基于西门子1200 PLC和G120变频器的回焊炉调速控制
2021-05-14赵媛媛
赵媛媛
(河南机电职业学院,郑州 451191)
0 引言
西门子 G120C与同类相比,相同的功率具有更小的尺寸,并且它安装快速、调试简便、功能丰富。集成了安全功能(STO,可通过端子或PROFIsafe激活),多种可选的通用的现场总线接口,以及用于参数拷贝的存储卡槽众多功能。
G120C 变频器可选Modbus RTU、PROFIBUS、CAN以及USS等通讯接口。操作控制和调试可以快速简单地采用PC机通过USB接口、BOP-2(基本操作面板)或IOP(智能操作面板)来实现。
西门子S7-1200 CPU1214采用工业以太网PROFONET接口,硬件组态方便简单,可扩展多个模块。TIA Protal V15软件集成了西门子多个工程软件,将HMI、PLC、仿真、通信等融合一体。本文通过TIA Protal V15对PLC和变频器进行编程和参数设置,实现了回焊炉的调速控制。
1 控制要求
某品牌的手机生产车间内有一回焊炉,需要自主设计该电控部分,回焊炉主要用于物料或治具的烘烤加热作用,它主要由传动运输链板和红外线加热装置组成,通过红外线灯管加热形成不同温度的区间环境,由特定的测温工具进行温度监控,可以通过传动运输装置的速度调试物料在各个温度区域停留的时间。
在运输物料中拨动SA2开关,变频器控制输送链板电机以20 Hz速度运转;温控器的报警功能可以通过开关SA3选择有或无,当温控器不具有报警功能,输送链板以最慢10 Hz速度进行运转。PLC选用S7-1200 CPU1214(DC/DC/DC),变频器选用G120C。
2 硬件设计
G120C采用PN FSAA IP20 0.55kW UF,其端子排接线方式如图1所示[1]-[2]。

图1 端子排接线方式
西门子G120C进行了端子的预设置,即接口宏,可通过预设置同时对多个端子进行设置,每一种接口宏都对应相应的接线,可以通过G120C的操作说明选择所需设置,进行接线和参数设置。本文所述的回焊炉需要两段速控制,所需的预设置如图2所示[3]。
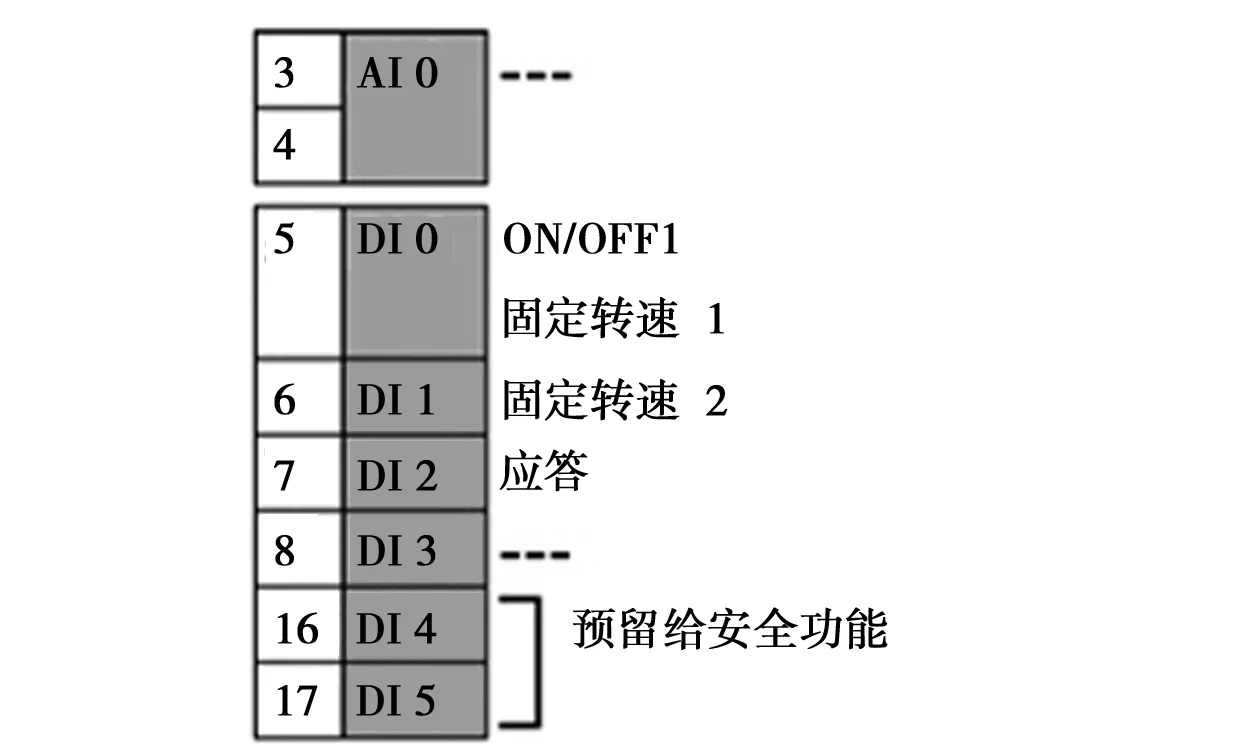
图2 预设置2接线图
接口宏为2,可通过参数P0015进行设置,在调试模式下修改P0015的值。转速的设置可通过转速与频率的关系式进行计算,所得结果通过对应的参数进行设置。电动机额定转速1 450 r·min-1对应频率50 Hz,转速与频率的关系式如下

3 软件设计
按照端子预设置的要求,DI 0为启动信号输入端,必须一直为高电平状态,同时DI 0对应第一段转速,DI 1对应第二段转速,如果DI 0、DI 1同时为高电平时,则变频器将两个转速的值相加。固定转速可通过参数P1001和P1002进行设置,设置参数通过TIA Protal V15软件修改如图3所示。
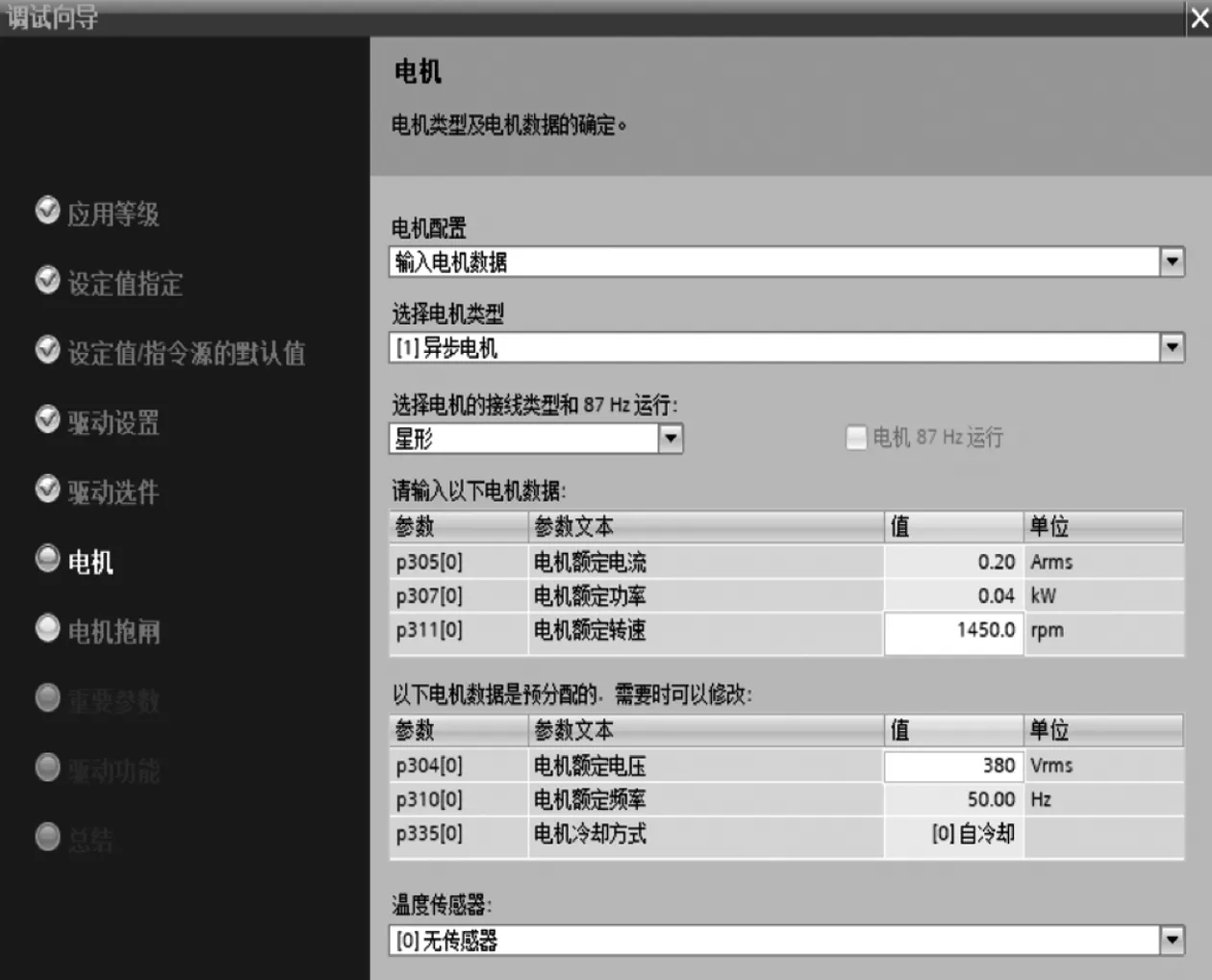
图3 参数调试
完成回焊炉的调速控制所需设置的参数如表1。
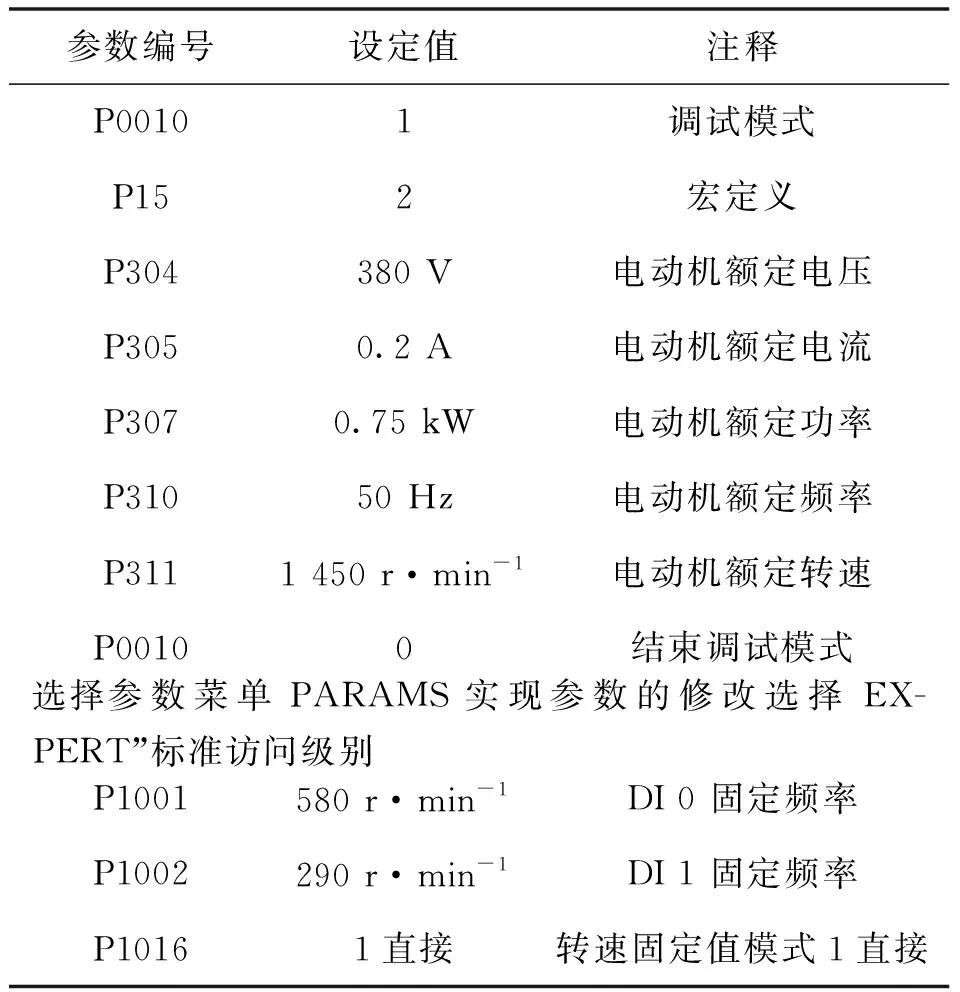
表1 参数设置
变频器与PLC的接线图如图4所示。
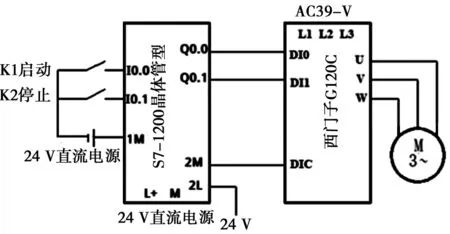
图4 PLC与变频器接线图
完成线路的连接及参数的设置后,需要编写PLC程序对变频器控制,程序段如图5所示。

图5 PLC程序
4 结论
随着软件的集成化,其功能也越强大,本文通过TIA Protal V15软件调试变频器参数,既节省了面板输入所需时间,又增加了参数设置的准确性。PLC控制变频器,使控制更加智能化,通过该系统优化了回焊炉的控制。