ISO 9606-1焊工考试(资格认证)最佳化的探讨与研究
2021-04-15
(机械工业哈尔滨焊接技术培训中心,黑龙江 哈尔滨 150046)
0 前言
焊接过程是现代工业制造中不可或缺的一项特殊工艺过程。随着现代工业设计向着更快、更强、更精密的方向不断发展,现代工业制造对焊接质量的要求也不断提高。为了保证焊接质量,ISO/TC44(国际标准化组织/44技术委员会)针对金属材料熔化焊的质量管理制定了ISO 3834(金属材料熔化焊的质量要求)系列标准,对焊接生产过程中的每个方面都做出了规定,而焊工考试(资格认证)是其中非常重要的一个环节。相对于绝大多数的焊缝都要进行内部无损检测以进行焊接质量控制的锅炉压力容器行业,绝大多数的焊缝不进行无损检测的钢结构行业,焊工考试的作用变得尤为重要。对于焊接企业尤其是焊工数量众多、焊工流动性大的大型焊接企业,如何节约成本,选择最佳化的焊工考试项目以满足生产需求也变得更加有意义。
1 焊工考试项目(焊工资质)需求
以钢结构行业为例,目前主流的焊接工艺[1]为135和136,在美国使用英文缩写为GMAW和FCAW。其它焊接工艺如111,141,138等应用较少或仅限于特定行业。而焊接所采用的填充材料多为FM1和FM2组填充材料,根据ISO 9606-1标准的规定,焊工考试时FM1组和FM2组填充材料之间是可以相互替代的。还有些焊接企业涉及到奥氏体不锈钢,它的填充材料属于FM5组,与FM1和FM2组填充材料互相不认可[2]。
1.1 焊工考试接头形式的选择
除了空心型材桁架结构的焊接企业,一般的钢结构企业的管子焊接应用比较少。管子的焊接需要焊工在管子上进行焊工考试,而且根据ISO 9606-1标准规定,外径大于等于25 mm的管子上的焊工考试可以认可板上的焊工考试。但是实际生产中大多数焊工焊接板试件,应该在板上进行焊工考试。
自ISO 9606-1: 2012版标准起,对接焊缝(BW)的焊工考试就已经不再能够认可角焊缝(FW)了。对此,笔者是不认同的。如果说平焊PA位置[3]的对接焊缝不能认可平角焊PB位置的角焊缝,从焊工的技术动作角度出发还是有道理的。但是对于平焊PA、横焊PC和立向上焊PF位置的对接焊缝和与之对应的船形焊PA、横焊PC和立向上焊PF位置的角焊缝在技术动作上是没有区别的,笔者认为它们的焊工考试完全可以相互替代。但是标准既然是这样规定的,在没有修改之前,相关从业者还是要遵守的。因此,所有焊工都应该取得BW和FW两种接头型式的资质。
1.2 焊工考试试件厚度的选择
由表1和表2(参见ISO 9606-1标准中的表6和表8)可见[2],对于对接(BW)焊缝,如果焊接生产中存在壁厚t<3 mm的情况,那么焊工考试要选择生产中所使用的最薄的壁厚,例如壁厚t=1 mm,无论对接焊缝还是角焊缝,它的认可范围都是t=1~3 mm;而壁厚t≥3 mm时,对接焊缝选择t=12 mm,焊接至少3层以上;角焊缝考虑到做断裂试验的难易程度,以及与对接焊缝的考试试件同时下料的原因,建议同样选择t=12 mm,焊接2层3道。它们的认可范围都是t≥3 mm。对于奥氏体不锈钢的角焊缝焊工考试,出于容易断裂的原因可能选择更厚的试件;如果采用宏观金相检验,应选择较薄的试件。

表1 对接熔敷厚度的认可范围

表2 角焊缝材料厚度的认可范围
如果薄壁与厚壁不是在同一产品上,或者可以按不同的组件分别焊接再总成到一起,那么建议由不同的焊工分别取得薄壁和厚壁的焊接资质,并按照不同壁厚的产品批量大小分配焊工数量。例如,对于大型钢结构焊接企业,极少有3 mm以下的壁厚,如果有的话,那么可以仅让1~2名焊工同时取得薄壁和厚壁的焊接资质即可。
1.3 焊工考试的焊接位置的选择
几乎所有的焊接管理者都希望自己所有的焊工能够通过最少的焊工考试取得最大的认可范围。例如,根据表3和表4(参见ISO 9606-1标准中的表9和表10)规定[2],取得H-L045焊接位置的管子对接焊缝资质或取得PH[3]焊接位置的管-板角焊缝资质是最理想的。然而在实际生产中,制造车间内的焊工全部按这个去取证的话,是需要付出巨大成本的,包括时间成本和财务成本。
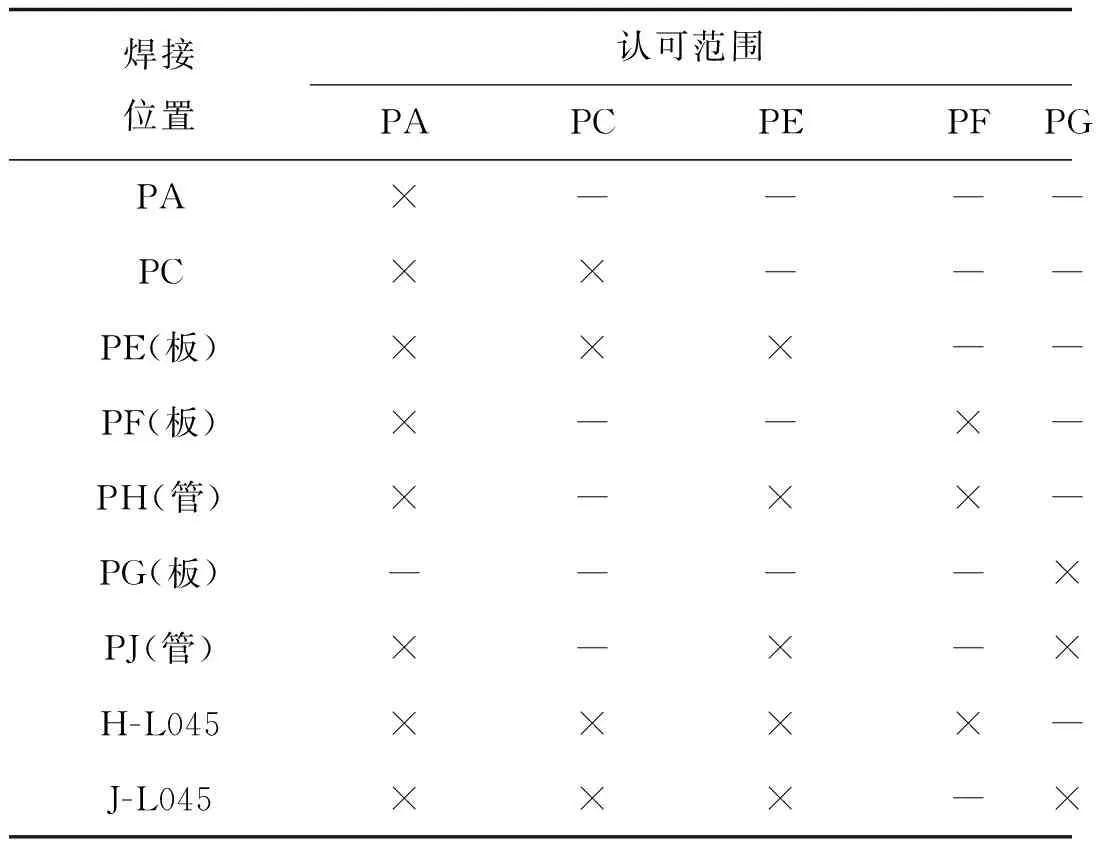
表3 对接焊缝焊接位置的认可范围

表4 角焊缝焊接位置的认可范围
根据机械工业哈尔滨焊接技术培训中心30多年的培训经验,按照ISO 9606-1标准将1名完全没有焊接经验、从零开始的工人培训成为1名能够焊接PA位置12 mm对接接头和PB位置多层角焊缝的气体保护焊(135)焊工,平均需要4周时间;继续PC和PF位置的焊接培训需要额外的6~8周。而为一名经过正规培训并且具有1~2年焊接经验的焊工培训PC和PF位置的焊接只需要额外的2周时间即可。因此,为了保证焊接质量,当今的焊接工程师们在制定焊接工艺时都应尽可能地让焊工在PA和PB位置上焊接。PE[3]和PD[3]位置的焊缝通过翻转即可变成PA和PB位置,再大尺寸的工件都可以实现翻转,笔者曾亲眼目睹直径22 m,重达420 t的不锈钢转子翻身的过程。所以绝大多数的焊缝都能实现在PA和PB位置上的焊接,那么所有的新焊工仅需要取得PA和PB位置的对接和角焊缝资质即可。平时工作中焊接这些焊缝的焊工的数量能占焊工总数的一半以上。
至于PC和PF焊接位置的焊缝,或者因为结构的原因,或者因为几条较短的焊缝不值得翻转的原因而无法避免。所以这两种焊接位置的焊缝也比较常见,例如,长和宽均为几米长,而高度几百毫米的扁平箱型结构的四角处的焊缝以及中间隔断与四边连接处的焊缝等。所以需要有一部分焊工取得PC或PF焊接位置的资质。根据表3和表4的规定,PC和PF焊接位置都能够认可PA和PB位置,所以建议除了新焊工之外,有经验的老焊工应尽可能同时取得PC和PF资质,或者至少取得PF位置的资质,因为在实际生产当中,PF的焊接位置更常见。
最后,关于PD和PE这种较难焊接的位置,可能因为最后总组成阶段无法翻转而不可避免,但相信这样的焊缝不会太多,所以只需要很少一部分焊工取得这样的资质即可,但这需要焊工的水平很高(这些焊工往往都已经具备了PC和PF焊接位置的资质)并且经过一段时间的培训和练习才行。如果可能的话,最好让这些焊工专门或者经常焊这些较难位置的焊缝,不要有较长时间停顿。否则,再次焊接这些焊缝之前,需要重新练习并通过焊接工作试件证明该焊工能够焊好这些焊缝。
在进行任何项目的焊工考试之前,一定要对焊工进行正规的培训,并确认该焊工在培训和练习过程中,能够连续焊接出合格的试件才能允许该焊工进行考试。笔者曾经为一家大型的焊接企业的新招聘的几十名焊工进行过一次焊工考试,总共120~130块焊接试板合格的不到20块。所以未经正规培训的新焊工直接考试完全是浪费时间,而使用侥幸通过考试的焊工是对焊接质量极大地不负责任。
1.4 焊工考试焊接细节的选择
由表5(参见ISO 9606-1标准中的表11)可见[2],采用单面焊无根部保护(ss, nb)技术的焊工考试认可范围最广。但这项技术不容易掌握并且实际生产中也容易出现缺陷,因此现在的设计师们往往将对接接头的焊缝设计成单面焊根部带衬垫保护(ss, mb)或双面焊(bs)结构,或者是不熔透的T形接头,也相当于根部带衬垫保护结构。所以多数焊工进行单面焊根部带衬垫保护(ss, mb)或双面焊(bs)的对接焊缝考试即可。但对于壁厚3 mm以下厚度的对接接头,出于检验方法的原因,建议采用(ss, nb)技术。
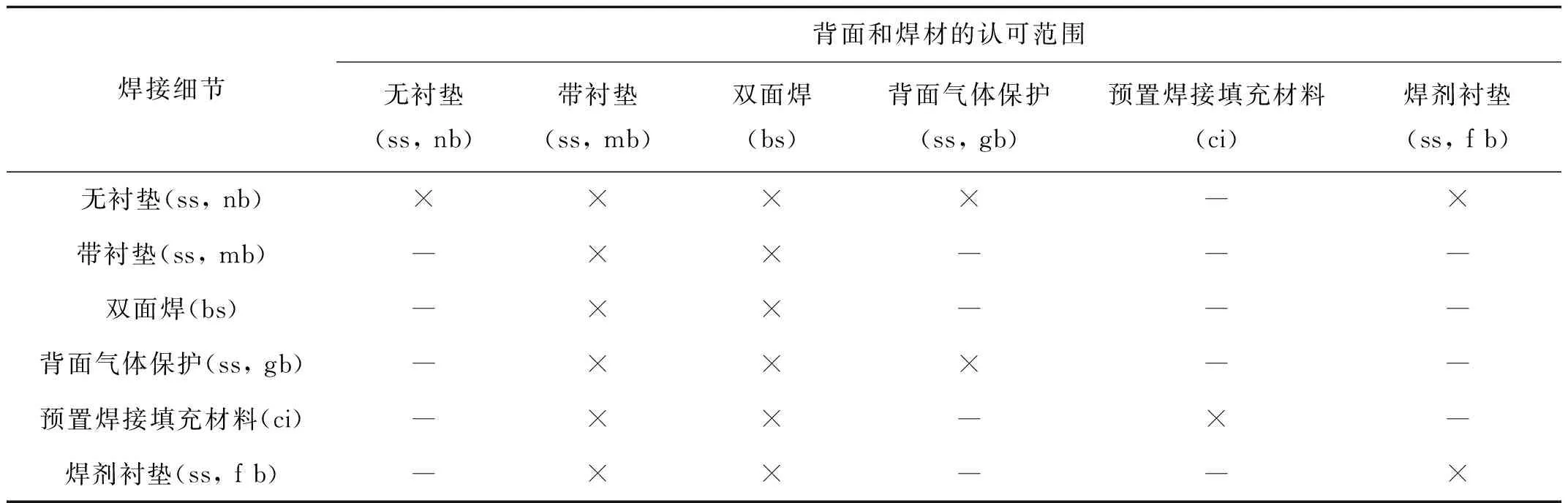
表5 衬垫和填加填充材料的认可范围
由表6(参见ISO 9606-1标准中的表12)可见[2],多道焊的角焊缝能认可单道焊的角焊缝,反之不然。所以角焊缝要进行多道焊的考试。

表6 角焊缝层道数的认可范围
2 焊工考试试件检验方法的选择
由表7(参见ISO 9606-1标准中的表13)可知[2],对于壁厚3 mm以下对接焊缝,135和138焊接工艺方法的焊工考试试件选择弯曲试验或断裂试验比较快捷,并且成本非常小;其它焊接方法的考试试件,如果试件的数量特别多,考虑成本的话,检验方法同135和138工艺方法一致;如果不考虑成本,并且考试机构具有自动射线底片洗片机,那么采用射线检验效率是最高的。
对于12 mm的对接焊缝,铁素体材料的试件选择超声波检测效率是最高的,成本也是最低的;奥氏体材料的试件,如果是135或138的焊接工艺,选择弯曲试验或断裂试验比较好;如果是其它焊接工艺且考试试件是根部带衬垫的话,射线检测(不用去除衬垫)更合适。
对于3 mm以下的角焊缝,只能选择宏观金相检查;而对于厚板的角焊缝,可以选择断裂试验。
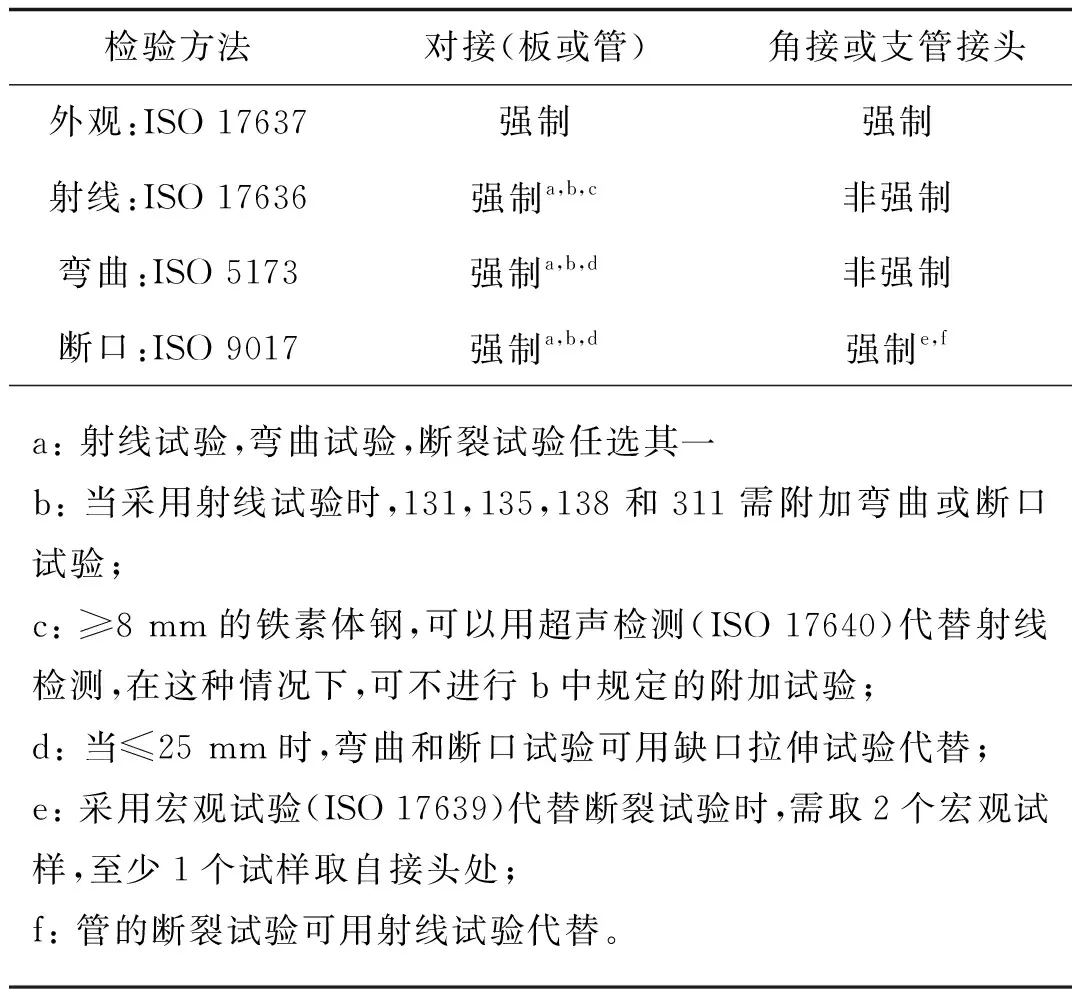
表7 试验方法
3 结束语
焊工考试对于焊接质量的控制至关重要。焊接企业应该根据自己产品的需求,选择最佳的焊工考试项目以达到节约成本、提高效率,达到效益的最大化。
[][]