汽轮机径向通流间隙调整方案优化探析
2021-04-24王益飞
王益飞
(河北涿州京源热电有限责任公司,河北 保定072750)
1 汽轮机径向通流间隙一般调整方案
汽轮机汽封径向间隙的测量调整是整个汽轮机检修过程的核心,现有技术下测量方法通常为贴胶布法、拉钢丝法和压铅丝法。汽封间隙调整的常规工艺考虑了冷、热态动静部分的偏差,冷态调整时对汽轮机轴系各部位的汽封间隙标准作适当修正,以便热态时汽轮机转子处于隔板汽封的中心位置。而实际运行中,汽轮机汽封间隙最终数值往往与预期不符。
为保证汽轮机效率,通常要通过3-5 次全实缸的检验才能将汽封部分径向间隙调至期望值,每次全实缸检验耗时3-4天。另外,整个轴系转子与隔板的径向配合点多达数千个,最小间隙需控制在0.25mm 左右。每次测量和调整都是大量的数据测量与分析,费时又费力。这种常规的通流间隙调整方法无疑大大的增加了检修工期。
2 通流间隙调整方案优化
2.1 机组概况介绍
国内某电厂1 号机组汽轮机型号:CJK350/279-24.2/0.45/566/566,为350MW 超临界、一次中间再热、间接空冷、单轴、抽汽凝汽式供热汽轮机,采用高中压合缸、两缸两排汽结构,高压通流部分与中压通流部分背对背布置,高、中压进汽口布置在中部,高中压之间采用过桥汽封结构密封。高中压转子由1#、2#支持轴承支撑,型式为六瓦块可倾轴承,高中压缸内部高压部分由调节级和高压第2-9 级8 个压力级组成,中压部分由8 个压力级组成。高中压隔板和围带汽封均为高低齿汽封圈结构。隔板汽封整圈由6 块汽封块组成;围带汽封整圈由12 块汽封块组成,对应转子叶片围带为自带冠结构,有配合高低齿整圈加工的高低台,高中压缸为上猫爪支撑结构。
2.2 径向通流间隙调整优化方案
本电厂因为检修工期只有35 天,时间紧、任务重,经过研讨分析,决定改进汽封径向通流间隙调整工艺方案。采用半实缸结合模拟全实缸状态调整汽轮机汽封间隙,仅需两次全实缸检验即可达到预期调整效果。贴胶布法虽能较好的模拟出全实缸状态下的通流间隙值,但是其测量结果较为模糊,只能凭经验来进行调整,且易出现误差。为求间隙调整过程中的数据精确,决定整个调整过程均采用压铅丝法测量径向通流数据,只在最后通流间隙合格后用贴胶布法进行验收。相比单纯的贴胶布法和拉钢丝法,这种组合方法测量准确、高效,能够有效提高检修工作的质量和效率。
调整径向通流间隙时,首先应全面掌握各部汽封间隙在调整前的实际情况,即先将所有汽封间隙测量出来,根据所掌握的实际数值综合考虑。调整前先保证调节级喷嘴与转子叶轮的间隙K 值合格,将转子轴向定位后,再以死齿(即镶在汽缸或隔板上的汽封齿)为基准进行初次调整,合格后再调整其它各部间隙。如果死齿有磨损,结合装机时的总间隙值考虑进行调整。
2.3 径向通流间隙调整工艺
径向通流间隙测量是一个极为细致的工作,影响径向通流间隙测量准确性的细节有多个方面,因此我们在测量时一定要认真仔细。测量前必须以木楔将汽封块塞紧,以防测量时引起误差。应选择比径向间隙设计值大0.5-1.0mm 直径、较软的铅丝正确放置在相应的汽封弧段上。如图1 所示。
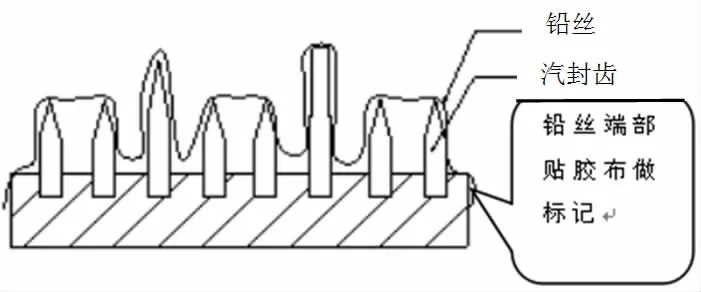
图1 铅丝正确摆放方法

图2 通流间隙测量位置
压完后将铅丝从汽封弧段或围带上轻轻取出,注意不要折或扯铅丝,并将铅丝整齐排列在固定的平板上,不得混淆。取铅丝前应轻轻摆动各楔子,检查楔子应无松动,若楔子松动,则应重新压铅丝。使用数显测厚仪测量铅丝厚度。将铅丝压痕对准测厚仪的上、下齿,将测厚仪上齿卡入铅丝开口底部,松开测厚仪压柄,使上下两齿与铅丝压痕两面接触,轻轻摆动铅丝,读出测厚仪显示的最小读数并记录。
根据拆机时的径向通流间隙数据和汽封磨损情况分析,本机组在正常运行时,整个转子轴心处于左下方位,形成了整个汽封圈左侧和下部间隙大,其余方位间隙偏小的间隙状态。因此我们径向间隙调整时左侧及下中执行标准的中上限,右侧及上中执行标准的中下限。
A-叶顶处轴向间隙;
B-叶根处轴向间隙;
C-叶轮处轴向间隙;
E-叶轮处E 间隙;
H-级后叶根处轴向间隙;
D1-复环汽封径向间隙;
F-复环汽封轴向间隙。
本机组的死齿为E 齿,因此我们在半实缸状态下第一次调整径向间隙值时以E 间隙值和隔板洼窝中心合格作为调整目标,这部分数据的上下调整通过加减隔板(套)挂耳及汽缸猫爪垫片来实现;当左右调量大于0.50mm 时采用补锉(一面修锉,一面补焊)隔板(套)底部立键的方法;左右调量小于0.50mm 时通过调整隔板挂耳高度来实现。此处进行调整时需注意E 齿严禁打磨。

图3 隔板洼窝中心
水平方向的偏差是左右间隙差的一半,即(a-b)/2,垂直方向的偏差是下部间隙与左右间隙平均值之差c-(a+b)/2,根据偏差调整隔板洼窝中心。
当E 间隙值和隔板洼窝中心合格后,我们再对叶顶汽封、隔板汽封以及轴封间隙逐级进行调整。汽封间隙过小时,可车镟齿,也可在汽封块小背弧内侧钉样冲痕,但痕高不得大于0.3mm,个别齿间隙可修刮。汽封间隙过大时,车镟小背弧内侧,但小背弧厚度不得小于2mm,车镟的汽封块应修刮毛刺,并修锉端面与车镟量相同,汽封退让间隙因钉扁铲痕后小于设计值时可车镟大背弧,大背弧厚度不得小于3mm。在对汽封块进行加工的过程中,因为采用压铅丝法进行测量得到的数据很精确,所以最好外委专业数控机床进行精加工,尽量保证一次调整到位,以节约检修时间。
扣缸之前在外缸四个猫爪处、高压后轴封套处、中压后轴封套处均架百分表监测缸体下沉量。扣缸之后, 受上缸重量影响,猫爪处产生弹性变形,四个猫爪处均显示缸体下沉量为0.1-0.13mm,前、后轴封套处因汽缸垂弧影响,显示缸体下沉量为0.15-0.20mm。吊走上缸后,百分表示数均回到原位。
全实缸状态时下半径向通流间隙数据(调节级、中间汽封、轴封)比半缸状态下小0.3-0.5mm。对全实缸状态下下半部分径向通流间隙比半缸状态下小进行分析。本机组高中压内缸在自由状态下汽缸结合面有张口,热紧1/3 螺栓后张口消除。空缸状态下对消除内缸张口时内下缸的变化量架百分表进行实测,内缸螺栓热紧消除张口间隙后, 下内缸前后两端处上抬0.15-0.25mm,调节级处上抬0.4-0.5mm,且用平尺测得下内缸结合面两端处间隙为0.2mm 左右,调节级处间隙为0.5mm,二者情况一致。所以认为全实缸状态时下半径向通流间隙数据与半缸状态下的差值应该为消除的内缸张口值。
根据实际测量的数据进行修正,对汽缸下沉量和汽缸张口值综合进行考虑,最终对高中压缸整体进行调整,保证全实缸状态下压铅丝测得的径向通流间隙合格。然后采用滚胶布法模拟全实缸状态通流间隙。第一次做全实缸滚胶布试验时,应取间隙标准的上、下限两个数据不同厚度的胶布,贴于汽封齿上,贴处应清理干净,将胶布贴实。在合缸后,按旋转方向将转子盘动,吊起上隔板,记录上半隔板、轴封、叶顶汽封胶布蹭印;吊起转子,记录下半隔板、轴封、叶顶汽封胶布蹭印。然后根据接触情况进行最终微调,最终再使用贴胶布法进行全实缸通流间隙验收,胶布厚度为间隙标准值下限-0.1mm。胶布应无印或者有轻微蹭印,确认径向通流间隙合格。
2.4 通流间隙调整优化效果
经过对传统常规的通流间隙调整方案及工艺进行优化和改进后,本次检修通流间隙调整只进行了两次全实缸试验便完成了调整任务且通流间隙全部合格,大大减少了检修任务,提高了效率,使得检修任务提前5 天完成,且机组一次冲转成功。采用新的工艺和方法,汽轮机效率和机组热耗也有进一步的改善,效果良好。如表1 所示。

表1 机组检修前后热力性能指标比较
3 结论
3.1 本文通过对汽轮机径向通流间隙测量方案进行优化改进,采用半实缸结合模拟全实缸状态调整方案,压铅丝法测量和贴胶布法验证相结合的方法,大幅缩短检修工期,能够有效提高检修工作的质量和效率。
3.2 进行通流间隙调整时,不必过度追求通流径向间隙执行标准下限。对本机出现的汽封磨损偏心情况进行针对性的调整方案,径向间隙调整时左侧及下中执行标准的中上限,右侧及上中执行标准的中下限,使机组的运行更加安全高效。以上控制措施为其他同类型机组的汽封磨损偏心问题提供了一定的借鉴意义。
3.3 对与内缸在机组运行中发生变形产生张口这一普遍性问题,在有条件的情况下进行加工,保证缸面水平。在不具备加工条件时,若热紧螺栓可消除张口,那么在进行间隙调整时需提前考虑消除张口值对间隙值的影响,避免通流间隙超限。
