无卤低烟聚烯烃紫外光辐照与电子辐照交联工艺的分析比较
2021-04-28李楷纯邓伟杰
温 鹏, 周 建, 李楷纯, 邓伟杰
(广州南洋电缆有限公司,广东 广州511356)
0 引 言
随着我国建筑行业对绿色环保节能的需求,传统的聚氯乙烯(PVC)绝缘电线因其绝缘材料本体含有大量卤素,在燃烧过程中产生大量有毒有害气体,已逐渐被环保型无卤低烟交联聚烯烃绝缘电线电缆所替代。无卤电线因其优异的低烟、无卤、阻燃、无毒等环保性能,广泛应用于市政建筑、城市轨道、地铁、医院等场所,占据了家装电线将近一半的市场份额[1]。
目前无卤低烟阻燃交联聚烯烃绝缘电线常用的交联方式有硅烷交联、电子辐照交联及紫外光交联三种。硅烷交联又分为温水交联和蒸汽交联,该工艺生产能耗较大、生产周期较长、产品质量难以保证。电子辐照交联和紫外光交联两种工艺,因生产条件可控、生产效率高、产品质量稳定得以大量使用。紫外光交联设备经过十多年的商业应用和推广,获得巨大成功。随着紫外光交联设备和紫外光交联绝缘料的进一步完善和成熟,近两年,紫外光交联方式大有超越电子辐照交联方式的趋势。
现对电子辐照交联和紫外光交联两种工艺进行分析对比。
1 生产设备和基建投资的比较
无论是电子辐照交联方式,还是紫外光交联方式,低烟无卤阻燃环保型电线都是采用高速挤塑机挤出,挤塑设备相同,故不做过多介绍。以下均以WDZC-BYJ-105 1×2.5 mm2电线的生产为例。
(1)挤塑生产线基本相同
挤塑机为φ70挤塑机,采用低烟无卤专用螺杆,螺杆长径比为26∶1,配置精密的免调机头;为保证电线绝缘层在高速挤出和辐照后得到充分冷却,V字形浮力分段式冷却水槽长10 m;配置水平式储线装置、红外在线测径仪、在线火花试验机、高速成圈机或高速双盘收线装置。
(2)辐照设备不同
电子辐照的原理为:电子枪发射低能电子束,经加速器将能量提高到10 MeV后输出,直接照射在加速器下端通过的电线,实现辐照加工的目的。不同厚度的材料需要不同的辐照剂量,可以通过调整加速器输出能量和电线辐照速率等参数实现。辐照的质量可由实时剂量监测和抽样实测确定。
紫外光交联的原理是在乙烯-醋酸乙烯共聚物(EVA)和聚乙烯为主的基础树脂中加入适量的高效光引发剂,将紫外光辐照聚焦透射照入熔融状态的聚烯烃材料中,高能紫外光引发聚烯烃中光敏剂形成自由基并进一步诱导聚烯烃单元产生大分子自由基,自由基之间通过键合作用形成交联聚烯烃材料[2]。
早期紫外光设备受汞灯光源衰减的影响,导致交联工艺不稳定。现在紫外光光源升级为LED器件后,照射剂量衰减不变的时间可达到30 000 h,具有极高的能源效率(约30%),有效波长选择性极高(半功率波长带宽5 nm)。紫外LED光源采用圆形腔体隧道结构方式进行组装,工作时,紫外光在圆形腔体轴心聚焦成一定直径的辐照中心区域,线芯在辐照中心区域高速行进,经均匀集中地照射,实现良好交联。
电子辐照交联工艺的主要参数为辐照能量、束流和线速度,紫外光交联工艺的主要参数为紫外光波长、输出功率和线速度。与电子辐照交联工艺相比,紫外光交联的辐照设备和交联材料的研究尚不成熟,电缆企业如何有效制定紫外光交联工艺以确保交联质量,需要设备厂家和材料厂家的指导和参与,这样才能有助于紫外光交联技术的更好推广。在制品厚度一定的情况下,紫外光交联与电子辐照交联的辐照工艺一样,可实现精准控制。
(3)紫外光交联基建投资低于电子辐照交联
电子辐照交联需要单独建立辐照车间,建设安装调试周期需要6个月左右,总投资约为500万元;紫外光设备投资约为32万元,无需新建场地,占地面积小,安装方便,只需要在现有挤塑生产线的机头后加装紫外光交联设备,实施2~3 d的简单改造,便可快速实现在线交联功能。
自紫外光辐照设备的光源由汞灯升级为LED灯管后,设备稳定性和使用寿命得以大幅提高。紫外光光源LED灯管的理论使用寿命可达50 000 h,其中在30 000 h以内,辐照光源照射剂量保证衰减不变;要保证产品质量的稳定,当辐照光强开始衰减后,就要及时更换LED灯管,更换成套灯管费用为平均每年5 000~10 000元。
从设备投资、基建投资以及建设周期上比较,紫外光辐照交联要明显优于电子辐照交联。
对于目前没有电子加速器的企业,紫外光交联方式可帮助企业快速实现无卤电线的交联生产;已拥有电子加速器的企业,利用紫外光辐照可实现辐照交联产能的增加,解决现有电子辐照产能的瓶颈。
2 生产流程和制造成本的比较
仍以加工WDZC-BYJ-105 1×2.5 mm2电线为例,采用挤压式模具,低压缩比、无卤、低烟的专用螺杆。
从生产流程上比较,紫外光交联设备是直接安装在挤塑机的机头和冷却水槽之间,挤出绝缘层后立即进入紫外光辐照设备中进行光交联,交联好的线芯经水槽冷却、火花检测,然后进入到成圈工序;电子辐照交联设备是独立的,挤塑机挤出绝缘后经水槽冷却、火花检测,进行装盘收线,再流转到电子辐照工序进行单独辐照,辐照好的电线再进入到成圈工序。
电子辐照交联的辐照速率要快于紫外光方式,但比紫外光交联增加了工序转道,设备操作人员要增加1~2人,人工成本相应增加;同时,电子辐照交联的工序周转时间会增加2~3 d,外协加工时需要等待的时间更长。表1为电子辐照交联与紫外光交联生产成本的对比。
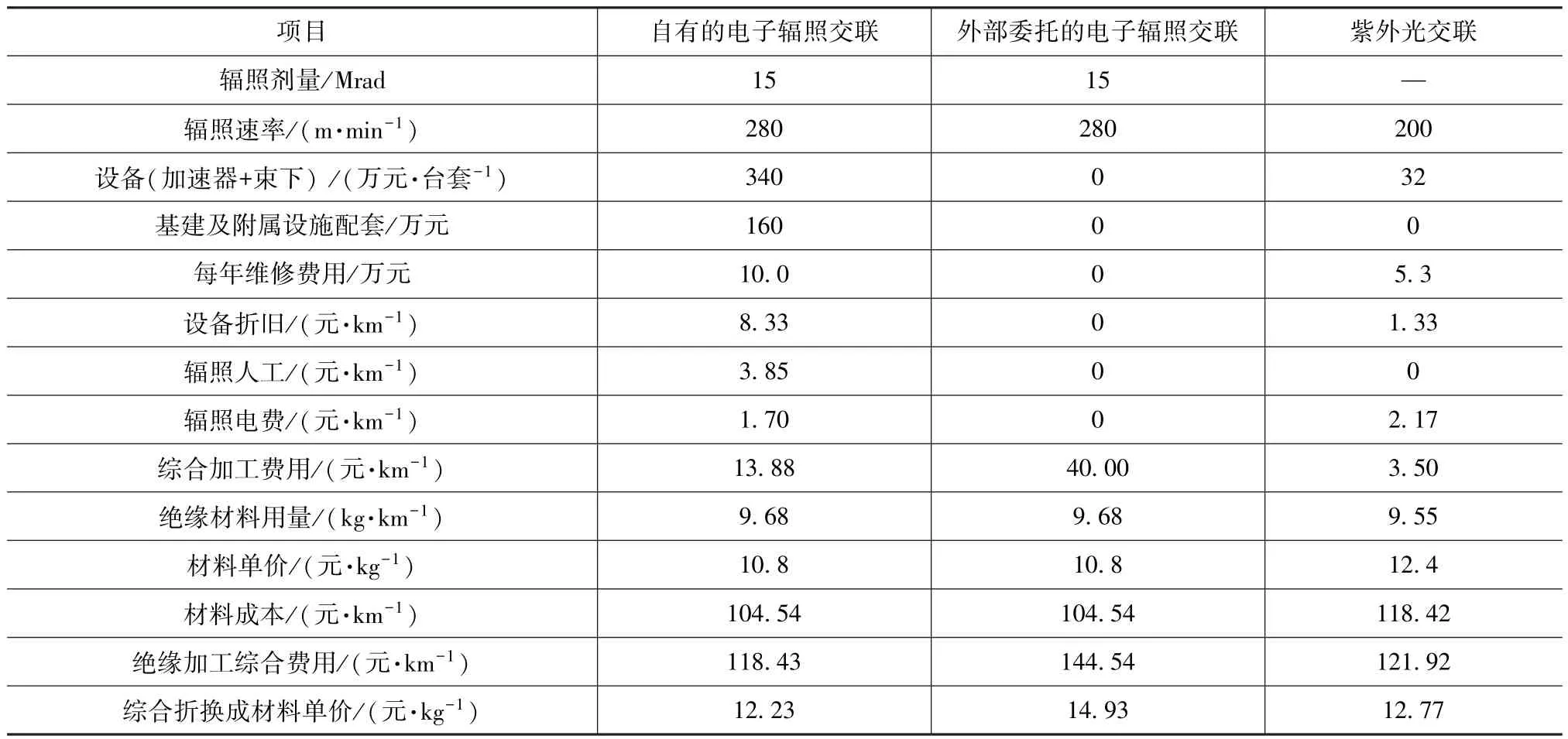
表1 电子辐照交联与紫外光交联的辐照费用、材料费用的对比
3 产品质量的比较
表2为采用紫外光交联材料与电子辐照交联材料生产出的产品的性能对比。由表2可知,两种材料都完全符合JB/T 10491—2004标准中的要求[3]。电子辐照与紫外光辐照的交联机理虽然不同,两种材料的配方也不尽相同,但生产出的产品质量基本相同。

表2 两种配方体系的材料生产出的产品的性能对比
4 不同颜色及浓度的色母料对紫外光交联效率的影响
与其他交联方式相比,紫外光交联绝缘材料的颜色对紫外光交联效率的影响是比较显著的。不同颜色及浓度的色母料具有不同的紫外光吸收特性,对紫外光在挤出熔融体中穿透能力的屏蔽程度不同,在一定程度上影响了紫外光低烟无卤绝缘材料的推广应用。
目前紫外光无卤低烟交联聚烯烃绝缘料的颜色普遍偏浅,黄色为嫩黄色,红色基本为桃红色,绿色也是嫩绿色。其颜色的明艳程度仍无法与现有的电子辐照无卤低烟交联聚烯烃材料的着色效果相媲美,也导致同时具有电子辐照设备和紫外光辐照设备的生产厂家,在两种工艺条件下生产的产品的颜色难以一致。
紫外光交联绝缘材料不同色系,在相同的紫外光辐照功率条件下,交联效率不尽相同。生产同样规格不同颜色的电线绝缘时,其热延伸值存在着一定的差别,为保证热延伸值在25%~70%范围内,生产过程中应根据材料的不同颜色来适当调整生产速率。根据实际生产跟踪,黄色与红色绝缘材料的交联效率最高,生产速率可以达到200 m/min,实现高速生产;绿色绝缘电线次之,速度为170 m/min;蓝色绝缘电线生产速率为150 m/min。
5 结 论
对电子辐照交联工艺与紫外光交联工艺从设备投入、制造成本、生产效率、工艺控制和产品质量等几个方面进行对比,可得出以下结论:
(1)与电子辐照交联工艺相比,紫外光辐照交联工艺无需土建投资,设备投资小、改造简单、建设周期短、投资见效快。
(2)在生产成本方面,紫外光交联料的单价虽然比电子辐照交联料略高,但综合人工成本、设备投资、时间成本等因素,仍具有一定的竞争力。特别是对于需要外部委托辐照的电缆生产企业,更是一个很好的选择;同时,随着紫外光交联绝缘料的成熟和市场竞争,材料价格仍具有一定的下浮空间,紫外光交联的成本优势将更加凸显。
(3)在生产效率方面,紫外光交联明显优于电子辐照交联,产品可实现挤出和交联的同步进行,大大节省了人力,提高了快速交货能力。
(4)紫外光交联材料尚不成熟,材料厂家应进一步加大研发适合紫外光辐照交联工艺的专用高效色母料,以助力紫外光无卤低烟材料的推广应用。
随着紫外光交联材料和设备的日趋成熟,紫外光交联工艺具有明显的优越性,是提高低烟无卤交联电线生产能力、提升生产效率、解决生产瓶颈的一种有效途径。
