DCS系统折线表控制方案在硫酸热回收系统中的应用
2021-04-19苏春霞皮良年
苏春霞,康 健,皮良年,刘 亭
(湖北大峪口化工有限责任公司,湖北 钟祥 431910)
0 引言
在企业环保意识日益增强,节能减排、资源再利用成为第一话题的背景下,化工生产过程中采用集散控制系统(DCS)已经成为主流趋势。DCS 系统集分散式仪表控制系统和集中式计算机控制系统的优点于一身,具有技术先进、操作简单等特点,使用成本较低[1]。
笔者研究DCS 系统在化工生产中的应用情况,重点研究其在硫酸低温余热回收(HRS)塔中硫酸浓度分析中的应用。以横河DCS 控制系统为平台,利用折线表控制方案,建立一个温度-电导率随动控制系统,根据HRS 酸管线中浓硫酸的温度和电导率变化,对硫酸浓度分析折线表进行分析,得出结果。这一结果可以直接、有效地监测HRS 塔的热回收情况,也可以检测HRS 系统中硫酸管线是否有泄漏情况,以保证HRS 系统的热回收效率、减少排放,同时也对设备起到了良好的监视作用[2]。
1 硫酸热回收系统简介
硫酸热回收系统主要由HRS 塔、酸循环泵、锅炉及稀释器4 台设备组成。该塔装有上下两级填料层,下一级填料层的上塔酸是温度220 ℃、w(H2SO4)99%以上的硫酸,上一级填料层的上塔酸则是与传统吸收工艺浓度和温度相似的硫酸,以确保三氧化硫吸收率。两股酸都从塔底流入与塔相连的泵槽,然后由酸循环泵送入锅炉,生产0.3~1.0 MPa 饱和蒸汽。由于硫酸吸收SO3后浓度增加,需通过稀释器加水以维持浓度,稀释后的循环酸回到热回收塔的下一级填料层。由于热回收塔上一级填料层加入的硫酸、吸收SO3后产生的硫酸以及热回收塔下一级填料层循环多余的高温硫酸需串出系统外,一般采用加热器和预热器来冷却该串出酸,用此热量加热锅炉给水和进除氧器的脱盐水。硫酸热回收系统带蒸汽喷射流程,通过在热回收塔入口气体烟道喷入部分低压蒸汽,使蒸汽中的潜热进入循环酸后再转移到锅炉产生的中压蒸汽中,从而实现低压蒸汽向中压蒸汽的热量传递。高效热回收系统则是将中压蒸汽的热量传递到高压蒸汽中去,在常规热回收工艺上增加一个中间汽包,用出锅炉的中压蒸汽直接加热高压蒸汽锅炉给水,将锅炉给水温度提高到中压蒸汽饱和温度[3-6]。
硫酸热回收系统工艺流程示意见图1。

图1 硫酸热回收系统工艺流程
2 横河DCS 系统折线(FUNC-VAR 块)表控制方案
可变折线函数块(FUNC-VAR) 的功能块见图2。

图2 可变折线函数块(FUNC-VAR)的功能块
FUNC-VAR块执行将适合于所设定折线的X坐标的输入信号变换为折线Y坐标值的运算处理。变换值乘以增益(GAIN) 值就成为运算输出值(CPV)。即CPV=GAIN×可变折线函数输出。
FUNC-VAR 块的参数设定:区间数(SECT),1~14;X坐标(输入端),输入信号由工业单位数据设定X01~X015(1~折线分割数+1个);Y 坐标(输出目标),运算输出值(CPV)由工业单位数据设定Y01~Y015(1~折线分割数+1个)。
该折线坐标的设定,由操作监视功能或者其他的功能块来进行。
8份分割的可变折线函数范例见图3。
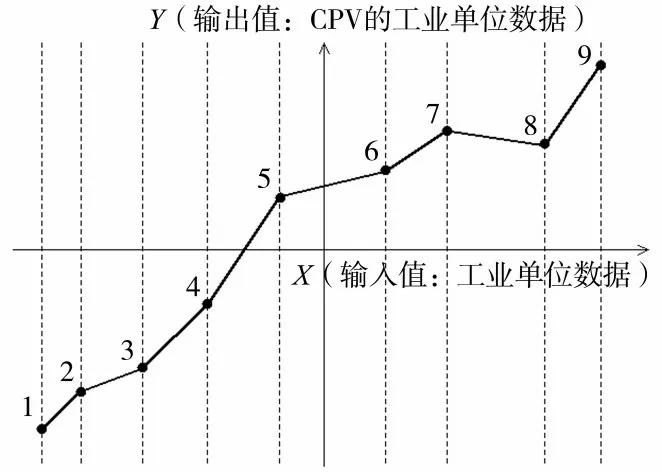
图3 8份分割的可变折线函数范例
3 温度-电导率随动控制系统
以孟莫克公司给出现场分析仪对照折线表(见表1)为依据,现场分析仪最近温度点T1,对照表1中系数R1,然后再以分析仪表输出的电导率值乘以R1 得到对照电导率,最后通过表2 得出硫酸在热回收系统中的质量分数。根据上述折线表控制原理,在HRS热回收系统中的硫酸管线上执行温度-电导率随动控制方案。
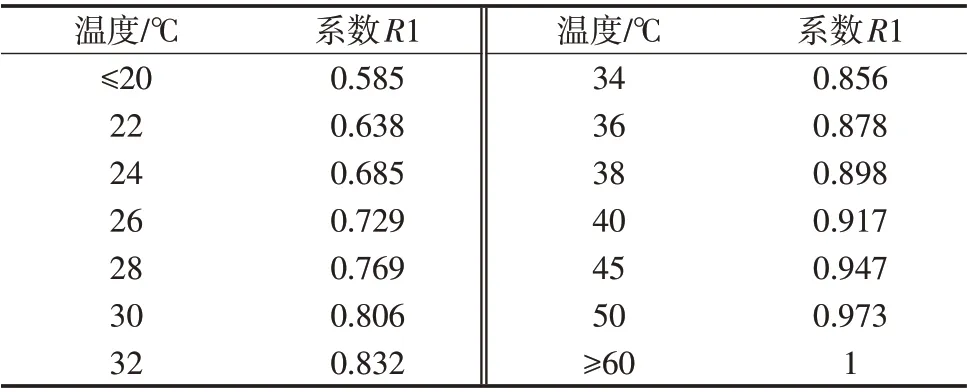
表1 温度与系数
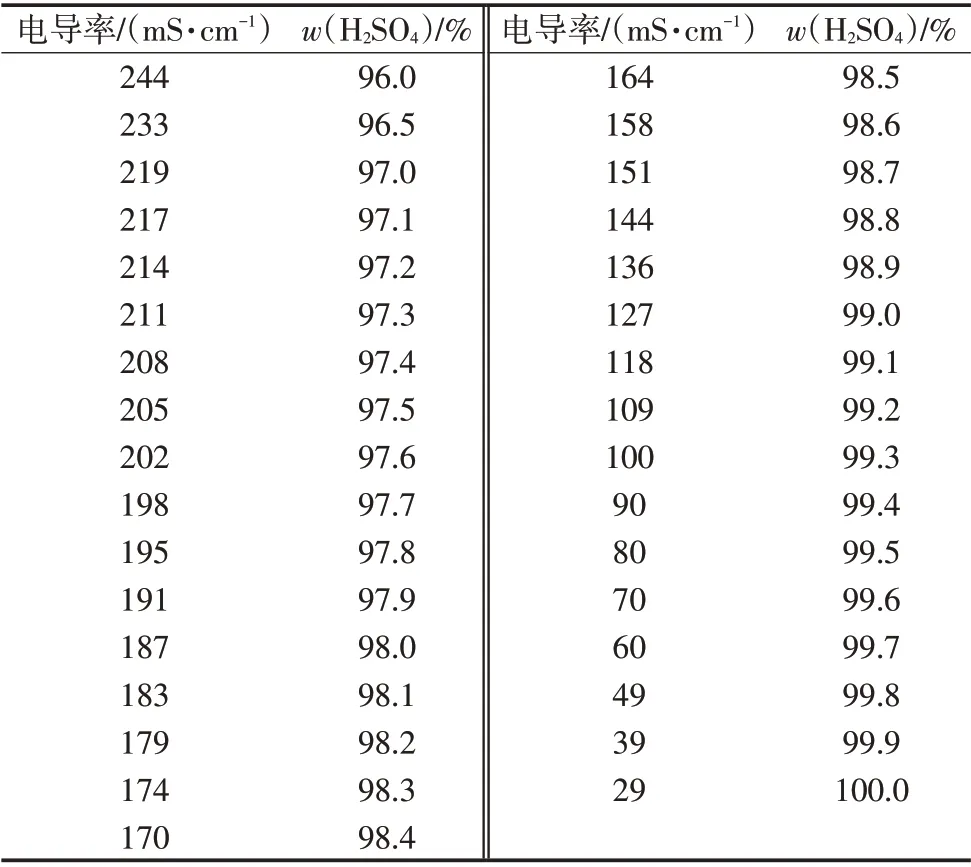
表2 电导率与硫酸浓度关系
以图1 HRS塔热回收主设备工艺示意为例:
(1)通过酸管线上的温度点(TI-13205)与表1中可变折线函数块设定其X、Y坐标中的值,得出R1 值;(2)表2 中电导率量程为244~29 mS/cm,但在横河系统中对应的信号为4~20 MA(4 MA对应电导率为244 mS/cm,20 MA 对应电导率为29 mS/cm),在量程定义值中出现上限比下限值小的问题,该问题在参数设定中是不允许的。故以“镜像”量程解决这一问题,即将电导率量程改为-244~-29 mS/cm,4 MA 对应-244 mS/cm,20 MA对应-29 mS/cm。将现场测量电导率值与R1 值相乘,之后再通过表2 中可变折线函数块设定X、Y的坐标值。折线(FUNC-VAR 块)表可变为15 点14 段,但是表2 中存在33 点32 段。这样在功能块的应用中出现容量不够的问题,故将32 段中比较线性的点段进行部分归类,减少点段数满足折线(FUNC-VAR 块)表的要求。可变折线函数块中设定其X、Y坐标中的值:
X01=-244,X02=-233,X03=-219,X04=-217,X05=-214,X06=-202,X07=-198,X08=-170,X09=-164,X10=-136,X11=-127,X12=-100,X13=-90,X14=-29;
Y01=96,Y02=96.5,Y03=97,Y04=97.1,Y05=97.2,Y06=97.6,Y07=97.7,Y08=98.4,Y09=98.5,Y10=98.9,Y11=99,Y12=99.3,Y13=99.4,Y14=100.0。
通过上述方式充分利用可变折线函数块(FUNC-VAR)的功能,实现了硫酸热回收系统中硫酸浓度的分析。
4 结束语
笔者将实际与理论相结合,以横河DCS控制系统为基础,充分实现根据工艺系统中实际温度-电导率的变化情况来实现硫酸装置热回收系统中硫酸浓度的分析,确定了DCS折线表控制方案。实际应用表明,该折线表方案可对硫酸装置热回收系统进行良好、有效地监控,使工艺操作人员准确无误地掌握工况,为节能减排发挥巨大作用。
