锻压应力对铸锻复合成形加Cr的6061铝合金性能的影响
2021-05-13祝叶,李爱
祝 叶,李 爱
(1.武汉职业技术学院,湖北 武汉,430074; 2.重庆大学 材料科学与工程学院,重庆 400044)
近年来,我国的建筑业发展迅速,并且受轻量化、绿色环保发展观等影响,建筑用材料也在不断优化中,“绿色建筑”已成为建筑发展的必然趋势[1]。传统的混凝土、钢结构虽然结实、稳固,但自重大、耐力不持久、综合性能差。铝合金结构优势更大,自重轻、比强度高、色泽美观、耐腐蚀、利用率高、损耗低、可回收等优点,因而受到了建筑行业的青睐,应用越来越广泛[2-4]。6061铝合金是建筑行业常用的铝合金,但是存在力学性能不够理想、耐腐蚀性能不够好等问题。在铝合金中添加合金元素Cr,有助于提高合金强度和耐腐蚀性能。但是目前关于添加Cr的6061铝合金的研究鲜有报道。另外,铸造是铝合金常用的成形方式,铸造适宜加工复杂薄壁件,铸件性能却欠佳,而锻造虽然能生产出高性能锻件,可是较难成形复杂的零部件[5]。铸锻复合成形工艺是集挤压铸造与锻造为一体的新型成形方法,先将模具预热到一定温度,然后将液态金属浇入铸锻模型腔里,用挤压铸造的方法使其在高压下凝固、保压、成型,并在高温下直接进行锻造。该方法可生产出质量佳的复杂壁薄件,具有工艺设备简单、节省材料、生产成本低、适合批量化生产等优点[6-8]。我国铸锻复合成形技术起步较晚,在技术和水平上尚有提升空间。在铸锻复合成形的过程中,锻压应力是极其重要的工艺参数。因此,本试验采用不同的锻压应力对加Cr的6061铝合金进行铸锻复合成形,并对其力学性能和耐腐蚀性能进行测试和分析,以期加速加Cr的6061铝合金的工业化应用。
1 试验材料及方法
研究对象为铸锻复合成形加Cr的6061铝合金(以下简称试验合金),合金的化学成分如表1所示。按照表1所示成分配料,将铝合金熔炼炉加热至300 ℃时加入纯铝,炉温达到720 ℃时加入Al-Cu中间合金和速溶Si,炉温730 ℃时加入Al-5Ti-1B和Cr,均匀搅拌,待熔融后精炼、静置除渣,然后加入少许覆盖剂,将铝箔包覆的纯镁锭加入、搅拌、熔化后静置除渣。模具选用带有锻芯(具有锻造功能)的压铸模具,铸锻复合成形设备选用6 000 kN铸锻复合成形机。预热模具至250 ℃,在铸锻复合成形机作用下进行合模、浇注、压铸、模锻,最后开模取件,得到试验合金铸锻复合成形件,尺寸为120 mm×68 mm×10 mm。为了研究锻压应力对铸锻复合成形试验合金性能的影响,试验过程中保持冲头压射速度60 mm/s、模具预热温度250 ℃、启锻时间3 s、充型压力150 N/mm2、浇注温度750 ℃、保压时间20 s,仅改变锻压应力。各试样的锻压应力如表2所示。 所有试样进行了相同工艺的热处理:530 ℃固溶4 h,水淬, 180 ℃6 h人工时效,空冷。

表1 试验合金的化学成分(质量分数/%) Table 1 Chemical composition of the tested alloy(wt/%)

表2 试验合金的锻压应力Table 2 Forging stress of the tested alloy
拉伸试验在WDW-200万能试验机上进行,拉伸速率1.5 mm/min。为减少试验误差,在试验合金铸锻复合成形件试样的两端和中部分别切取拉伸试块,拉伸试件平行段尺寸70 mm×10 mm×4 mm,以3个试件力学性能测试值的算术平均值作为试样测试值。拉伸试验后用JSM-820型扫描电镜观察试样表面的断口形貌。耐腐蚀性能测试采用中性盐雾腐蚀方法,在盐雾腐蚀箱中以间歇喷雾方式进行,腐蚀溶液选用w(NaCl)=5%的NaCl水溶液,室温,腐蚀时间72 h,喷雾压力0.8 N/mm2,沉降量0.05 mL/(h·cm2)。为减少试验误差,在每个试样的两端和中部分别切割3个腐蚀试件,试件为圆片状,尺寸为φ25 mm×4 mm。记录单位面积质量损失量,以3个试件测试值的算术平均值作为试样测试值,并用JSM-820型扫描电镜观察试样腐蚀后的形貌。
2 试验结果
2.1 力学性能检测
图1是不同锻压应力对铸锻复合成形建筑用试验合金抗拉强度、屈服强度和断后伸长率的影响。由图1可见,随着锻压应力的增大,试验合金的抗拉强度和屈服强度均是先增大再缓慢减小,伸长率则是先减小再缓慢增大。当锻压应力为90 N/mm2时,试验合金的力学性能最差,抗拉强度和屈服强度均为最小值,分别为251 N/mm2、230 N/mm2,伸长率则为12.8 %;当锻压应力达到130 N/mm2,合金的力学性能处于最好状态,抗拉强度和屈服强度均为最大值,各为288 N/mm2、267 N/mm2,伸长率则降至9.5%。锻压应力继续增大,合金的强度降低,伸长率增大。

图1 锻压应力对试验合金力学性能的影响Fig.1 Effect of forging stress on mechanical properties of the tested alloy
2.2 拉伸断口形貌
不同锻压应力的试验合金拉伸断口形貌如图2所示。从图2可以看出,当锻压应力为90 N/mm2(1#试样)时,拉伸断口的韧窝极为粗大,撕裂棱显著,此时韧性不好,力学性能最差;当锻压应力增大到130 N/mm2时,试样的韧窝圆润、细小、深度大,撕裂棱细浅,塑性好,力学性能最佳;而(7#试样)150 N/mm2锻压应力下拉伸断口的韧窝撕裂棱均介于1#试样、5#试样之间,力学性能居中。再结合之前不同锻压应力下试验合金的力学性能测试结果可以知,从优化铸锻复合成形建筑用试验合金的力学性能出发,锻压应力优选为130 N/mm2。

图2 不同锻压应力铸锻试验合金的拉伸断口形貌Fig.2 Tensile fracture morphologies of cast-forging alloy with different forging stresses
2.3 耐腐蚀性能检测
图3是不同锻压应力对试验合金腐蚀试验单位面积质量损失量的影响。根据图3可见,随着锻压应力的增大,试验合金单位面积质量损失量先减小后再缓慢增大。当锻压应力为90 N/mm2时,合金的耐腐蚀性能最差,单位面积质量损失量最大值29 g/cm2;当锻压应力达到130 N/mm2时,合金的耐腐蚀性能处于最好状态,单位面积质量损失量最小、为13 g/cm2,较90 N/mm2锻压应力铸锻成形的减小了55.17%;当锻压应力继续增大,合金的单位面积质量损失量趋于增大,试样的耐腐蚀性能趋于下降。

图3 锻压应力对试验合金耐腐蚀性能的影响Fig.3 Effect of forging stress on corrosion resistance of the tested alloy
2.4 腐蚀形貌
不同锻压应力铸锻试验合金试样的腐蚀形貌如图4所示。从图4可看出,当锻压应力90 N/mm2时,试样的腐蚀程度最严重,有很多团状的腐蚀坑及密集的腐蚀点产生,腐蚀坑深度大;当锻压应力增大到130 N/mm2,试样的腐蚀程度最轻微,仅产生了少许的腐蚀点;当锻压应力150 N/mm2时,试样的腐蚀点、腐蚀坑均介于1#试样、5#试样之间,耐腐蚀性能居中。再结合之前不同锻压应力下加微量Cr的6061铝合金试样的耐腐蚀性能测试结果可以得知,从优化铸锻复合成形建筑用试验合金的耐腐蚀性能出发,锻压应力优选为130 N/mm2。
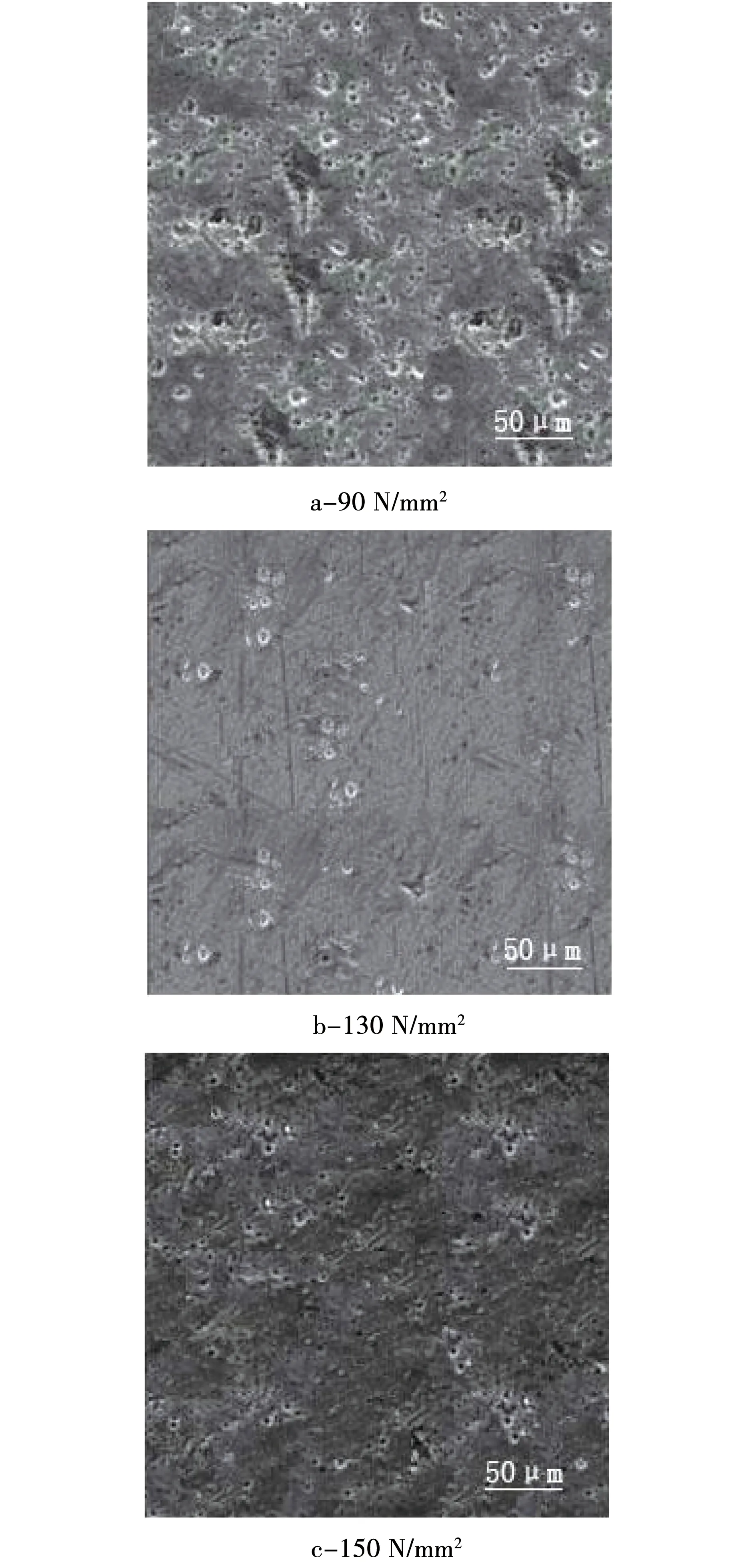
图4 不同锻压应力铸锻试验合金试样的腐蚀形貌Fig.4 Corrosion morphologies of cast-forging alloy samples with different forging stresses
3 试验结果分析
铸锻复合成形充分结合了铸造和锻造两种工艺的优点,能够成形复杂的薄壁件,极大地增加铝合金的组织致密度、强度等性能。在铸锻复合成形的过程中,锻压应力是极其重要的工艺参数。从试验结果可知,当90 N/mm2锻压应力下,试验合金的强度最小,腐蚀试验单位面积质量损失量最大,拉伸伸长率最大,此时力学强度性能和耐腐蚀性能最差;当锻压应力达到130 N/mm2时,试验合金的抗拉强度、屈服强度处于峰值,腐蚀试验单位面积质量损失量和拉伸断后伸长率均为最小值,此时力学强度性能和耐腐蚀性能最佳;当锻压应力超过130 N/mm2后,合金的力学性能和耐腐蚀性能均趋于下降。这是因为锻压应力过小时,铸坯固相分数也过低,虽能较好控制外形,但是锻压后铸坯再次进行凝固收缩,合金的晶粒粗大,组织会出现缩孔、疏松,强度低,产生裂纹,腐蚀程度极为严重。当锻压应力增大,试验合金铸坯固相分数也逐渐提高,凝固时慢慢会形成枝晶骨架,共晶能够缓慢深入枝晶骨架的缝隙,进行充填、补缩,减少收缩裂纹,组织致密,强度提高,力学性能和耐腐蚀性能会得到显著增强。但锻压应力的增加也有度,过高的锻压应力并不是好的选择,这是因为锻压应力过大,枝晶组织便融为一体,合金内部组织破碎后产生很多细小的裂纹,由于没有液相进一步补充,因而无法弥补裂纹,因此强度有所下降,力学性能和耐腐蚀性能均会有所下降。故为了优化铸锻复合成形建筑用试验合金的综合性能,铸锻复合成形时锻压应力优选为130 N/mm2。
4 结 论
本试验对加Cr的6061铝合金进行了铸锻复合成形试验,并分析了不同锻压应力下的试样的力学性能和耐腐蚀性能,得出如下结论:
1)随锻压应力增加,合金的抗拉强度和屈服强度先增大后缓慢减小,拉伸伸长率和腐蚀试验单位面积质量损失量先减小后缓慢增大,力学强度性能和耐腐蚀性能先提高后下降。
2)与90 N/mm2锻压应力相比,130 N/mm2锻压应力使合金的抗拉强度和屈服强度均增大了37 N/mm2,伸长率减小3.3 %,腐蚀试验单位面积质量损失量减小了55.17 %。
3)从提高加Cr的6061铝合金力学性能和耐腐蚀性能出发,铸锻复合成形工艺的锻压应力优选130 N/mm2。
