500MPa 级热基板镀锌产品生产工艺的研究
2021-04-19魏东华唐嘉悦
魏东华,唐嘉悦
(承德承钢钒钛冷轧薄板有限公司,河北 承德 067000)
随着公路、铁路产业的快速发展,厚规格热轧镀锌板在建筑钢构业、制造业、仓储等行业有着良好的发展前景。厚度2.0mm 以下规格的热轧镀锌板在国内和国际都较为普遍,其生产工艺也较为成熟。但2.5 mm 以上规格的基本无经验可以借鉴。以热轧带钢为基板的热镀锌产品具有生产成本低、可生产厚规格3.0mm 以上产品等优势,且这些优势是冷基热镀锌板较难具备的。因此,在一些市场中,如建筑结构件、高速公路护栏、仓储等领域,热基镀锌占有一席之地[1],有良好的发展空间且正在逐渐取代价格较高的冷轧镀锌板。
1 试验材料与研究方向
试验材料为S500GD+Z 钢种,钢板厚度3.0mm,宽度1500mm,锌层厚度为Z275,其化学成分要求和力学性能要求如表1、表2 所示。

表1 S500GD+Z 化学成分要求

表2 S500GD+Z 力学性能要求
本文以承钢热基镀锌机组为研究对象,分别从焊接工艺、退火工艺、气刀工艺、光整钝化工艺等方面进行了介绍和分析,对于镀锌生产工艺的制定具有理论指导意义。
2 焊接工艺
随着镀锌工艺的快速发展,对带钢焊缝的质量要求也越来越高。承钢镀锌线从武汉凯奇引进一台GD-10C-1630型固体激光对接缝焊机。该焊机采用固体激光器,最大焊接功率10KW,焊接规格1.0mm~6.0mm,具有焊接速度快,焊缝质量优良,设备操作简便,操作方式多样化(手动、半自动和全自动方式)等特点。以S500GD+Z 钢种为例,对其不同规格进行试焊,调整焊接功率、焊接速度、离焦量等参数,并在实际生产过程中不断积累经验,最后得出一套理想的焊机的工艺参数,并维护到焊机数据库。表3 为不同规格S500GD+Z 钢种的焊接参数设定表。
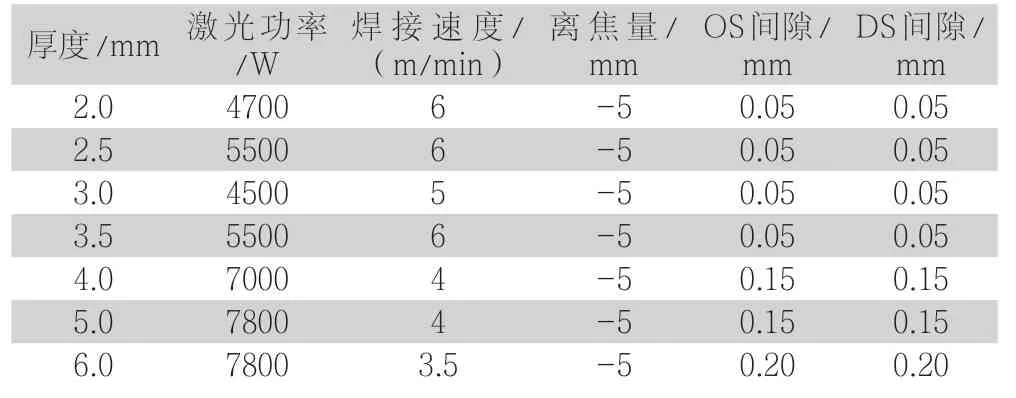
表3 焊接参数设定表
3 退火工艺
退火工艺是热镀锌板生产中的核心工艺,退火工艺直接影响镀锌板的力学性能,而退火炉是实现退火工艺的核心设备[2]。承钢热基板镀锌线于2019 年6 月开始调试,采用斯坦因卧式退火炉,炉子总长(不包括穿带棒平台)接近127m;宽度7800mm;高度10m。退火炉分为无氧化加热段(NOF)、辐射管加热段(RTF)、辐射管均热段(ESF)、喷射冷却段(JCS)和带有张紧辊的出口段(HBS)。退火炉的工艺参数要求如表4 所示。

表4 退火炉工艺参数要求

表5 SGH340+Z 退火制度
在分析了热镀锌退火过程特点的基础上,通过实验方法得出不同钢种退火过程作用的机理,大致确定退火工艺,然而该退火工艺制定与实际生产过程还是有一定的差距,需要在实际生产线进行不断验证。针对退火工艺制定与退火温度的控制问题,通过不断地调试积累经验并和理论知识相结合,优化各段退火温度,以3.0mm S500GD+Z 为例,工艺段速度48m/min,得出最佳的退火制度(如表5 所示),并实现量产。

表6 气刀开口度调节标准
4 气刀工艺
气刀采用悬挂安装于锌锅之上,其主要功能是应用流体冲击学的原理,去除带钢从锌锅中带出的多余锌液,控制镀层厚度[3]。主要设备有沉没辊、稳定辊、矫正辊、气刀等。其简图如图1 所示。

图1 气刀设备构造简图
镀层厚度控制主要通过调节气刀距带钢的距离、气刀压力和气刀距锌液面的高度来实现。其他辅助功能如锌层边部控制装置、刀唇清理装置等均是围绕如何获得较好的表面质量而进行的。承钢热基板镀锌线采用韩国POSJET 气刀,喷射介质采用压缩空气。该气刀不能在线进行气刀开口度的调节,故开口度也是影响锌层表面均匀性的重要因素。通过实际生产过程中经验累计,气刀开口度的不断优化,气刀开口度调节按表6 的数据进行调整。以3.0mm S500GD+Z,锌层Z275 为例,气刀控制参数如表7 所示。

表7 气刀控制参数
5 光整钝化工艺
本机组工艺采用四辊式光整机,传动方式为上下支撑辊传动,由普锐特公司设计,具体设备参数如表8 所示。
镀锌线光整机采用湿光整形式,在光整机入口侧板面上下喷淋脱盐水+光整液,清洁轧辊和钢带表面,减少轧辊光整后的辊印。光整机工作辊采用毛化辊,恒轧制力控制,轧制力2500KN~3000KN,过焊缝模式为轻开模式。

表8 四辊式光整机的相关参数
钝化辊涂机是四辊立式辊涂式设计,辊涂机可以在垂直带钢运行方向正向或反向涂敷钝化液,采用三价铬盐钝化。带有两组安装在独立框架上的辊式上下涂头,每组涂头带有1 个涂敷辊和1 个蘸料辊,分别由传动电机驱动[4]。其设备构造图如图2 所示。涂敷辊和蘸料辊的位置和平行度调整通过步进电机驱动丝杠实现。两组涂头都有液压缸驱动的快开装置,焊缝通过时可快速打开涂头。

图2 辊涂机设备构造简图
6 结语
本文对热基镀锌机组镀锌工艺进行了介绍和分析。以500MPa 级S500GD+Z 钢种为研究对象,在生产过程中不断总结研究,对各种变量因素及其相互影响进行全面考虑和分析,制定更为优化的工艺参数,不断提高热基镀锌板的表面质量,为市场提供更为优质的镀锌板材。
