激光打点对镀锌钢板激光飞行焊的影响研究
2021-04-21吴黎吴欢辉李荣李小春
吴黎,吴欢辉,李荣,李小春
激光打点对镀锌钢板激光飞行焊的影响研究
吴黎,吴欢辉,李荣,李小春
(广汽菲亚特克莱斯勒汽车有限公司 产品工程技术中心,湖南 长沙 410082)
文章以广汽菲克焊装车间为背景,介绍了激光飞行焊技术及镀锌钢板常见焊接缺陷与工艺优化措施。通过金相分析及配对T检验方法,验证预先激光打点工艺对车门激光飞行焊焊接缺陷的显著影响。试验结果表明,激光打点可以在95% 置信区间减少(2.706,4.361)个焊接缺陷。T检验统计技术替代破坏性试验,通过对试验数据进行有效分析,在焊接工艺优化中得到越来越多的应用。
激光飞行焊;激光打点;金相分析;配对T检验
前言
镀锌钢板因其良好的抗腐蚀性能在汽车制造中应用广泛,其表面低熔点、低电阻率的锌层,使得电极烧损较快,焊接时金属气化严重,影响熔核的形成和焊接质量的稳定性[1]。激光焊接由于焊接速度高、单位热输入量少、锌层损耗低等优点逐步被认为是镀锌钢板最有前途的焊接方法[2]。近年来,越来越多的自主汽车品牌也都建立了激光焊接生产线,如众泰汽车,北汽福田等车门线都采用了激光飞行焊技术[3-4]。
激光焊接速度极高,镀锌钢板贴合面处的锌层极易气化,形成的锌蒸气被压入熔池内部形成气泡,使焊缝形成气孔、飞溅、未熔合等缺陷,外观质量及焊缝性能均变差[2]。本文围绕镀锌钢板激光飞行焊常见缺陷及工艺优化方法, 重点研究了激光打点对车门激光飞行焊焊接质量的影响,运用配对T检验方法验证了激光打点对焊接缺陷数量的显著性影响。
1 镀锌钢板激光飞行焊技术介绍
1.1 激光飞行焊介绍
激光飞行焊即激光机器人的扫描焊接,机器人携带的激光工作头通过振镜进行高速扫描,不接触工件的情况下完成高速焊接[5]。激光飞行焊具有生产效率高,焊缝灵活,焊接搭接面小,变形量小等优点[3-5]。激光飞行焊通常在激光房完成,由房体、安全防护(光栅、扫描仪)、监控系统、进风口、除尘口、观察窗、维修安全门、进出件快速开关门、光纤悬挂系统等组成,房体大小根据实际工装夹具、机器人臂长、工艺布局等因素决定[3]。图1为广汽菲克车门激光飞行焊系统。

图1 车门激光飞行焊系统
1.2 镀锌钢板激光飞行焊常见缺陷及工艺优化
激光飞行焊接时,零件结合状态及配合间隙、激光功率、焊接速度、激光聚焦状态、起弧及收弧参数设置等都会影响镀锌钢板焊接质量。镀锌钢板激光飞行焊常见的焊接缺陷如:气孔、飞溅、焊渣、穿孔、未焊透、未熔合、开裂等。图2为本司车门线激光飞行焊常见焊接缺陷。

图2 车门线常见激光飞行焊接缺陷
生产中,镀锌钢板激光焊接采用搭接接头较为常见,减少锌层蒸发和改善锌蒸气的排出是提高镀锌钢板激光焊接质量的根本途径。湖南大学张屹总结了提高镀锌钢板激光焊接质量的工艺措施,包括板激光填丝钎焊、脉冲激光焊接、双光束激光焊接、添加元素法、板间间隙法、开排气孔法、吹送保护气体、立焊、激光束的来回摆动焊接以及焊前预先去除焊缝处的锌层等方法[2]。
本司引入菲克集团激光飞行焊生产线,通过预先激光打点改善焊接质量。由于激光打点需额外投入激光房设备,且需要增设一道工序进行取件及重新装夹,现场班组及工厂提质降本小组对于新项目是否配备激光打点设备及激光打点对焊缝质量的作用存在较大争议。基于目前国内对于打点工艺的研究较少,特拟定课题对此进行研究,选取自由光右前门内板焊接线进行相关验证。
2 激光打点对焊接质量影响实验分析
广汽菲克车门线激光飞行焊系统使用意大利COMAU机器人及德国通快激光源,自由光车门内板为MS-6000
2.1 焊缝金相分析
生产准备预先激光打点与未打点右前门内板各一套,完成内板与窗框及玻璃导槽金属支架等小件焊接。各选取3个位置焊缝切割样件送理化实验室进行金相分析。样品A都预先进行激光打点,样品B未打点。实验结果如图4及表1所示。
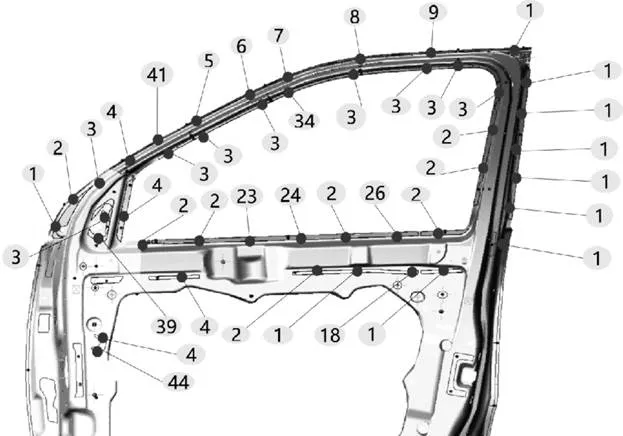
图3 右前门内板焊点分布

图4 样品焊接处横截剖面金相照片 10×
表1 样品1#,3#,5#金相试验结果
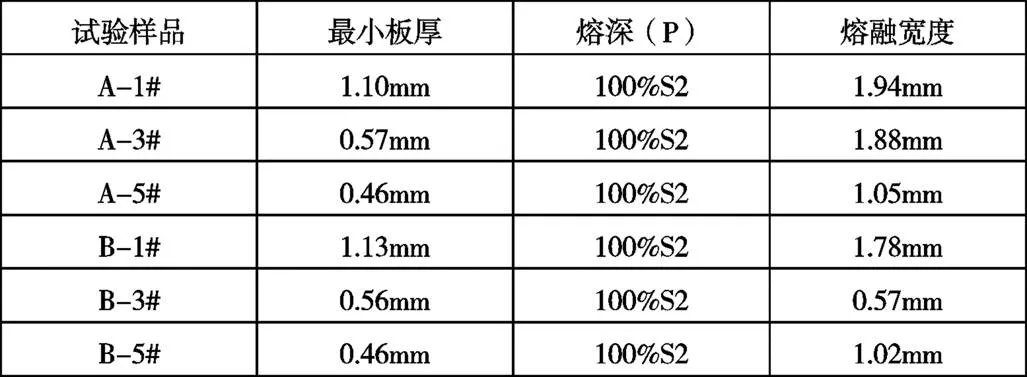
从金相结果来看:所有样品熔深及熔宽都在标准范围内,样品A-1#&B-1#激光焊接方向和板材角度偏差较大,焊缝凹陷较深。样品B-3#可见基材烧穿。样品A-5#&B-5#无明显缺陷。总体来看,样品A样品状态稍好于样品B,基于样品量过少,且其他影响因素不确定,单个车门焊接样件金相分析无法给出明确结论。
2.2 配对T检验分析
金相分析验证激光打点的影响需要进一步扩大样本量,由于样品准备需要对车门进行切割,属于破坏性试验,成本较大。考虑从统计学角度出发,对比两种工艺产生的焊接缺陷数量,运用假设检验方法来判定预先激光打点对焊接缺陷是否存在显著性影响。

图5 激光打点(左)与未打点零件(右)
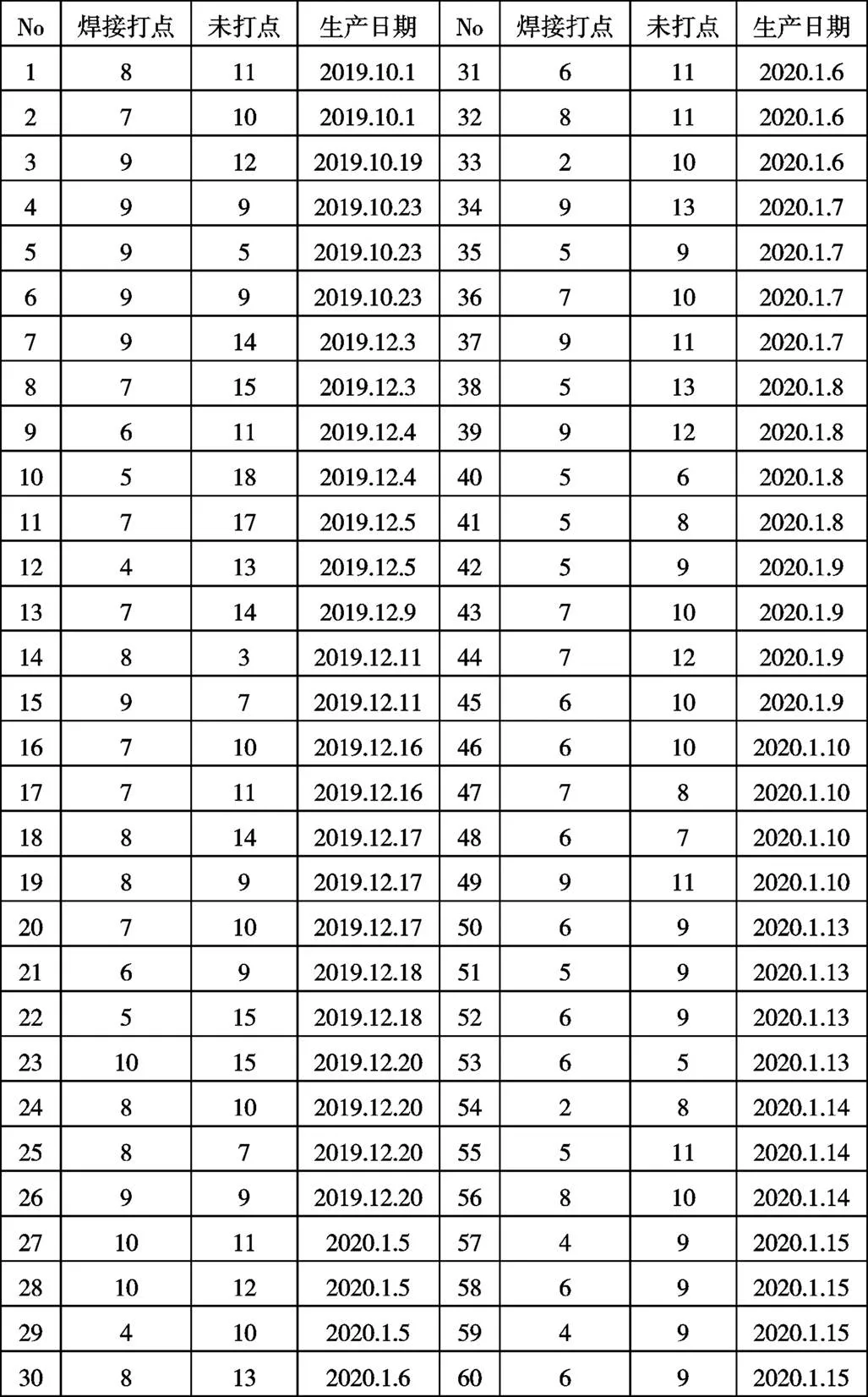
制定实验条件如下:同班次同批次零件同时进行预先激光打点与不打点两种工艺(图5),记录焊后缺陷状态及数量,不可抽取首件,抽样结果以检查记录表反馈。实际抽取视当日生产进行调整,焊点缺陷数据统计结果如表2所示:
表2 激光打点与未打点缺陷数量
假设检验亦称“显著性检验”,是根据问题需要对所研究的总体作某种假设,记作H0。选取合适的统计量,这个统计量的选取要使得在假设H0成立时,其分布为已知。由实测的样本,计算出统计量的值,并根据预先给定的显著性水平进行检验,给出拒绝或接受假设H0的判断。由于验证样件为同班次同批次零件,默认试验条件仅为激光打点与未打点的差异,且不同班次间工艺条件相近,考虑采用配对T检验方法进行分析。
(1)假设检验的第一步是建立假设,建立两个假设如下:
原假设H0:_差=0;
备择假设H1:_差≠0(_差:打点与未打点缺陷差值的均值)。
(2)计算检验统计量。
根据表2记录焊接缺陷数据,利用Minitab软件计算得到如下表3描述性统计量数据:
表3 描述性统计量

计算得出_差的95% 置信区间:(-4.361, -2.706),P 值 = 0.000。
所谓P值就是当原假设成立时,出现目前状况的概率。利用P值和给定的显著性水平可以建立如下判断法则[6]:
若P≤值,则拒绝原假设H0;若P>值,则保留原假设H0。
一般设置显著水平=0.05,根据上述计算结果可知,P值小于显著水平0.05,否定原假设H0,即_差≠0,说明激光打点与未打点焊点缺陷数均值存在显著差异,并且95%的置信度可认为激光打点比未打点会少产生(2.706,4.361)个焊接缺陷。
预先在钢板表面激光打点形成凸点,可以增大搭接两层钢板间隙,从而使中间镀锌层产生的蒸气快速从间隙中排出,如图6所示[7]。凸点高度的设置影响板间间隙的大小,最终影响焊接过程及焊接稳定性。凸点高度需根据实际情况不同而定,如:镀层厚度、母材厚度、焊缝长度、激光束参数、焊接速度等。通过持续工艺优化,本司凸点高度目前控制在0.03mm~0.05mm。
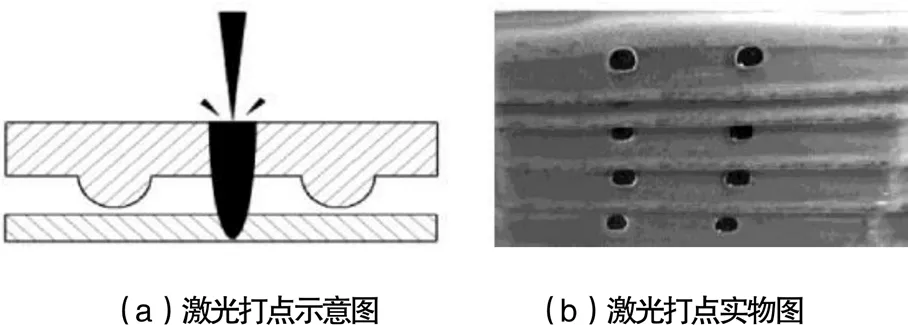
图6 激光打点图示
3 结论
激光飞行焊接由于其诸多的优势目前已经在越来越多的主机厂得到应用,镀锌钢板的激光焊课题也不断得到整车厂工艺人员及高校研发人员的探讨及持续优化。本司研究课题表明,激光打点对激光飞行焊焊接质量有显著影响,能极大的减少焊接缺陷数量,提高焊接质量稳定性。本文试验采用的配对T检验方法是一种非常有效的分析工具,对焊接过程的工艺优化具有很好的指导作用。
[1] 李晓娜,许先果,边美华.激光焊接在汽车工业中的应用[J].电焊机,2006,36(4):47-49.
[2] 张屹,李时春,金湘中,陈根余,梅丽芳.镀锌钢板激光焊接关键技术研究[J].激光与光电子学进展,2010,47(07):33-41.
[3] 胡德志,周帅帅.激光飞行焊技术在汽车车身上的应用[J].激光飞行焊技术在汽车车身上的应用. 2019.(12):60-61+67.
[4] 姜海涛.激光飞行焊技术在汽车焊接领域的应用[J].金属加工(热加工). 2017,(16):10-12.
[5] 张妍.激光焊接在白车身上的应用现状[J].电焊机.2016.346(3): 122-126.
[6] 杨春,T检验统计技术在拉伸试验质量控制中的应用[J].酒钢科技. 2015,(4): 94-98.
[7] 李旭,镀锌钢板的激光焊接工艺研究[J].工艺与新技术.2016.145 (1):49-51.
Study on influence of laser dot on laser flight welding of Galvanized Steel
Wu Li, Wu Huanhui, Li Rong, Li Xiaochun
(PETC, GAC FIAT CHRYSLER Automobiles Co., Ltd., Hunan Changsha 410082)
With the background of the body shop in GAC FIAT CHRYSLER Automobiles Co., Ltd., laser flight welding technology of galvanized steel plate and common welding defects and process optimization measures are introduced. By means of metallographic analysis and paired T test, the significant influence of pre-laser dot technology on the defects of laser flight welding was verified. The results show that the laser dot can reduce the welding defects (2.706,4.361) in 95% confidence interval. Instead of destructive test, t-test statistical technique has been used more and more in welding process optimization through effective analysis of test data.
Laser flight welding; Laser dot; Metallographic analysis; Paired T-test hypothesis
10.16638/j.cnki.1671-7988.2021.07.043
U466
B
1671-7988(2021)07-136-04
U466
B
1671-7988(2021)07-136-04
吴黎,硕士,中级工程师,就职于广汽菲亚特克莱斯勒汽车有限公司产品工程技术中心,从事白车身下车体研发工作。
