用于可穿戴手环的液态金属3D 打印天线
2021-04-16刘志福
董 健,刘志福,王 蒙
(中南大学计算机学院,湖南长沙 410075)
近年来,增材制造(3D 打印)技术因其快速制造定制化结构的性能成为研究热点。微波和射频工程师利用3D 打印技术制造灵活复杂的3D 微波射频元件[1-4]。3D 打印技术通过直接3D 打印金属结构(如金属波导)或者先打印轻质化的中间件,再对中间件金属化的过程来制造射频元件。Li 等利用直接金属激光烧结的方式打印出多种喇叭天线[1],然而直接金属打印的方式成本较高。另一种方式是利用3D 打印技术打印出天线的基板,再在基板上喷涂或沉积金属导体形成天线辐射结构。Liang 等用熔融沉积方法打印出贴片天线基板,再用超声波将金属网状结构附在基板表面形成天线的辐射结构[2]。Shen 等用数字光处理技术打印出T 型波导的中间件,然后用多步化学镀金属的工艺在中间件上镀银[3]。同时,3D 打印结构的灵活性使其能共形于附着结构,因而受到可穿戴及共形电子设备研究者的关注。Sung 等先打印出共形于人体手腕的天线基板,然后在基板上直接喷写导电墨水形成双通带天线[4]。然而,传统的化学沉积或喷墨的金属化方法较难控制金属层的厚度,需要多步骤的化学工艺处理过程,有时沉积不足或表面粗糙的金属层可能产生较大的表面阻抗,导致电阻损耗增加。因此,如何对3D 打印基板金属化从而形成稳定可靠的天线辐射导体是加工过程中面临的挑战之一。
可重构液态金属为3D 打印的中间件金属化提供了一种新途径。液态金属在室温下呈液态且无毒,具有良好的导电性[5-6]。不同于传统工艺在3D 打印结构表面附着金属层,用液态金属对3D 打印结构金属化的过程更为直观高效。在3D 打印的中间件结构中预留出天线导体的位置形成微流体通道空腔,然后用液态金属填充微流体通道即可形成天线的辐射结构[7]。Bharambe 等用3D 打印机制造出2×2 贴片天线阵和馈电结构一体化的基板,然后在真空环境中填充液态金属形成天线的辐射导体[8]。液态金属填充的3D 打印结构可以根据需求精确地控制液态金属微流通道在天线结构中的位置以及横截面尺寸,从而实现特定的天线性能。另一方面,液态金属在外界压力下可以流动并且维持连续不变的导电性,液态金属的流体柔性和可变形性使得3D 打印的天线结构形式更多样化。然而沉积或喷墨的金属层状态和位置在3D 结构中是固定不变的,所实现的天线性能是固定的。Su 等将zigzag 和螺旋天线两种天线结构集成到一个3D 打印的基板中,通过在微通道空腔内改变液态金属的形态从而实现不同的天线性能[9]。综上,3D 打印和液态金属结合的技术可以实现适应不同场景和需求的天线结构。
随着人体域网(BAN,Body Area Network)和物联网(IoT,Internet of Things)等通信技术的高速发展,通信系统对可穿戴及共形电子设备中的天线设计在结构共形、尺寸限制及多频带等方面提出了更严苛的要求。目前,3D 打印与液态金属结合的技术在可穿戴及共形天线中的研究较少。然而,这项技术可以在较短时间内可打印出结构复杂灵活的天线基板,并且基板金属化的过程可用液态金属填充快速完成,在可重构和共形天线中有潜在应用。基于此,本文概念性地设计并验证了一款3D 打印的可穿戴手环液态金属天线,该天线工作于2.4,3.3 和5.5 GHz 三个频段,并且分析了3D 打印的基板对天线效率的影响以及天线辐射与人体组织之间的相互影响。
1 天线结构设计
本文采用直观易实现的偶极子天线概念性地验证3D 打印技术与液态金属(本文使用镓铟合金)结合的天线在可穿戴设备中的应用。天线结构如图1 所示,3D 打印的椭圆形手环内有三对微通道结构。左右对称的偶极子天线结构分别有三个辐射枝节,最长的枝节(L1)产生2.4 GHz 的频带,中间长度的枝节(L2)产生3.3 GHz 的频带,最短的枝节(L3)产生5.5 GHz 的频带,中间馈电枝节的长度为L4,三个频率的调节彼此不受影响。手环的内外径选择了一个幼童手腕的典型尺寸,分别为14 mm 和26.6 mm,手环厚度为D,圆形微通道的直径为d。
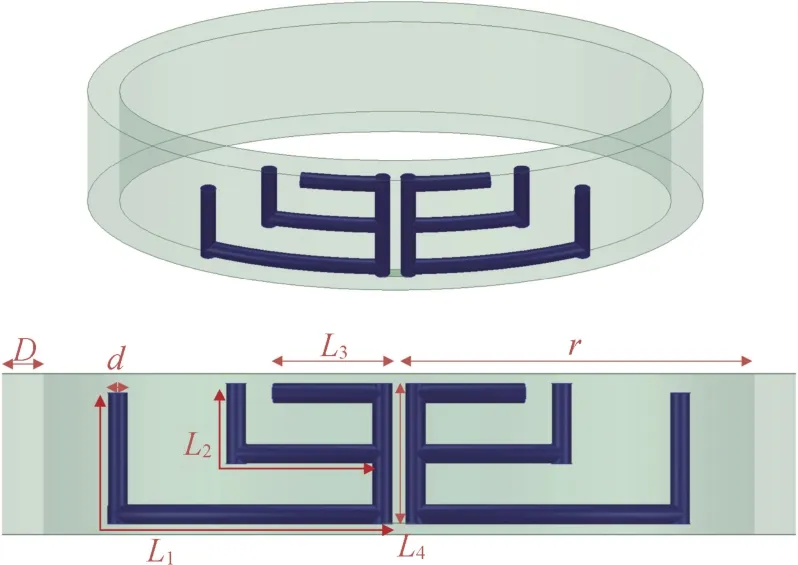
图1 三频带液态金属3D 打印天线Fig.1 Topology of the 3D printed tri-band LM dipole antenna
在最终确定微通道的尺寸之前,需要先确定3D打印光敏树脂在目标频率处的关键电参数,即相对介电常数(εr)和介质损耗参数(tanδ)。其中,相对介电常数影响天线枝节的物理长度,介质损耗参数影响天线效率。利用Agilent N5250A 测量3D 打印空心圆柱样本的传输参数(如图2 所示),计算得到光敏树脂的复介电常数。最后确定光敏树脂的相对介电常数和介质损耗参数在2~7 GHz 的频率范围内分别为2.3~2.7和0.05~0.15。光敏树脂的介质损耗大于商业化板材的介质损耗,因此以3D 打印材料作为基板的天线效率将受到影响。在本文的天线结构中,天线效率对3D打印手环的厚度(D)较为敏感。
利用电磁仿真软件仿真天线性能,天线的反射系数和天线效率对不同尺寸的误差敏感性如图3 所示,最终优化后的天线参数如表1 所示。天线的三个谐振频率分别由L1、L2和L3决定,由图3 可知,三个枝节长度对三个频率的调节是相对独立的,当枝节长度的变化在±0.5 mm 时,天线各谐振频率的变化不超过4%,而目前大多数3D 打印机的精度远好于0.5 mm,因此3D 打印可以精准地实现仿真的天线长度。另一方面,天线手环的厚度从1.5 mm 增加到6 mm 时,仿真的天线效率从0.83 降低到0.69,但是并未对天线的谐振频率产生显著影响。液态金属是良导体,而3D打印的基板材料损耗较大,因此天线的效率主要受基板影响。从提高天线效率的角度出发,需要减小天线手环的厚度,但是手环厚度的选择又受制于微通道空腔的尺寸、天线结构形式和3D 打印的精度。因此,在实际加工中需要综合考虑以上因素选择合适的天线手环厚度。减小基板对天线效率影响的另一途径是开发具有较小介质损耗的3D 打印材料。
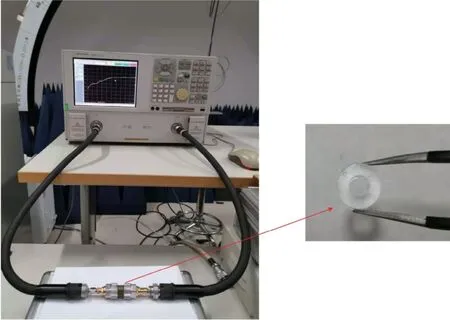
图2 测量3D 打印空心圆柱的复介电常数Fig.2 Setup for characterizing the complex permittivity of 3D printed cylindrical sample
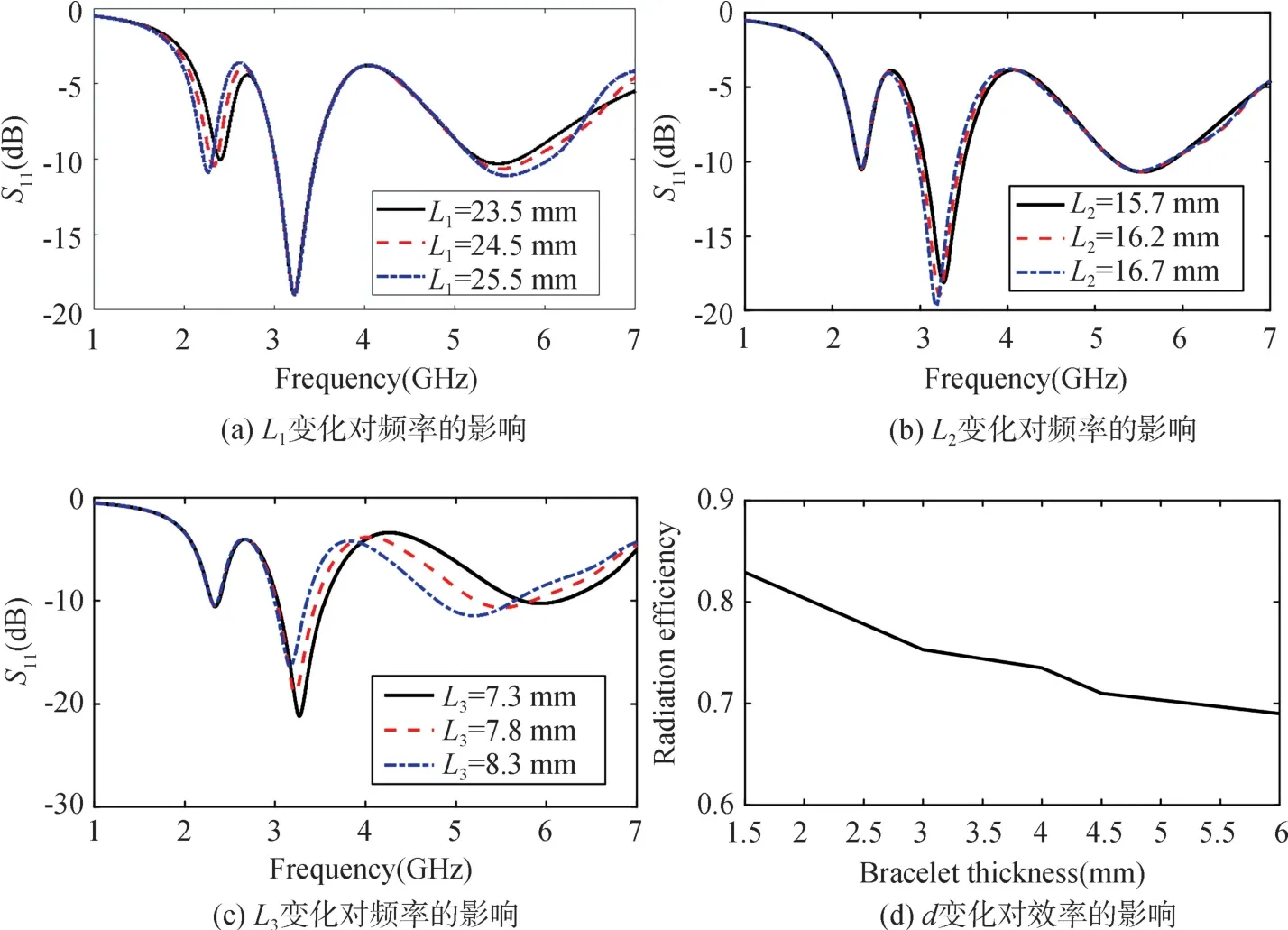
图3 天线谐振频率和效率对不同尺寸的敏感Fig.3 Sensitivity of antenna resonance frequencies and efficiency to different antenna parameters
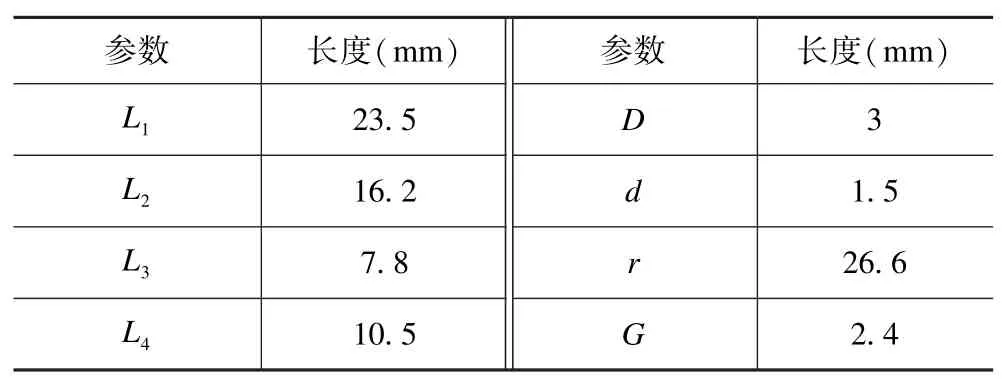
表1 手环天线的具体尺寸Tab.1 Detailed parameters of the bracelet antenna
2 天线加工与实测
2.1 天线加工
相比传统地利用喷墨或者电化学沉积等方法对3D打印中间件金属化的复杂工艺过程,液态金属化中间件这一过程可在数小时内快速完成,并且不对天线加工者要求过多的工艺知识。
可穿戴手环天线利用ZRapid iSLA600 (stereo lithograph)打印机通过光固化打印技术打印出手环的椭圆形介质部分,打印精度高达0.05 mm。打印材料是透明的光敏树脂Crysta-7-2D,这种透明的材料有助于肉眼检测液态金属在微通道内的填充情况。手环介质中预留出三组对称的偶极子空腔微通道,其后用针筒将液态金属推入微通道内作为天线导体。每个微通道枝节的末端都有通孔,通孔主要用于清除3D 打印过程中残留的光敏树脂液体,同时这些通孔也作为注入液态金属时的通气孔。将液态金属推入微通道后,需要用胶水将末端通孔堵住以防液态金属泄漏。3D 打印的三频带液态金属天线实物图如图4 所示,偶极子天线的左右对称枝节之间留有一定空隙(G)以插入SMA 接头,SMA 接头的馈电和接地引脚分别插入左右枝节的微通道内。

图4 3D 打印的三频带液态金属天线Fig.4 A 3D printed tri-band LM antenna
2.2 天线仿真与实测
天线在自由空间中的仿真和实测S11曲线如图5 所示,S11测试曲线与仿真曲线基本吻合,天线工作在2.4,3.3 和5.5 GHz 三个频率处。人体组织本身具有一定的介电常数和电导率,会对00 天线的频率产生影响并且降低天线效率,需要评估手环天线穿戴在手腕上时天线的工作频率、辐射方向图和天线效率等。本文采用了一个简易的三层人体组织模型来模拟实际的测试。人体组织模型包含肌肉(mm),脂肪(mm)和皮肤(mm)三层模型,各层介质的相对介电常数、电导率和组织密度如表2 所示[10]。图6 所示为人体手腕模型的横截面以及手环天线穿戴在人体模型上的效果图。当手环天线穿戴在人体手腕上时,人体组织的介质加载效应使得天线谐振频率下移。如图5 所示,当人体组织和手环之间无缝隙时,人体组织的介质加载效应最大,天线谐振频率偏移最大。当这一距离逐渐增大到2 mm 时,天线谐振频率变小。因此,人体组织对天线谐振频率的影响与人体组织和手环之间的缝隙距离有关。
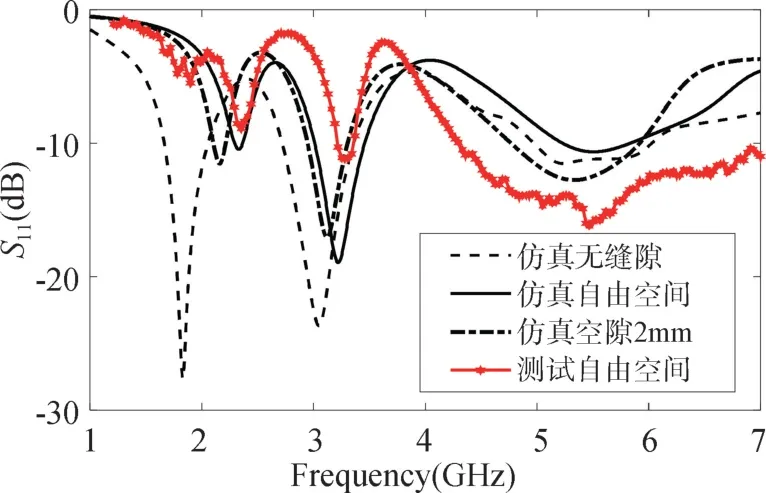
图5 三频带液态金属天线的频率响应Fig.5 Reflection coefficients of the tri-band bracelet antenna
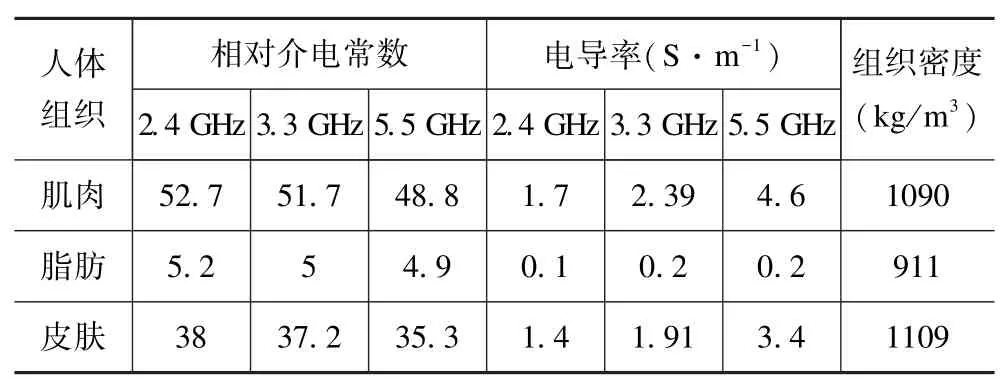
表2 人体组织各层的介电参数和组织密度Tab.2 Electrical properties and density of human tissues layers
可穿戴设备中天线与人体组织是相互影响的,天线对人体组织的影响用比吸收率(SAR,Specific Absorption Ratio)来表征,SAR 定义为人体在单位时间、单位质量吸收的电磁辐射能量,单位是W/kg,其定义如下:
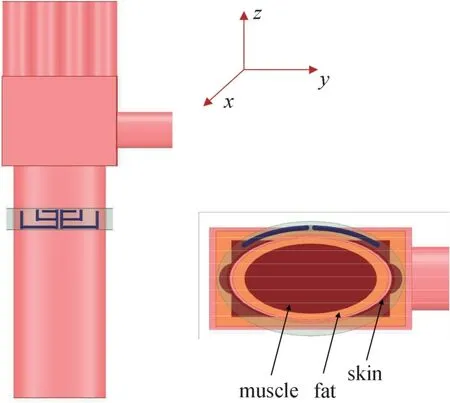
图6 穿戴在人体手腕上的液态金属3D 打印天线Fig.6 A 3D printed tri-band antenna worn on the wrist
式中:σ是人体组织的电导率;ρ是人体组织的密度;E是人体组织中的电场强度。目前普遍采纳的SAR 值限定公众标准为平均每1g 或10g 的人体组织吸收不超过1.6 W/kg 或2 W/kg 的电磁场能量[11]。SAR 值的大小与天线的辐射功率密切相关。利用全波仿真软件,得到人体手腕结构在不同的天线输入功率下1g/10g 的最大SAR 值(如表3 所示)。因三个频率的天线辐射方向图类似,图7 仅给出2.4 GHz 时1g/10g 人体组织在天线辐射下的SAR 值分布。相比其他天线结构[12],本文主要概念性地验证3D 打印和液态金属结合的天线在可穿戴及共形电子元件中的应用,并未对液态金属偶极子天线结构上做进一步优化以减小SAR 值。
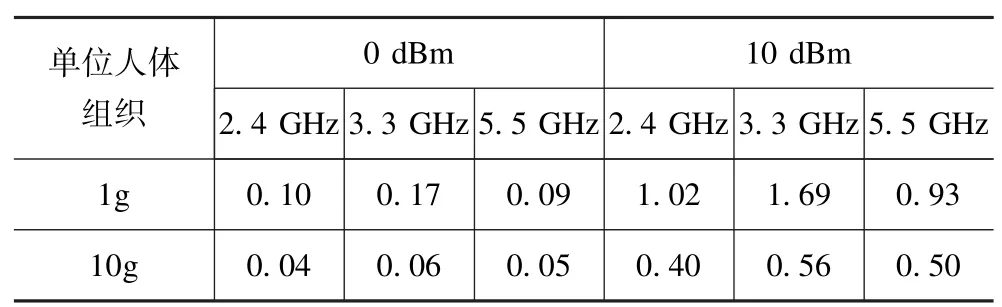
表3 不同输入功率下的人体SAR 值Tab.3 Human SAR values under different input power W/kg
图8 所示为液态金属天线在自由空间和穿戴在手腕上时三个频率下的仿真辐射方向图。当天线处于自由空间时,其E 面和H 面的辐射方向图与传统的偶极子方向图基本一致。当天线穿戴在人体手腕上时,天线后向的辐射能量被人体手腕组织吸收,天线辐射模式由全向模式变为定向辐射模式。
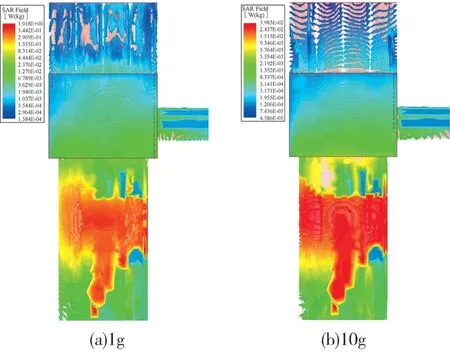
图7 2.4 GHz 时人体组织在1g/10g 时的平均SAR 值Fig.7 The average SAR values with 1g/10g human tissues at 2.4 GHz
3 结论
本文概念性地验证并设计了3D 打印与液态金属结合的天线在可穿戴元件中的应用。利用3D 打印技术快速加工出共形于人体手腕的介质基板,然后用液态金属填充微通道空腔对3D 打印件金属化形成天线的辐射导体。相比传统地对3D 打印中间件金属化方法,用液态金属对中间件金属化这一工程更加高效和经济实用,并且金属层的厚度更加可控。本文设计的三频带天线工作于2.4,3.3 和5.5 GHz,并对天线在自由空间及穿戴在人体手腕上的频率和辐射性能进行了分析。天线的辐射效率主要受3D 打印的基板材料影响,基板越厚天线效率越低,因此选择合适的基板材料(介质损耗参数)和厚度对提高天线效率至关重要。同时,天线辐射性能和人体组织之间相互影响,人体组织介质加载效应使天线频率下移并且使全向的天线模式畸变为定向模式,这一效应可以通过优化天线结构(加大金属地的面积等)或增加人体组织与手腕天线之间的距离减弱。综上,本文较全面地分析了3D打印和液态金属结合的可穿戴液态金属天线的加工和辐射特性,这种加工方式能快速制造出结构灵活且满足不同应用场景的可穿戴及共形天线。同时,天线性能的进一步提升需要改进天线结构和3D 打印基板材料。
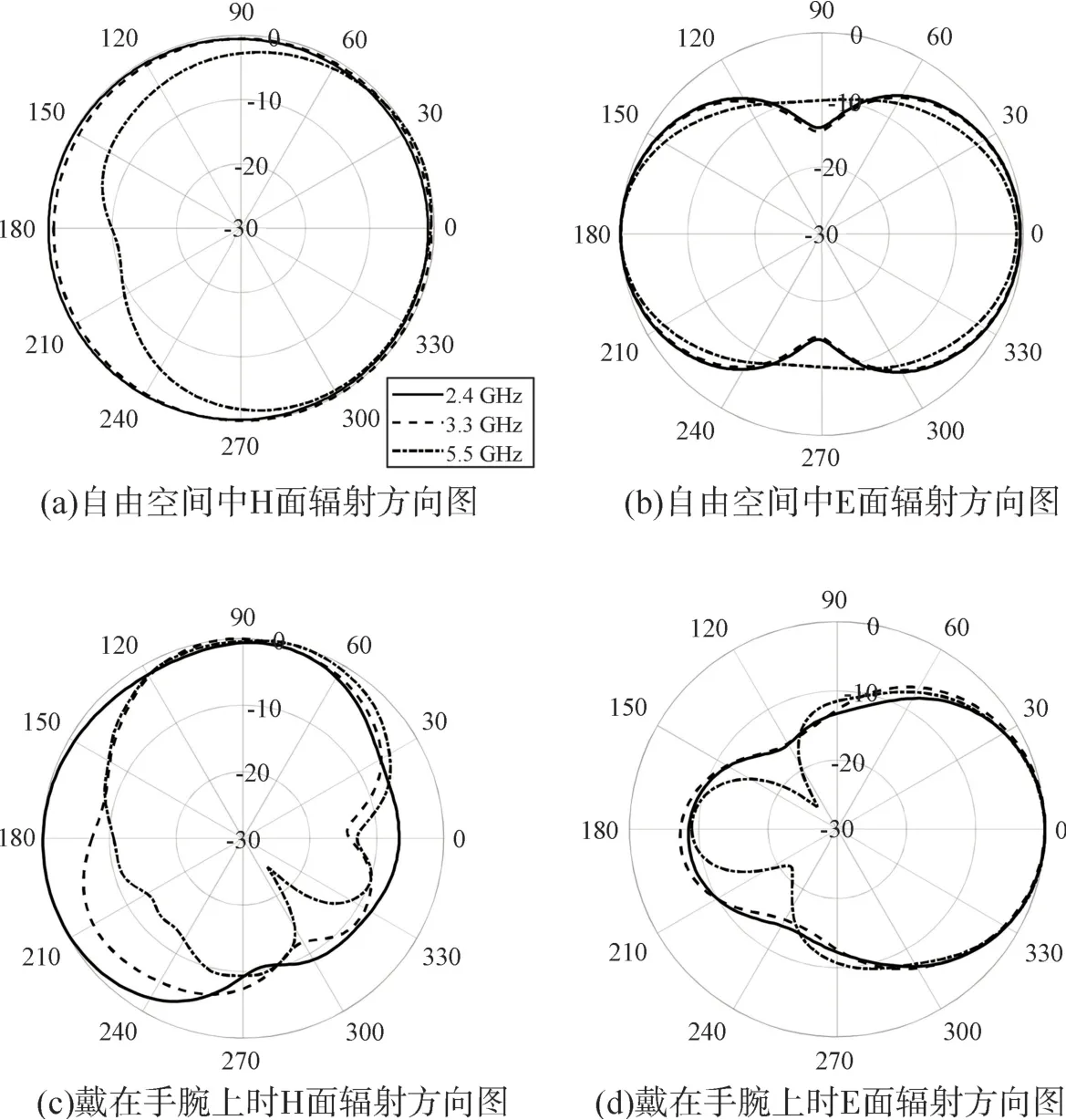
图8 天线在自由空间和穿戴在手腕上时的辐射方向图Fig.8 The antenna radiation patterns in free space and worn on human wrist
