GOST压力容器规范介绍
2021-04-19姬生允
龙 杰 姬生允
(二重(镇江)重型装备有限责任公司)
随着我国“一带一路”发展倡议的提出和推动,“一带一路”沿线国家秉承和平合作、开放包容、互学互鉴、互利共赢的理念,在铁路基建、农林牧渔业、旅游业及石油化工等领域取得了令人瞩目的成绩。 压力容器作为石油化工产业的重要组成部分,“一带一路”倡议不仅提升了各国压力容器的需求,也为我国压力容器制造企业提供了非常难得的新平台。 作为“一带一路”倡议的友好合作伙伴,近年来俄罗斯、哈萨克斯坦等国家进口我国的压力容器日益增多。
压力容器在出口海关联盟国家时,需按照海关联盟技术法规CU TR 032/2013的要求进行强制性认证,海关联盟CU-TR证书标志为EAC,所以也称为EAC认证。 压力容器在海关联盟国家销售、安装和使用前,必须获得EAC认证,压力容器EAC认证是压力容器符合海关联盟技术法规的唯一证明,是制造商打开并进入俄罗斯等海关联盟国家市场的护照,海关联盟成员国目前包括俄罗斯、白俄罗斯、哈萨克斯坦、吉尔吉斯斯坦和亚美尼亚,出口海关联盟国家的压力容器在文中简称为GOST压力容器。目前,从中国出口的GOST压力容器主要采用两种建造方式: 一种是按照ASME+GOST规范建造,采用ASME材料,另一种是按照GB+GOST规范建造,采用GB材料。
笔者对GOST压力容器技术法规和设计规范进行简要介绍,并罗列出它与GB、ASME压力容器标准在设计、制造、检验、验收方面的差异。
1 GOST压力容器标准简介
GOST压力容器技术法规为CU TR 032/2013,该法规中主要规定了以下内容:
a. 明确了法规监察范围。
b. 规定了设备制造商提交用户文件。
c. 根据设备的压力、容积、公称直径和工作环境下的气体类别确定的危害级别将容器分为Ⅰ、Ⅱ、Ⅲ、Ⅳ类,根据容器类别的不同规定了6种不同的认证申报方案。
d. 认证所需技术文件清单。 安全案例;容器证书;安装和操作指南(说明);整套项目文件;容器工艺能力和强度计算书;工艺规程和工艺流程信息(所用材料、半成品、元器件、焊接材料资料);焊接、热处理和无损检测的方法及其结果;所进行试验和检测的结果;来自制造商或认证机构的容器测试报告;确认执行材料和部件的合格评定程序的文件;质量管理体系认证证书;与本项目使用相关的标准清单;证明制造商专家和人员能力的文件;其他可直接或间接证明该容器符合本技术法规要求的文件。
GOST 压力容器主要设计规范为GOST 34347—2017和GOST 34233.1~12—2017。 GOST 34347—2017主要规定了适用容器范围、材料、制造、检验要求,与GB/T 150内容比较一致,值得一提的是,其中规定了另一种分类方法,根据设计压力、容器壁温、介质组别的不同将容器分为1~5类,旨在确定不同类型的容器制造、检验要求的区别, 与TSG 21—2016固容规中容器的分类相似。 GOST 34233.1~12—2017主要为具体容器强度计算规范和方法。
2 设计
2.1 许用应力取值
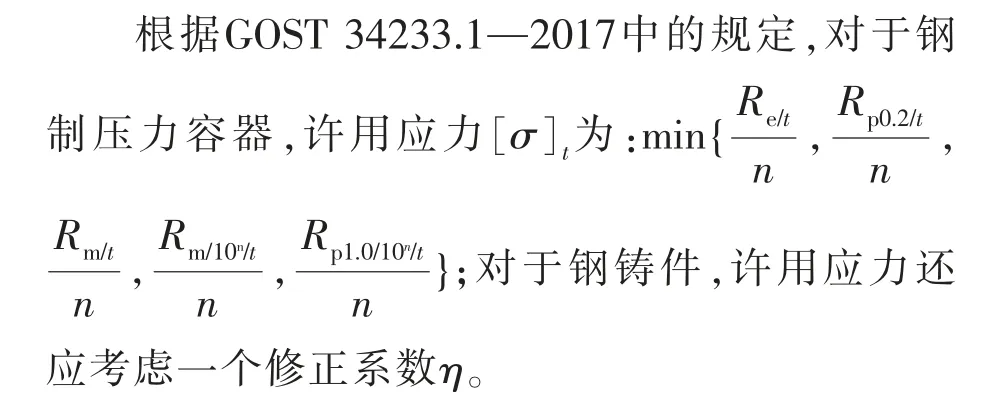
GOST许用应力值计算方法与GB、ASME相似,安全系数n的取值与GB、ASME有所不同。许用应力取值的决定性因素均在于安全系数,安全系数是保障压力容器运行安全可靠和经济合理的重要因子,各国根据自身压力容器发展史均形成了满足自身压力容器体系的安全系数,详见表1。
由表1可以看出, 标准GOST 34347—2017中抗拉强度安全系数最低,对于许用应力由抗拉强度决定的碳钢和低合金钢,就意味着同类材料在GOST标准中材料许用应力取值比GB、ASME标准中的高;而对于许用应力由屈服强度决定的奥氏体不锈钢,GOST、GB、ASME标准中许用应力的取值是基本一致的。
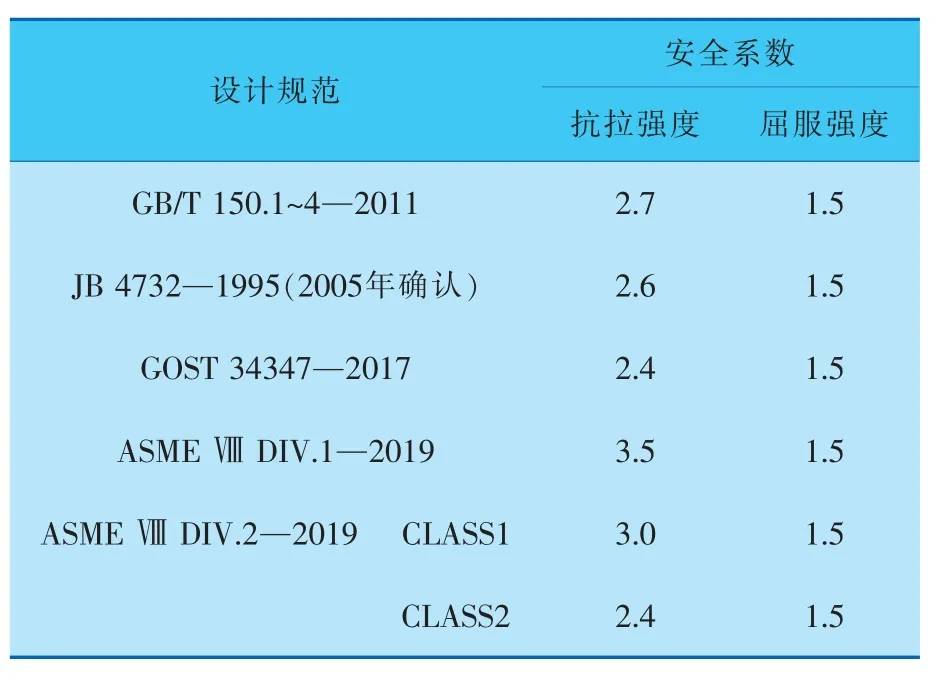
表1 中、俄、美压力容器材料安全系数
2.2 材料UT检测要求
材料作为压力容器建造的重要基础,对压力容器原材料的检验尤为关键,归纳对比分析各国设计规范中的强制性UT检测要求见表2。

表2 中、俄、美压力容器材料UT检测要求
2.3 壳体及开孔补强计算
根据GOST 34233.2—2017的规定, 内压筒体、内压标准椭圆封头、内压球形封头的计算公式与GB/T 150.3—2011 中的一致, 与ASME ⅧDIV.1—2019中的略有区别。 GOST压力容器材料许用应力安全系数比GB、ASME小,从这里可以看出,凡是通过GB计算的内压筒体、内压标准椭圆封头、内压球形封头均能够满足GOST压力容器强度计算要求。
GOST 34233.3—2017中开孔补强的计算是基于极限平衡推导的计算公式,与GB/T 150中的等面积补强法、 分析法补强和ASME ⅧDIV.1—2019中的等面积补强法、压力面积法有很大的区别,因此采用GOST复核验证时应重新进行开孔补强计算。
2.4 GOST不同的补强管削边结构
图1a、b均为补强管与接管或法兰直边的连接结构。GB和ASME均采用图1b所示的削边结构,GOST 34347—2017中给出了两种结构,对于图1a所示的倒圆角结构, 规定l不得小于S, 且不小于20mm,倒角r不得小于S2-S;对于图1b所示的削边结构,削边角度α不得超过20°。
图1 补强管与接管或法兰直边的连接结构
3 制造、检验、验收
3.1 制造公差
根据GOST 34347—2017的规定,容器制造公差符合表3的要求。
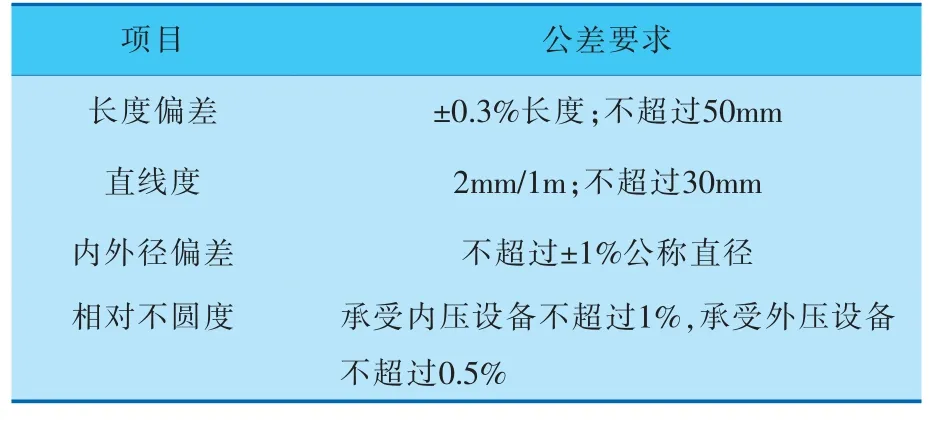
表3 GOST压力容器制造公差
3.2 焊接
按照GOST 34347—2017的规定,所有在容器制造厂内完成的焊接应保持焊接温度在0℃以上;若焊接在室外进行, 应避免直接暴露在雨雪、大风天气下,焊接温度应按GOST 34347—2017中表11进行选择。 焊接前坡口打磨宽度不小于20mm,电渣焊坡口打磨宽度不小于50mm, 打磨边缘不得有锈迹、水垢、油污和其他污染,还应进行目视检测,不得存在金属缺陷、裂纹、分层。 焊缝对口错边量应满足表4的要求。
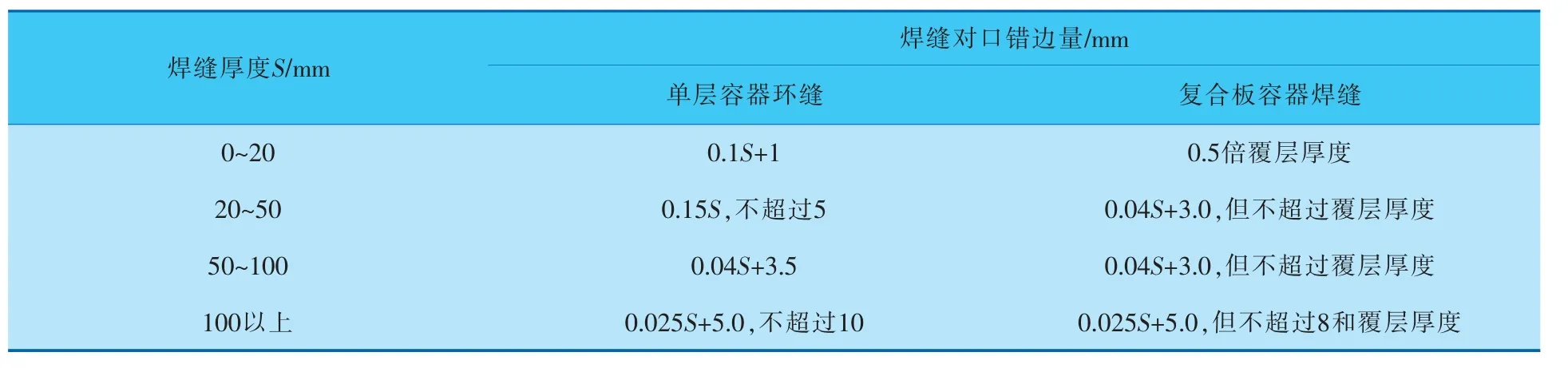
表4 GOST 压力容器焊缝对口错边量
3.3 GOST热处理要求
GOST热处理要求如下:
a. 滚压、冲压成型的碳钢或低合金钢制圆筒或圆锥,当变形率超过5%时应进行恢复力学热处理;
b. 冷冲压或冷旋压成型的碳钢或低合金钢制封头或其他元件应进行恢复力学热处理;
c. 厚度大于36mm的碳钢、厚度超过30mm的低合金钢、 厚度超过38mm的Mn-Si钢经焊接或冲压、扩张成型后均应进行热处理;
d. 用于应力腐蚀环境下的钢经焊接或冲压、扩张成型后均应进行热处理。
3.4 液压试验压力
GOST 34347—2017中液压试验压力计算方法与GB中的基本一致, 与ASME中的相差较大,具体见表5。
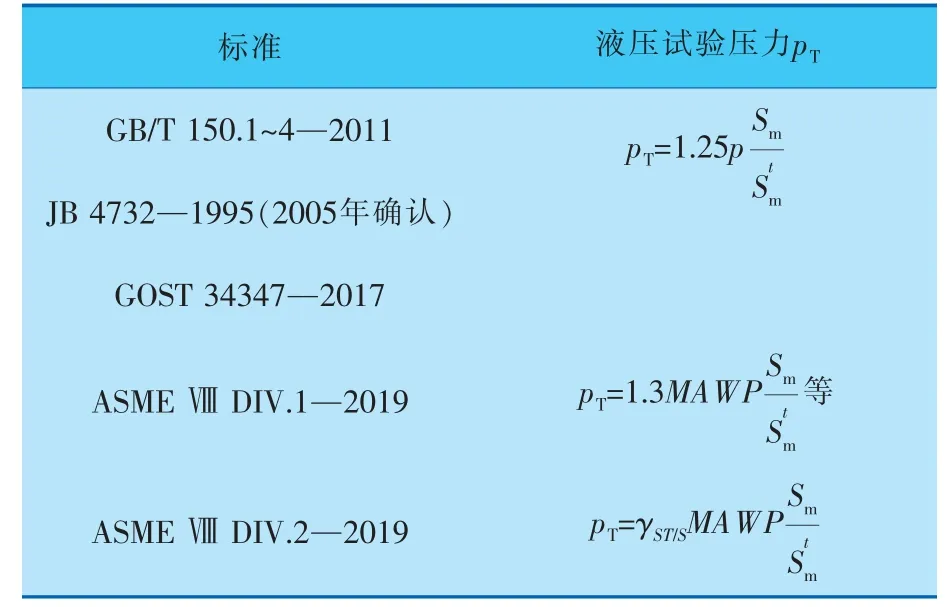
表5 中、俄、美压力容器液压试验计算公式
4 结束语
主要简单介绍GOST技术法规和设计规范内容, 让大家对GOST压力容器规范有一定的认识,对GOST压力容器认证有所帮助。 另从设计、制造、检验、验收方面对比分析GOST、GB、ASME标准,指出了较为重要的差异点,通过列表的方式让大家更为直观地了解GOST设计规范, 供设计人员学习, 旨在对日后GOST压力容器设计提供帮助。