干酪素生产废水回收工艺的优化研究
2021-04-18李亚萍罗丽崔广智苏德亮尹兰宋礼
李亚萍 罗丽 崔广智 苏德亮 尹兰 宋礼
摘要:应用干酪素生产废水膜滤连续提取的方法,通过正交试验,研究废水处理超滤膜和喷雾干燥最佳工艺参数,经试验证明,超滤膜泵入压力0.4 MPa、进口温度42℃、出口温度37℃、喷雾干燥排风温度41℃时,干酪素回收得率最高。经检测,回收所得干酪素符合工业级干酪素标准要求。
关键词:干酪素;废水回收;32艺参数
中图分类号:X783 文献标志码:A
多年来,困扰干酪素生产企业和影响其发展的主要因素之一是废水的处理和酪蛋白的回收。干酪素生产企业产生的废水排放量大,在生产过程中一般情况下生产成品干酪素20t,同时产生废水400多吨。由于原料曲拉(奶渣)的性质特殊,干酪素生产中所产生的废水有机物主要为酪蛋白和乳糖,无机物主要有钠、钙、氯和磷酸根离子等。其中所含蛋白质约为0.15%一0.18%。由于废水中仍然含有大量的干酪素产品无法回收,这部分干酪素随废水排放,不但造成很大的资源浪费,也对环境产生较大的污染。同时也极大地浪费了有限的资源,因此回收干酪素生产废水中的酪蛋白即可充分利用有限的资源,又可改善环境污染。目前,国内在干酪素生产废水回收酪蛋白的研究报道不多,大多数的研究集中在干酪素生产工艺和提高干酪素产品质量的研究,尚未发现有关干酪素废水中回收酪蛋白的相关研究报道。
企业在干酪素的废水处理过程中,由于各关键工艺参数梯度较大,很难确定最佳的工艺参数,造成干酪素的二次浪费。本论述将利用单因素试验和正交试验,优化工艺参数,使得二次回收的干酪素能够达到工业级干酪素的要求,实现资源的充分利用及可持续发展。
1材料与方法
1.1材料与设备
原水来源:原水主要来自生产过程中对原料的洗涤、浸泡、研磨工序的工艺废水,工艺废水中所含的有机物主要为酪蛋白和乳糖,无机物主要有钠、钙、氯和磷酸根离子等。
设备:压力喷雾干燥塔,RGYP1000,北京中轻机乳品设备有限责任公司;三效蒸发器,RNJM03-7200,北京中轻机乳品设备有限责任公司;超滤污水处理系统,衡美水处理设备有限公司。
1.2方法
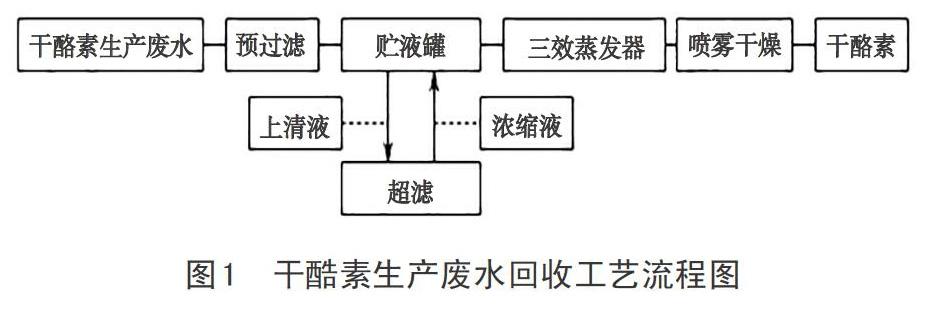
1.2.1干酪素生产废水回收工艺流程
回收干酪素生产废水既可充分利用有限的资源,又可改善环境污染,具体流程如图1所示。
1.2.2单因素试验
干酪素生产废水回收处理中,影响干酪素回收得率,最关键的工艺为超滤和喷雾干燥,其中超滤泵入压力、进口温度、出口温度、喷雾干燥的排风温度为主要工艺参数。在喷雾干燥压力为2 MPa,超滤泵人压力为0.5 MPa,截留分子量100000的条件下,通过单因素试验选择进口温度(33℃、36℃、39℃、42℃、45℃),出口温度(33℃、35℃、37℃、39℃、41℃),喷雾干燥排风温度(35℃、37℃、39℃、41℃、43℃),以回收1吨生产废水中干酪素得率为评价指标,确定干酪素生产废水回收工艺参数。由于超滤泵入压力参数梯度较小,因此,无须做单因素试验。
1.2.3正交法工艺参数优化
本試验采用正交试验的分析方法,对干酪素生产废水回收关键工艺参数进行优化,以处理1吨生产废水的最终干酪素得率为评价标准,选择最佳工艺参数。
2结果与分析
2.1单因素实验结果
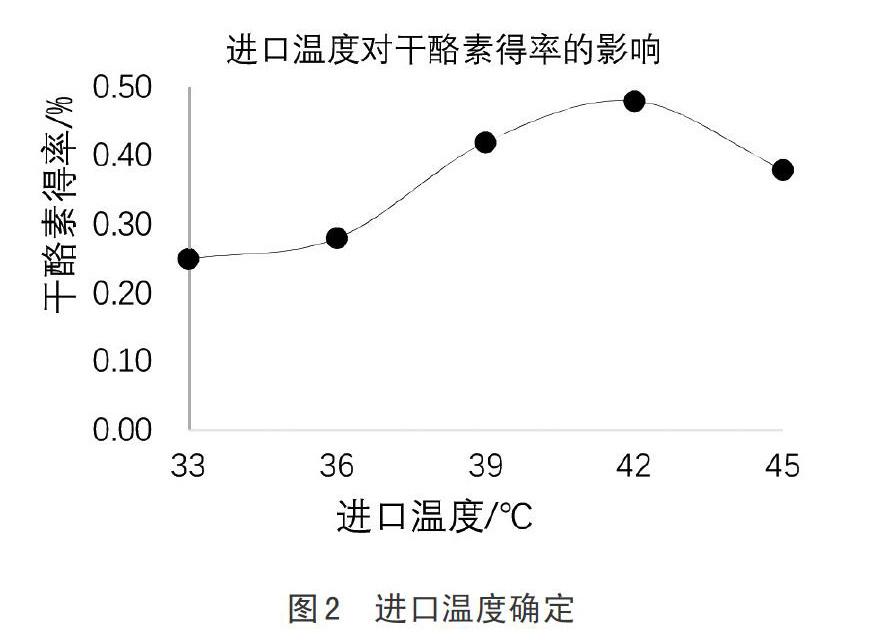
2.1.1进口温度的确定
进口温度的确定如图2所示。
由图1可以看出,随着进口温度的提高,干酪素得率出现先上升后下降的趋势。当进口温度为39—42℃时,干酪素得率较高,当进口温度大于42℃时,干酪素得率呈下降趋势,因此,选择进口温度42℃为所需的设计温度。
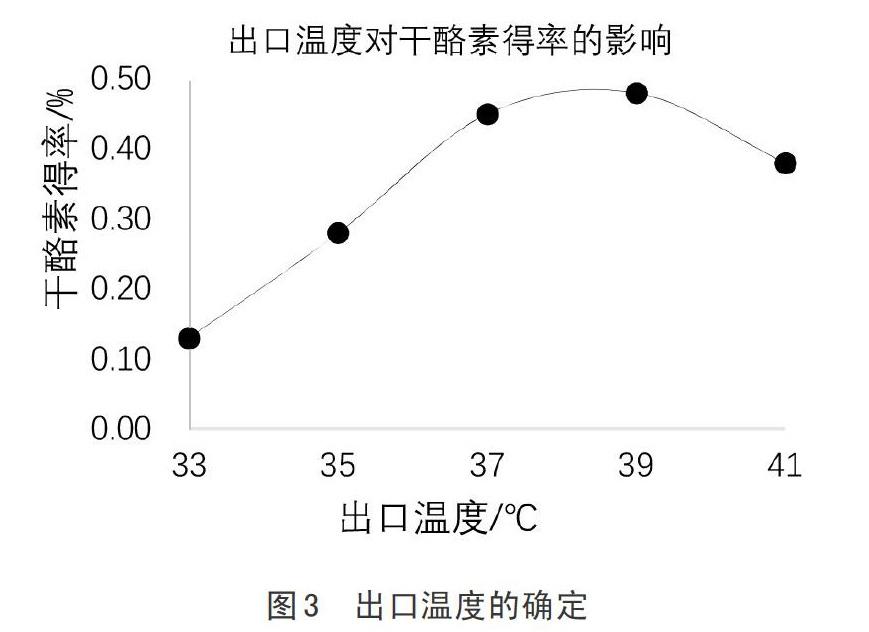
2.1.2出口温度的确定
出口温度的确定如图3所示。
由图3可以看出,随着出口温度的提高,干酪素得率出现先上升后下降的趋势。当出口温度为37—39℃时,干酪素得率较高,当出口温度大于39℃时,干酪素得率呈下降趋势,因此,选择出口温度39℃为所需的设计温度。
2.1.3喷雾干燥排风温度的确定
喷雾干燥排风温度的确定如图4所示。
由图3可以看出,随着喷雾干燥排风温度的提高,干酪素得率出现先上升后下降的趋势。当出口温度为39—41℃时,干酪素得率较高,当排风温度大于41℃时,干酪素得率呈下降趋势,因此,选择排风温度41℃为所需的设计温度。
2.2正交试验
2.2.1正交试验因素水平确定
在单因素试验的结果分析基础上,选择不同进口温度、出口温度、排风温度、超滤泵入压力为考察因素,以干酪素得率为考察指标,进行正交试验,因素水平安排见表1所列。
2.2.2试验结果
正交试验结果见表2所列。
由表2可知,进口温度、出口温度、喷雾干燥、超滤泵入压力干酪素得率的影响大小不同,依次为A>c>D>B,即超滤进口温度>喷雾干燥排风温度>超滤泵入压力>超滤出口温度,干酪素得率较高的工艺参数为A282C3D2,即超滤进口温度42℃、超滤出口温度37℃、喷雾干燥排风温度41℃,超滤泵入压力0.4MPa。
3检测结果
回收后的干酪素通过甘肃华羚乳品股份公司的检测,水分含量8%,脂肪2.0%,灰分2.5%,酸度90,符合QB/T 3780-1999工业干酪素标准要求。
4结论
通过单因素试验以及正交试验,确定了干酪素生产废水回收工艺参数的最优组合,对于干酪素污水处理及回收具有一定的参考作用。根据单因素试验和正交试验结果显示:当干酪素生产废水回收超滤泵入压力为0.4 MPa、进口温度42℃、出口温度37℃、喷雾干燥排风温度41℃时,生产废水中干酪素回收的得率最高。所得干酪素符合工业级干酪素标准要求。
