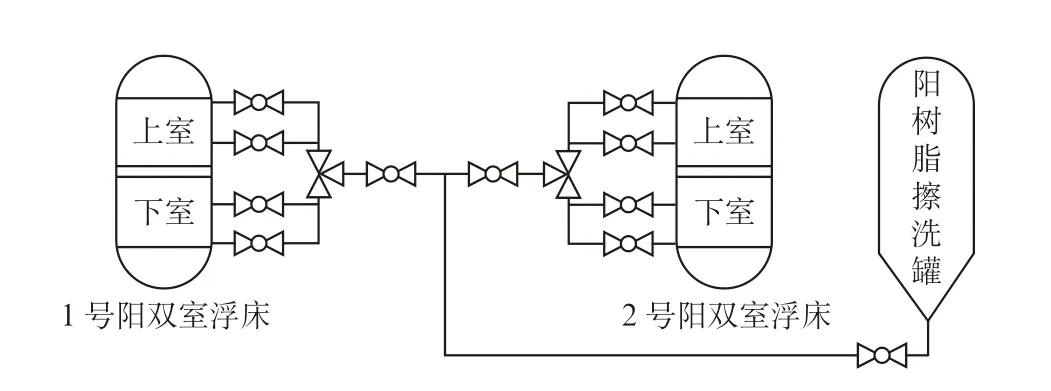
图3 加装阀门后系统布置
4.6 做好设备的巡检工作
巡回检查制度是及时发现设备缺陷、设备运行异常的有效手段,也是确保设备安全经济运行的重要环节。运行人员应在具备扎实的理论知识和丰富的工作经验基础上,按照规定的巡视路线和次数进行认真、细致的巡检工作。检查时,应携带所需的工具如手电筒、听棒等,做到眼看、耳听、手摸、鼻嗅等;对特殊方式运行的设备应增加巡检的次数和项目,对发现的问题应详细记录在日志中,并及时填写缺陷报告单等。只有运行人员将巡检工作做实、做细,才能确保设备的安全运行。