前车体工装切换形式分析
2021-04-28杨林程芝群卢群英
杨林 程芝群 卢群英

摘 要:根据前车体焊装生产线工装的切换的方式,将前车体生产线分为固定式生产线、推拉切换式生产线以及滑台切换式生产线,分别介绍了这几种生产线的工装结构,以及各自的运用场景和优缺点。
关键词:前车体焊装线 切换 固定式 推拉式 滑台切换式
1 前言
汽车工业作为一个集技术、资金以及劳动密度规模为一体的行业,在国民经济中起着支柱产业作用。同时,随着人民的消费水平不断的提升,促使汽车更新迭代节奏加快。车身焊装线作为白车身零件定位和焊接的设备,对车身钣金焊接质量和精度起着关键的作用。为了满足车型不断更新的需求,以及受场地大小、人工成本上升等因素影响,车身焊装线也在不断的改变,工装定位由单一车型向高柔性多车型转变,焊接由人工焊接向机器人焊接转变。其中前车体作为白车身的重要组成部分,生产线也在不断的升级,本文讲解前车体常见的几种工装线。
2 前车体工艺布局以及工艺
一条白车身焊装线一般由前车体分总成线、侧围分总成线、顶盖分总成线、后部下车体分总成线以及焊接主线构成。在场地布局上以焊接主线为主,其他分总成线围绕着主线布局的方式。其中前车体分总成线布局在主线前端的一侧,焊接好的前车体分总成通过空中小车输送到主线进行装配焊接,如图1所示。
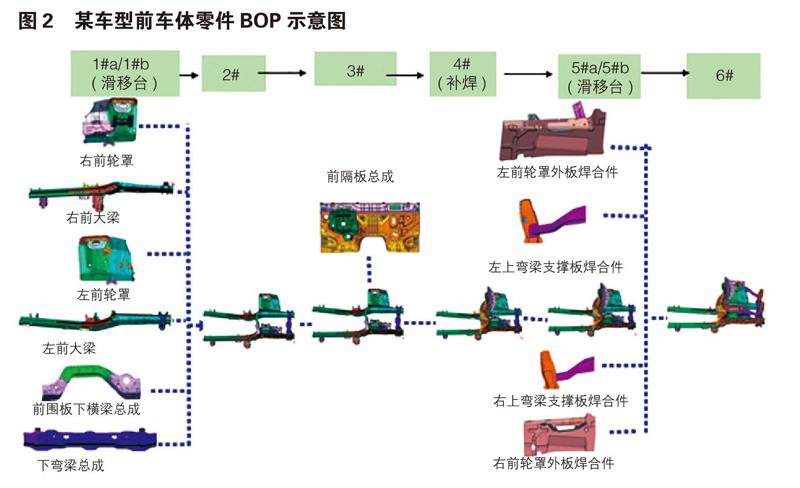
前车体分总成零件一般由前大梁焊接总成、前轮罩焊接总成、下弯梁总成、前隔板焊接总成、前轮罩外板总成、上弯梁支架焊合件等零件组成。通常分为6个拼台进行上件定位焊接以及补焊,如图2所示,常见1#、3#、5#拼台为上件台,2#、4#、6#为补焊台。
3 前车体工装分类
根据工装拼台切换方式可分为固定式生产线、推拉切换式生产线以及滑台切换式生产线。每种生产线形式都有各自的优缺点和应用场景,在前期项目规划中,需要根据车型生产节拍、生产场地大小、自动化率以及投入资金等来决定采用哪种形式。
3.1 固定式生产线
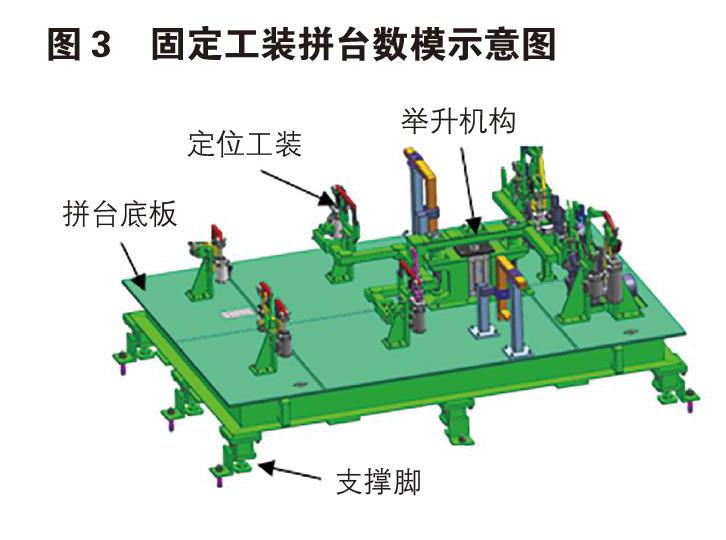
固定式生产线即工装设备是固定不动的,配套相应的焊接设备,专门生產一种或者两种车型。如图3所示为固定式的单个前车体拼台数模,这种工装一般由拼台支撑脚、地脚螺栓、拼台底板、定位和装件工装、举升机构组成。生产线采用人工上件,人工焊接(也可采用机器人焊接),拼台间的零件采用吊具转移。由于这种生产线采用固定拼台和配套的焊接设备,只能生产一、两车型,柔性差,适合单品种大批量的生产。前期投资、占地较少,如果要导入新车型则需要新开发相关设备。
3.2 推拉式生产线
推拉式生产线即共用焊接设备,而工装通过整体推拉切换实现车型柔性。如下图4为推拉式工装拼台,同固定拼台结构类似,只是为了便于拼台推拉切换,用4个脚轮取代了支撑脚。拼台前后有定位插销,用于拼台定位。由于拼台需要人工推拉切换,所以拼台需要考虑轻量化设计,如采用铝制支基,拼台底板挖空处理等。
推拉前车体生产线采用推拉切换工装拼台、共用焊接等设备实现多车型生产,通过这种方式减少焊钳等设备的投资,降低项目成本。但是由于车型焊点差异,某些工位需要增加车型专用焊接设备,导致现场有的工位焊接设备多,不方便人员操作。
3.3 滑台切换式生产线
针对上件台装件定位的夹具较多,车型差异大难以共用,设计了上件台1#、5#采用整体工装滑台切换、补焊台采用工装翻转切换方式的自动化柔性生产线。如图5所示为滑台工装结构示意图,滑台工装由定位工装台、滑台、滑台底座构成。定位工装台通过插销、快速夹固定在滑台上,通过伺服电机驱动随着滑台运动。在上件工位人工上件,然后滑移到焊接工作位机器人焊接。焊接完成后通过机器人抓手抓取到下一个工位进行下一步操作。同时,为了满足生产节拍需求,采用双滑台形式,即一个上件工位并排布置两个滑台工装机构和两套焊接机器人,共用一个搬运机器人。当要车型切换时,只需将旧工装用小车切换下去,然后换上新工装。
补焊台采用固定拼台的形式,为了满足多车型的定位需求,定位工装采用风车切换形式或者NC定位形式。如图6所示的风车定位机构,通过旋转风车的4个安装面,可以满足4种车型的定位需求。如图7所示的NC机构可以在一定范围内三轴移动,以满足不同车型定位需求(要求定位孔大小一致)。相对于风车机构,NC机构能够满足更多车型定位,每次导入新车型只需要根据新车型坐标进行编程即可。但是NC机构体积较大且价格贵,因此需要根据具体情况决定选用何种形式的补焊台。
3.4 十字滑台切换式生产线
上述的滑台切换形式虽然能够通过切换实现多种车型的柔性生产,但是由于切换是靠人工完成的,切换时间较长,因此存在生产时间的浪费。为了解决工装自动切换的问题,设计了如图8所示的十字滑台切换工装机构,十字滑台工装主要组成部分为夹具上件位、夹具焊接位、夹具存放区、夹具移动轨道、夹具驱动电机单元以及十字旋转单元等。工作时在上件位人工上件,通过电机摩擦轮带动夹具移动到焊接位进行焊接。夹具存放区存放着其他车型的夹具,当需要切换车型时,只需将其他车型工装移动到工作位。通过十字滑台切换机构能够实现不同车型工装自动快速切换,实现混流生产,最大的满足车型柔性化生产,如果导入车型超出储存区数量,则需要将不常用的工装切换下来存放,等需要的时候在推上滑台。十字换台切换生产线由于需要在线旁建立夹具存储区域,因此生产线占地面积大、结构复杂且前期投资费用高。
4 总结
通过表1可以看出,每种生产线方式都有各自的优缺点,具体选用何种形式的生产线方式,需要根据项目的投资费用、生产节拍、预计产量、焊接质量要求以及现场场地等因素综合考虑。但是,随着车型更新速度加快以及人工成本和场地成本增加,工业机器人的广泛使用,多柔性、高自动化率的生产线是未来发展的趋势。
