预粉磨系统开路磨机尾仓填充率的合理参数的探讨
2021-04-25李成方杨士江
李 龙 李成方 杨士江
1 引言
我单位是经营水泥助磨剂的行业,主要生产水泥助磨剂,矿渣激发剂,立磨助磨剂等。产品出口巴基斯坦,孟加拉国等国家。我公司生产的LF~HC合成醇是多个醇类单体在一定化学工艺条件下,通过聚合反应生成的高分子聚(缩)合物.本产品引入分子设计理念,针对水泥特性研发而成的助磨剂醇类专用基础原料。部分成分与水泥中的铝、硅、钙等发生化学反应,造成水泥中的氧化物晶格缺陷,来提高水泥活性,从而提高水泥强度。公司有专注于磨机与化工技术的专家长期为合作的客户提供全方位个性化的服务,无论客户出现各种问题,我们义不容辞帮助企业解决。
2 填充率过高,造成过粉磨现象严重
(1)A山东日照某水泥厂,是我们长期的合作客户。该公司拥有一台Φ3.8×13m 的开路磨机,磨前是Φ4.0×4m 的球破磨机,台时产量在成品细度0.045筛余<12%时,只有120T/h;为了进一步降低粉磨吨水泥电耗,满足旺季水泥供不应求时的产能不足,于是决定更换Φ4×4m 磨前破碎磨,使用中信重工生产的辊压机,规格为:160×120m,功率:2×900kW,配用V型选粉机,磨机重新调整球级配比,入磨粉料比表面积达220m2/kW 台时产量在0.045mm筛余<7%时,高达165T/h。
(2)P·O 42.5水泥配比如表1。

表1
控制指标:45um筛有<7%比表面积420±10m2/kg。
(3)实际生产水泥P·0 42.5物理指标如表2。
(4)磨机破碎系统改造后,吨水泥电耗降了,但市场反应:P·0 42.5水泥与混凝土外加剂相容性不好,主要表现为稠度高,流动度低,要求适应于当地公路建设工程,对基层道路缓凝的要求,厂家要求协助解决反映的问题。但是由于产品销售供不应求,不能影响销售,出磨水泥的细度比表面积指标不能改变,熟料的配比,混合材料的种类不能改变,因为这些现状改变会增加生产成本,基于这种情况,对只好对出磨水泥的颗粒分布进行查看。

表2
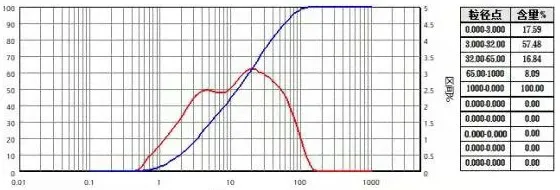
图1 水泥的颗粒分布
众所周知水泥在磨制到一定的细度下才具有胶凝性,细度状态可以用不同的方式来表达(比如80μm、45μm 筛余)。主要反映水泥中粗颗粒含量,比表面积(m2/kg),水泥中细度颗粒含量、颗粒级配可以全面反映水泥中细度颗粒的分布情况,对于硅酸盐水泥而言,3μm~30μm对水泥混凝土强度的增长主要作用,其含量大于65%,其中16μm~24μm 颗粒尤为重要,<3μm 含量的水泥颗粒应当<10%,1μm 水泥颗粒易风化、易结团,对水泥的性能有不利影响,>65μm的颗粒最好为零。通过颗粒分布图可以看出<3um颗粒17.59%,说明过粉磨现象严重,是造成物理性能差,需水量高的主要原因。
在不影响生产的情况下,对磨机的填充率进行了测量数据见表3。
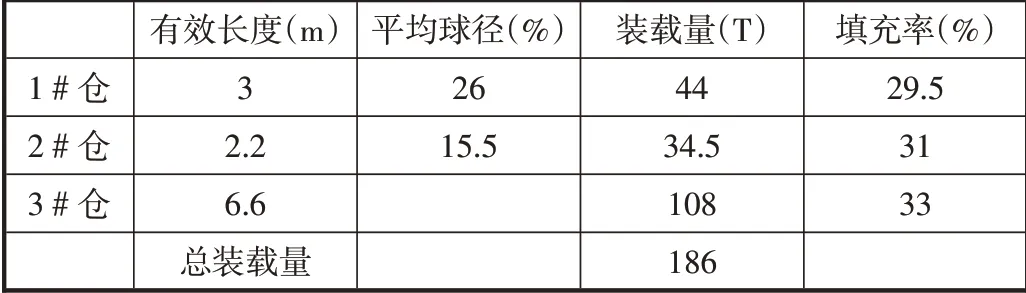
表3
由此可见,三仓的填充率也太高、研磨能力强,也会造成<3微米颗粒太多。厂家要求对助、磨剂配方的成分进行调整,经过对助磨剂的调整,水泥的需水量有了改善,但颗粒分布<3um的颗粒,只是由原来的17.59%下降到15.6%,还是不够理想,于是决定磨机3#仓倒掉12t 钢锻,3#仓填充率为29%,2#仓倒掉2t,填充功率变成29.2%,经过24小时开机生产得知,主磨机电流下降6A,平均细度为6.6%比表面积平均为418kg/m2产量没有影响。
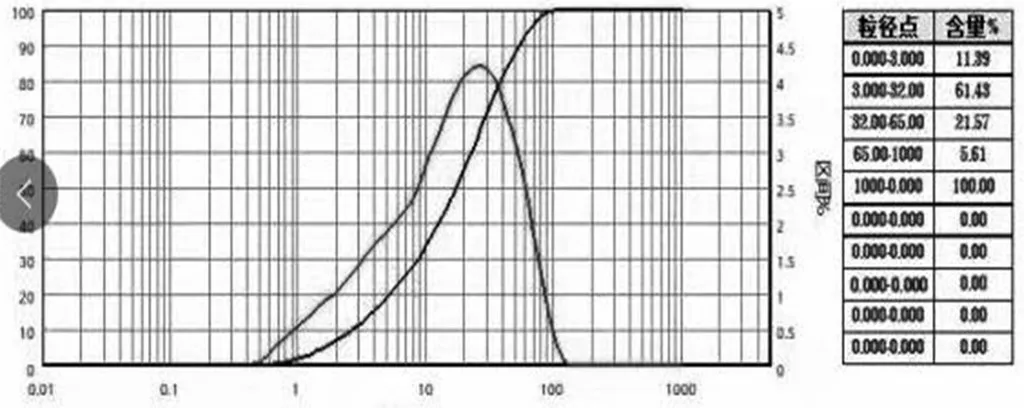
图2 调整后的颗粒分布
从调整后的颗粒分布图中看出,<3μm 的颗粒减小了百分之六,3μm~32μm 颗粒增加了百分之三点九五。更趋向于合理化。通过调整后,一个星期内生产完成的工作状况出磨水泥的物理性能如表4。
物理性能得到改善的同时,水泥强度增加了,同时也降低了吨水泥电耗。
3 尾仓填充率过高,造成磨机的包球包锻现象
尾仓填充率过高,也会影响通风,在入磨熟料温度过高时,也会造成磨机的包球包锻现象。
河南平顶山某水泥企业,此公司拥有两条4500T/水泥生产线,水泥制成工序辊压机单闭路系统,主机配置:160×140辊压机,(物理处理能力780T/h,主电机功率1120kW+V4000型一级静态气流分级机,直径4.2×13m三仓开路磨系统,主电机功率3550kW—10kV。额定电流243A,磨机筒体工作转速m=15.6r/min,一仓有效长度2.93m,二仓有效长度3.17m,三仓有效长度6.23m,装载量234t,入磨物料比表面积240m2/kg。该企业由于冷却机的工作效率不理想,入磨物料的温度一直在90℃以上,达不到入磨温度小于70℃的标准要求。公司制成车间有两台磨机,磨制p.c32.5R水泥的是1号磨机,一号磨是两仓磨,生产状况正常,二号磨机专门生产P.O42.5水泥,特别是夏季高温时,台时产量下降明显,三仓磨音发闷,有轻微的包锻现象,需要加大助磨剂用量才能正常生产,由开始的0.1%的掺入量增加到0.12%才合适,增加了助磨剂的使用成本,厂家要求我公司调整助磨剂的配方,根据此种状况,公司技术人员对现象进行了分析,首先是因为静电高球料吸附严重。吸附是一种物质吸附在另一种物质上的现象,其本质来源于表面的张力,颗粒很小比表面积大,随之形成颗粒团聚,系统正常时需要用表面能来降低表面能,当在粉碎过程中有颗粒离子键断裂,如CAO 离子断裂,会产生二价CA 和二价O 的改性点,带正负电荷的粒子也会产生闭聚,使小颗粒变成大颗粒,所以新改良的助磨剂中加入了一种合成的可以消除吸附现象的原料,调整后虽有所改善,还是达不到水泥厂的理想效果,于是决定对磨机的二号仓和三号仓进行调整经查看得知,三号仓的填充率32.65%,通风面积太少。并且由于熟料高温,必须对三号仓的级配进行调整才能解决问题。其数据见表5、表6、表7。

表5 水泥配比

表6 物理性能

表7 磨机球径配比
经现象了解,排除助磨剂质量原因厂家入磨熟料温度高达90℃,又加上夏季天气高温,室外温度46℃多以上,3#仓填充率32.65%,通风面积太少,磨内热量过高所致。
处理措施,将磨机3仓倒掉10t钢锻,使填充率下降2.5%,调整后经一个星期的生产,在产量和质量恢复到原来的指标,磨机电流下降了5A;磨机消除了包锻现象,得到了厂家的赞誉。
4 结论
经过对两个厂家的个性化服务得知,在大型磨机,预粉磨系统中,入磨物料的比表面积>220m2/kg时,有不同形式装配的磨机,尾仓太高的研磨装载体,反而影响了磨机生产中成品的质量,影响了通风,使磨机达不到更好研磨效果,也导致了电机负荷过重,影响吨水泥成本。