扭矩扳手准确性的影响因素探析
2021-05-08王甜武汉中车株机轨道交通装备有限公司
王甜 武汉中车株机轨道交通装备有限公司
一、引言
加工制造技术的进步,使得机械设备具备的功能不断得到完善,控制好机械设备功能模块安装质量,可以进一步提高机械设备整体质量,提升功能模块的安装质量离不开准确的螺纹安装扭矩。螺纹作为重要的安装工序,需要良好地连接紧密性,这就需要在使用过程中减小扭矩误差,规范工人员的操作方法,达到螺栓连接质量控制要求,满足机械设备对密封性的要求。所以,深入研究扭矩扳手准确性,提高螺栓安装操作精度,满足对安装质量控制要求。
二、扭矩扳手工作原理和优点
扭矩扳手也是根据物理学中杠杆原理,操作人员通过对扳手施加扭矩来使机械构件产生转动,使得螺帽与螺栓形成对等力,可以达到设定的力学平衡点。扭矩扳手与普通扳手有所不同,采用人体工学特点进行设计,使用过程中具有更好的握持舒适感,可以减少使用产生的疲劳感,只需要设定好扭矩刻度,就可以保证施加力达到规定值,工作人员通过手柄可感受到产生的振动,防止施加的扭矩过大或过小,不能达到紧密性连接的要求。通过设定扭矩后进行操作,可以在达到扭矩以后听到咔哒声,工作人员应该停止继续施加扭矩。市面上扭矩扳手的类型比较多,主要有指针式、数显式等,工作人员的使用过程中查看具体的扭矩值,但很多扭矩板手的精度都达不到要求,还需要采取人工方式来设定扭矩值,以人工或物理计算方式进行扭矩设计。
扭矩=力×力臂
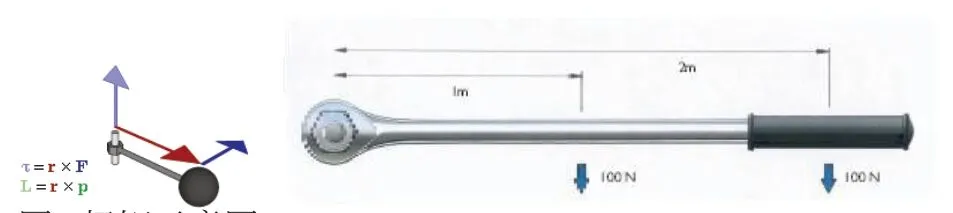
图1 扭矩示意图
三、扭矩扳手准确性影响因素分析
(一)工作人员专业水平
工作人员具备的专业水平会对扭矩扳手准确性产生较大的影响,对扭矩扳手是否了解会对施加力矩取值形成影响,比如,施工加的扭矩速度、角度等,如果角度太大,存在的单边摩擦就会相应的变大,而施加扭矩速度不均则会存在波动,需要工作人员严格控制好施力角度与速度,防止产生冲击扭矩。在进行螺栓紧固操作时,应该确定好初始预紧力,再根据装配工艺要求进行设计,制定科学合理的扭紧办法,控制好会使用过程中的力度。使用扭矩手的时候,工作人员必须用手握住扭矩扳手的手柄用力进行操作,如握住扭矩扳手的其他部位进行操作将会对产生的扭矩值造成影响。

图2 扭矩扳手的不正确使用造成的影响
(二)螺栓摩擦影响
螺纹连接件相互间上存在着摩擦力,但无法对摩损损耗进行准确测定,会导致扭矩扳手在使用时存在取值不准确的问题。在进行扭紧操作过程中,施工加的预紧力与扭矩间存在着正比例关系,螺栓受力及工况会对预紧力产生影响。普遍情况下,当螺栓完全拧紧以后,施加预紧力不可以超过材料屈服极限的80%,螺栓头部、底部和表面摩擦只有50%扭矩左右,余下的扭矩会被螺丝摩擦所消耗,约有10%扭矩被应用到锁紧。螺栓制作的表面工况、润滑程度和摩擦系数也会对预紧力产生影响,螺帽及工件结合面相互影响会使摩擦半径发生改变,因此,很多扭矩锁紧不会采用垫圈。为降低摩擦力,多采用二硫化钼、石墨材料等制作成润滑脂,多应用于特殊锁紧力要求工况下,要不然则会使预紧力变大,螺栓由于过度受力而产生断裂。如果想采用较小预紧力达到理想的预紧效果,可采用润滑脂减小连接件摩擦力。螺栓与紧固件间的摩擦力可以防止机械设备受到震动而松动,可应用双螺母或涂胶等方式,使锁紧力达到设计要求。螺栓表面进行电镀处理,也会对扭矩及摩擦系数产生影响,接触面、螺纹副间摩擦系数也会对扭矩值产生影响,在进行螺纹连接以前需要对选用的螺栓材质、热处理情况进行检查与了解,核实是否存在裂纹、断扣等问题,可以更好地保证螺栓与紧固件间的配合。
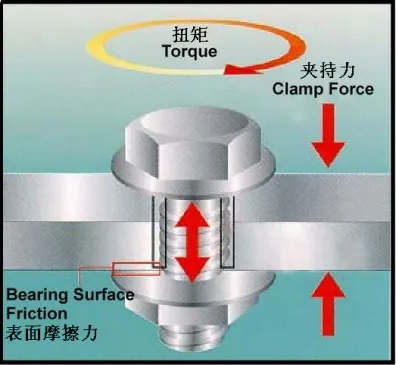
图3 螺纹连接件之间存在摩擦力
(三)读数影响
指针扭矩扳手会通过宽度、刻度间距比来获取到实际的力矩值,准确度会受到读数影响,需要工作人员事先进行估读,这样可以降低读数误差,而数显扳手读数误差主要会受到数据波动影响。读数误差约占扳手示值误差50%,而测量扭矩值变大会使读数误差有所降低,测量扭矩扳手下限部位易产生读数误差,需要由两名工作人员进行重复读数,这样可以提高读数的准确性。
(四)扭矩扳手结构影响
预置可调式扭矩扳手不可以脱离开主弹簧,这是准确使用扭矩扳手的关键,弹簧材料应变会对扭矩扳手准确性产生影响,需要弹簧材料具备足够的强度、冲击韧性、塑性和弹性,疲劳极限达到使用要求,经过良好的热处理以后方可用于扭矩扳手。使用完预置式扭矩扳手以后,需要把扳手扭矩调整到最小值,完全释放掉弹簧力,可以延长弹簧的使用年限。在采用预置可调式扳手时,先将扳手进行预扭,不可以拆卸掉螺母、螺栓,也不可以在扳手尾部加延长套管,避免对扭矩扳手造成损伤。要据使用要求合理调整扭矩,应该平缓加载扭矩,不可以进行猛压或猛拉,防止过载操作使扭矩失去准确性,达到预置扭矩以后及时停止用力。
(五)维护管理
扭矩扳手使用频次比较高,为了进一步提高准确度,需要进行定期采用检定仪进行校准,可以达到1%的准确率。校准多在实验环境下进行,不同于现场使用条件,应该对校准与维护进行管理,避免受到不同场合的影响。在实际应用前需要检查扭矩扳手准确性,结合使用频次来确定维护频率,每年不少于一次校准。
四、扭矩扳手的正确使用方法
一些螺栓、螺母等紧固件对安装扭矩有较高要求的场合,都会应用到扭矩扳手,通过对施加扭矩的准确控制可以提高螺纹的紧固性,也不会由于力矩过大导致螺纹受损,操作前设置好固定扭矩值,施加到预置的力矩后会通过振动或咔哒报警声,需要停止继续施加外力,不可以采用冲击力,操作完成后将扳手中零件复位。工作人员需要将手握到手柄中间刻度线部位,要标注的方向上施加力矩,施力角度应该控制在±15°以下。严格根据紧固件强度及扭矩工艺要求选用合理量程的扭矩扳手,不可以超范围使用。指针式扭矩扳手在使用以前,需要进行检查与调零,在无荷载情况下指针应该归零,如果指针不归零应该进行调整或更换。为达到准确读数的要求,操作扳手手柄时保证拉力与扳手成90°,平稳地施加扭矩,不可以冲击或施加过大的力矩,避免出现力矩误差。使用完力矩扳手以后,需要将通过旋转将指针归于零位,为下次使用提从方便。采用预置可调式扳手对构件进行紧固,需要把扭矩值设定在使用区间的,同时,扭矩扳手也是一种计量工作,在使用过程中不可以丢掷、震动,避免由于使用不当造成读数不准。
五、扭矩扳手的检定
扭矩扳手作为计量器具,需要根据要求定期进行检定与校准,检验验测机构对扭矩扳手进行检定合格以后,会给扳手贴上合格标志。ISO 6789规定扭矩工具一年至少要校验一次,国家检定规程JJG 707-2014适用于扭矩扳手、含扭矩螺丝刀、及其他结构形式的带有扭矩测量机构的拧紧计量器具,国际通用标准ISO6789-2017规定了用于螺纹连接体控制拧紧的手动扭矩工具的要求,描述了其测试方法及标记方法。工作人员在使用扭矩扳手时,应该检查合格标识是否过期,查阅校准证书中对转接器与扭矩扳手配合使用要求,都给出那些警示信息,需要根据校准数值进行规范操作。在进行扭矩扳手检定时,需要保证扳手旋转面与水平面保持平行,将期放置于智能扭矩仪上,通过导轨托盘来对扳手高低进行调整,保证旋转面与水平面保持平行状态,使安装力矩数值可以准确无误。如果摆放位置达到准确要求,在对扳手施加作用力时,扳手自身尺寸及自重会对力矩分量产生影响,会使得检定精度达不到要求,需要严格控制扳手放置位置,才能更好地保证扳手精度。施加作用力的方向应该尽量保持与扳手保持垂直,如果超出允许偏差区域,扳手形成的力臂会低于实际力臂,扭矩值变小会对检定精度造成影响。施加的力需要作用到扳手中间区域,也就是保持在加力线附近,如果位置靠前会与视准器接近,严格情况下会损坏指示器,扭矩会低于实际值。如果位置太过于靠后,施加的力矩会超过实际值,力矩传感器则会受损,对扭矩精度造成影响。为防止传感器受力状态不好引起误差,需要使传感器与扭矩扳手保留一定的间隙,对扳手施加作用力时,传感器与扳手方头无法保持相同轴心,而实际显示数值为扳手示值扭矩、侧向扭矩、四方孔和套头摩控力矩和。所以,缩短扳头及四方孔间隙,采用较小摩擦力转接头,可以使输出扭矩值更为精准。
六、结语
为了保证扭矩扳手准确性,需要深入分析扭矩扳手原理与准确性影响因素,保证按规范要求合用扭矩扳手,如何进行准确地检定,从提高操作人员专业素养入手,更好地保证扭矩的稳定,减少摩擦带来的影响,可以进一步降低误差,提高扭矩扳手准确性。
