可时效强化4004/309/4004铝合金复合板试验研究
2021-05-13张云龙路丽英孙黎明
张云龙,路丽英,孙黎明,张 璇,冯 博,李 婷
(东北轻合金有限责任公司,黑龙江 哈尔滨 150060)
3×××系铝合金是以锰为主要元素的热处理不可强化铝合金。它的塑性高,焊接性能好,强度比1×××系铝合金的高,而耐腐蚀性能与1×××系铝合金的相近,是一种耐腐蚀性能良好的中等强度铝合金,它的用途广、用量大[1]。以3003铝合金为芯材的4004/3003/4004(简称434)铝合金复合板通常经高温钎焊用于制造散热器、板翅式热交换器等产品,广泛应用于石油化工、汽车等行业。
承压能力是铝合金复合板的关键使用性能,复合板经高温钎焊后强度损失严重,而板材钎焊后的强度直接影响其承压能力[2]。常规434铝合金复合板(公司命名合金牌号)钎焊后的强度较低,随着时代的进步,它已经难以满足用户对中高压热交换器产品的使用要求。为了提高铝合金复合板的承压性能,设计及开发出一种新型3×××铝合金代替434铝合金复合板的芯板,实现热交换器铝合金材料的更新换代已经势在必行。
1 试验方案
1.1 试验工艺路线
配料→熔炼→熔体成分分析→精炼→铸造→铸锭锯切→铸锭铣面→焊合→加热→热轧→冷轧→复合板成品退火→精整→锯切→检测。
1.2 芯材合金化学成分与熔铸
新型3×××系铝合金复合板的芯材309铝合金(公司命名合金牌号)的成分设计是以3003铝合金的成分为基础,提高Si、Cu、Mg元素的含量。3003铝合金与设计的309铝合金的化学成分标准值列于表1。
配料原材料是:纯度99.7%的工业纯铝锭,电解铜,铝-硅、铝-锰、铝-铁中间合金。按照表1中所示合金的标准化学成分配料,经过熔炼、半连续水冷铸造成扁铸锭,检测铸锭的实际化学成分列于表2。

表1 3003与309铝合金的化学成分标准值(质量分数/%)Table 1 Standard value of chemical composition of 3003 and 309 aluminum alloy(wt/%)

表2 3003与309铝合金铸锭的化学成分实测值(质量分数/%)Table 2 Measured chemical composition of 3003 and 309 aluminum alloy ingot(wt/%)
1.3 两种复合板钎焊试验、力学性能测试和组织观察
中高压热交换器产品使用的铝合金复合板通常厚度规格在2.0 mm以上。本试验采用工业化生产的4004/309/4004与4004/3003/4004两种铝合金复合板试样,厚度均为2.5 mm,状态均为H24。
采用VTB335型铝合金真空钎焊炉,对两种铝合金复合板试样进行610 ℃ 10 min真空钎焊试验,试样出炉采用不同的冷却方式。具体试验方案如下:1#,4004/309/4004复合板出炉水冷;2#,4004/309/4004复合板出炉空冷;3#,4004/309/4004复合板随炉冷至400 ℃出炉空冷;4#,4004/3003/4004复合板出炉水冷。对四组试样进行力学性能检测和部分试样的组织观察。
2 试验结果与分析
2.1 力学性能检测
4004/309/4004与4004/3003/4004铝合金复合板钎焊前的力学性能列于表3。

表3 复合板钎焊前的力学性能Table 3 Mechanical properties of composite plate before brazing
如表3所示,4004/309/4004铝合金复合板钎焊前的屈服强度比4004/3003/4004铝合金复合板高出10 N/mm2~12 N/mm2,抗拉强度高出22 N/mm2~24 N/mm2,伸长率基本持平。
4004/309/4004与4004/3003/4004铝合金复合板钎焊后及自然时效后(钎焊后停放)的力学性能如图1所示。可以看出,4004/309/4004复合板钎焊后的抗拉强度比4004/3003/4004复合板的高一些,并且随着钎焊后停放(自然时效)时间的延长,4004/309/4004复合板钎焊后的强度逐渐提升,钎焊后冷却速率越快,强度提升幅度越大。而4004/3003/4004复合板钎焊后的强度随着自然时效时间的延长没有提升现象,说明该复合板并不具有时效强化效应。

图1 复合板钎焊后及自然时效后的力学性能Fig.1 Mechanical properties of composite plate after brazing and natural aging
2.2 时效强化原理分析
采用三维原子探针(3DAP),对4004/309/4004铝合金复合板钎焊后自然时效(钎焊后停放)一定时间的样品进行纳米团簇组织观察,分析材料的时效强化原理,选取的样品为:钎焊后水冷样品(1#)自然时效4 d,简称“1NA4”;钎焊后水冷样品(1#)自然时效30 d,简称“1NA30”。
钎焊后空冷样品(2#)自然时效30 d,简称“2NA30”;钎焊后随炉降温到400 ℃空冷样品(3#)自然时效30 d,简称“3NA30”。
为了获得精细的针尖,用电解抛光方法制备针尖状样品,共分为两个步骤:第一步,先用线切割从芯材中沿轧制方向切取边长约0.5 mm的方形细丝,将丝状样品垂直放入电解液(25%高氯酸+乙酸)中进行电解抛光,将样品抛细抛尖;第二步,为了保证样品尖端曲率半径小于100 nm,采用显微电解抛光技术对针尖样品进一步抛光,用铂丝弯曲成直径约2.5 mm的小环作负极,环中充满电解液(2%高氯酸+乙二醇丁醚),将丝状样品插入环中,在样品和铂丝间通上脉冲电流,进而完成针尖样品的制备过程。
3DAP实验在LEAP 4000HR电压脉冲模式下进行。在试验过程中,脉冲频率为200 kHz,脉冲分数为15%,试验温度控制在30 K~50 K,真空度保持在10 Pa~8 Pa。保证每种样品采集的原子数大于107。利用IVAS3.6.12软件对3DAP数据进行重建,考虑到309铝合金中的元素组成,选取Mg、Si、Cu为基准元素,分析团簇。
为了分析团簇,需明确dmax和Nmin两个参数,前者是指如果某一最近邻原子对间距小于dmax时,则认为其属于cluster,若大于dmax则认为是随机分布的;Nmin指的是cluster的最少溶质原子数量,当cluster中溶质原子数量大于等于Nmin时才认为是cluster,否则认为是随机分布的。为了准确确定析出相中的溶质原子,排除基体中溶质原子带来的干扰,将dmax确定为0.7 nm,Nmin为5。
对四种样品中的Cu、Mg、Si三种元素进行最近邻分布计算,得到这些元素的最近邻分布图。通常情况下,当元素随机分布时,其最近邻溶质原子对之间的间距呈现标准的正态分布,如图2~图5。部分样品中Cu、Mg、Si元素的间距值分布偏离了正态分布,其平均值小于随机分布时的间距值,这表明Cu、Mg、Si元素发生了偏聚现象。如图2所示,1#样品自然时效4 d后(1NA4),Mg元素和Si元素均出现了偏聚现象,而Cu元素基本没有发生偏聚;当样品自然时效时间延长至30 d后(1NA30),如图3所示,Mg、Si、Cu元素均发生了明显的偏聚现象;在2#样品自然时效30 d后(2NA30),如图4所示,Mg、Si、Cu元素也发生了类似1#样品的偏聚现象,但其偏聚程度相对弱一些;而对于3#样品,如图5所示,在自然时效30 d后(3NA30),除Mg元素存在微弱的偏聚外,Cu元素和Si元素均未发生明显的偏聚现象。

图2 1NA4样品中Cu、Mg、Si元素的最近邻分布图Fig.2 The nearest neighbor distribution of Cu,Mg and Si elements in 1NA4 sample
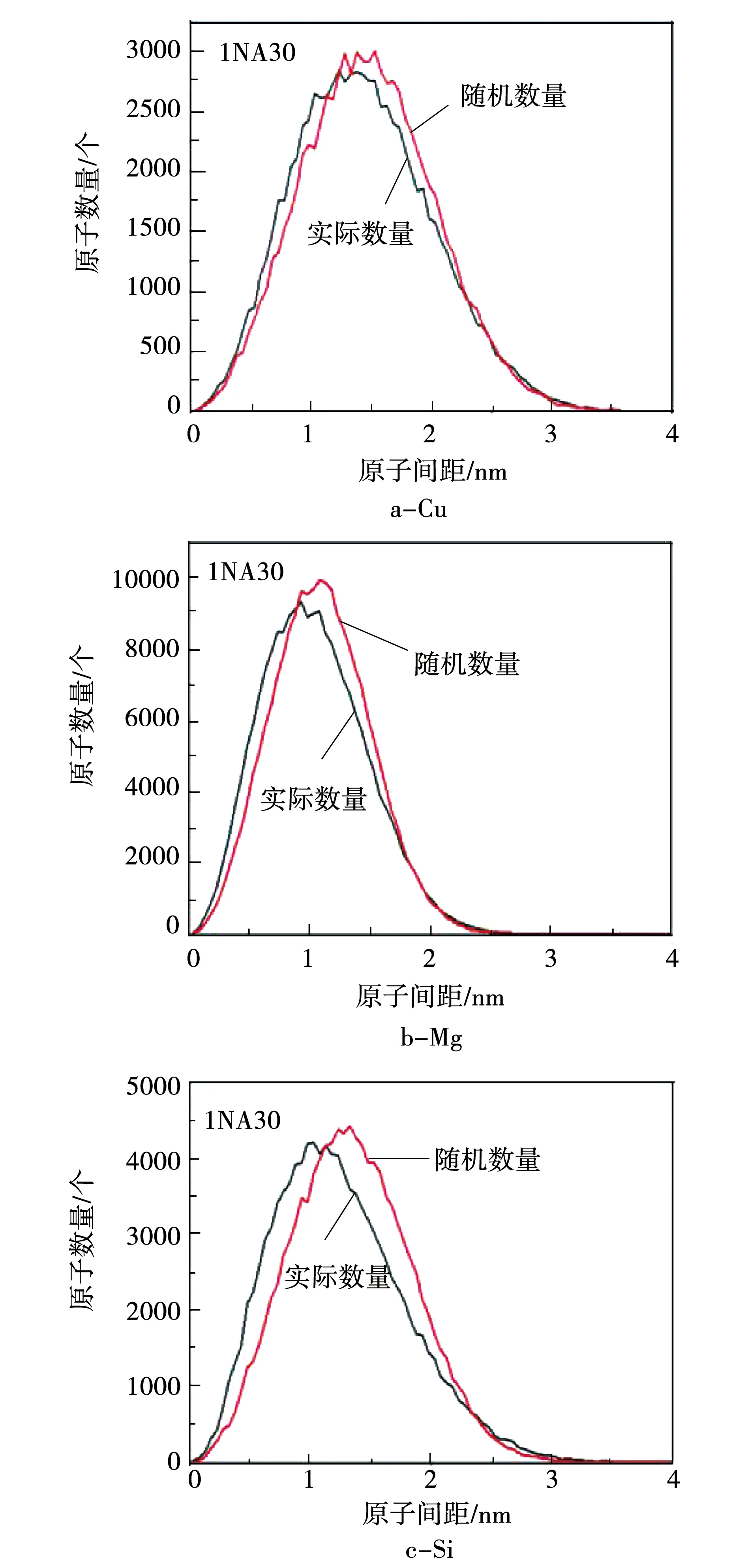
图3 1NA30样品中Cu、Mg、Si元素的最近邻分布图Fig.3 The nearest neighbor distribution of Cu,Mg and Si elements in 1NA30 sample

图4 2NA30样品中Cu、Mg、Si元素的最近邻分布图Fig.4 The nearest neighbor distribution of Cu,Mg and Si elements in 2NA30 sample

图5 3NA30样品中Cu、Mg、Si元素的最近邻分布图Fig.5 The nearest neighbor distribution of Cu,Mg and Si elements in 3NA30 sample
在以上结果的基础上,以Mg、Si、Cu为基准元素,
取dmax=0.7 nm,Nmin=5,对1NA4、1NA30和2NA30样品基体中的团簇进行分析,(3NA30元素偏聚不明显,团簇数量很少,未进行分析)。图6为三种样品基体中团簇的分布情况以及对应团簇中Al、Mg、Si、Cu元素的分布。由此可知,在时效过程中,三种样品基体中均形成不同尺寸和密度的Al-Mg-Si-Cu团簇。对团簇尺寸、数量和密度进行统计,得到表4。可以看到,样品中存在较多的Nmin不小于5的团簇。计算各样品的团簇密度,1#样品经自然时效4 d后基体中的团簇Nmin不小于5,密度为6.22E+23个/m3,当继续延长自然时效时间至30 d时,其团簇密度达到了1.34E+24个/m3,说明在时效过程中,团簇数量显著增加。空冷的2#样品经自然时效30天后,基体中的团簇Nmin不小于5,密度为2.14E+23个/m3。

图6 三种样品基体中cluster的分布Fig.6 Cluster distribution in the matrix of three samples

表4 三种样品中cluster的统计结果Table 4 Cluster statistical results of the three samples
从团簇分析结果可知,三种样品中团簇尺寸均在几个~几十个原子大小,估计其尺寸不到1 nm,因此,其强化机制为切过强化机制。根据Mott-Nabarro公式:
式中:
σclusters—团簇的强度;
μ—剪切模量;
r—团簇的半径;
f—团簇的体积分数;
b—伯氏矢量。
由此可知,随着团簇数量和尺寸的增加,其团簇的强化效果越强。因此,在时效过程中,随着1#样品中团簇数量和尺寸的不断增加,其强度也不断增加。同时与2#样品对比,1#样品具有更快的冷却速率,保证了其更高的元素固溶度,在时效过程中析出更多数量和更大尺寸的团簇,提升了材料的强度,这从图1的时效时间-拉伸强度曲线得到了验证。
3 结 论
1)工业化生产的新型4004/309/4004铝合金复合板钎焊前、钎焊后的强度均高于4004/3003/4004铝合金复合板的强度,并且新型复合板钎焊后随着自然时效(停放时间)的延长,强度得到进一步的提高。复合板钎焊后的强度越高,有利于提高其承压能力,可以满足用户对中高压热交换器产品的使用需求。
2)通过3DAP实验发现,4004/309/4004铝合金复合板基体中Mg、Cu、Si等元素发生偏聚,形成Al-Mg-Si-Cu团簇。提高钎焊出炉的冷却速率,可以提高元素的固溶度,在后续的自然时效(停放)过程中,产生较多的Al-Mg-Si-Cu团簇,这些纳米级团簇的存在提供了有效的时效强化效果,提高了材料的强度。
