一体式锚绞机安装精度控制要点
2021-04-15赵秀坤刘晓龙钟旭镇
赵秀坤 刘晓龙 钟旭镇
(广船国际总装部、技术中心)
0 引言
极地凝析油轮采用了SEC 制造的锚绞机,其来货时设备与基座组装成一个整体,与我司常规船的锚绞机设备分开来货完全不同,这种带基座供货的锚绞机简称为一体式锚绞机。一体式锚绞机在我司是第一次安装,其安装工艺与常规船不同,精度控制是安装工艺过程中的重点,我司没有相关的借鉴经验,只能参考厂家资料和通过前期策划来确定相关安装精度控制要求,制定安装工艺流程。本文介着重介绍一体式锚绞机安装精度控制要求和工艺流程,为后续同类型的设备安装提供指导和参考。
1 一体式锚绞机与普通锚绞机的区别
常规船的锚绞机本体与基座是分开的,安装工序比较繁琐,首先需把基座安装及焊接完工后再进行锚绞机安装,并且其安装工序多。
粗对中→固定垫片安装焊接→划孔→移开锚绞机钻孔→固定垫片拂配→锚绞机吊装→精对中→活动垫片测量加工→活动垫片拂配钻孔→锚绞机固定螺栓安装→止推座安装→止推块拂配→锚铰机安装完整报验。
本文所述的一体式锚绞机在设备出厂时锚绞组合已经完成了对中,固定垫片的安装,活动垫片的拂配,止推座的安装,止推块的拂配,设备连接的所有螺丝已经按预紧扭力要求上紧,见图1。
图1 一体式锚绞机
虽然SEC 一体式锚绞机的安装比常规锚铰机节省了很多的工序,但是对其设备安装精度控制和焊接变形控制的要求非常高。
2 现场安装存在的困难
一体式锚绞机安装工序与常规船相比简单很多,但是安装精度却比常规船高出很多,常规船锚绞机来货时设备基座分开,待船厂基座安装报验完后,通过对中和倒胶来调整设备的水平度从而保证安装精度要求。一体式锚绞机来货是一个整体,如何控制设备在吊装过程中的变形量?没有对中和倒胶来调整设备的水平度,那怎样才能确保设备的安装精度?基座底部与甲板焊接位置是没有考虑梁拱的,怎样修割基座底部才能使设备保持水平?诸多的问题都是在现场安装时需要去解决的。
3 一体式锚绞机安装精度控制难点的剖析
一体式锚机安装精度要求主轴最大偏差是从齿轮箱到支撑轴承0.2 毫米/米,基座与甲板面的焊接间隙必须控制在0-3 毫米之内。为了保证安装精度,我们通过前期的准备和策划,制定了以下相应的措施,以确保其整个安装过程精度能满足要求。
在设备安装前,对安装区域甲板的平整度进行拉线检查平整度,水平度误差超过安装要求的局部区域采用火工调整,使整个甲板面平整度满足设备安装精度要求。根据安装图纸画好相应的定位线,检查甲板的反面加强结构是否与基座的结构相对应。如有不符合的,需要在安装设备前进行修改,确保整个反面加强结构与设备基座相对应,避免后期修改结构引起甲板变形对设备精度造成影响。
由于该设备的座架是整体式并且是封闭式的,设备自带锚链管头,所以安装锚机前要提前准确的把锚链管头进行甲板开孔,开好孔后,把锚链管头放进锚链舱顶部。锚绞机吊装前用内径千分尺检查滚动轴承端面与轴向端面之间的间隙,并记录好相应的数据,以便吊装后,检查设备的对中数据是否发生变化。
设备吊装前,根据设备重心分布情况,计算出设备的吊装位置,合理布置吊码以及吊装方案,把设备吊装到位。用测量工具测量锚机变形情况,因为该锚绞组合是一体式的,体积较大,变形难以控制,常用的水平测量工具,如水平尺,水平管的精度较差,所以当锚绞机就位后,选用经纬仪进行座架水平度的粗略调整,注意测量点选用在各个滚动轴承支撑座旁,且在座架结构上,并且对测量点做好标记。选用0.02 精度的全站仪对设备座架进行测量,并对轴线两端的同心度进行检查,用内径千分尺对滚动轴承端面与轴向端面之间的间隙进行测量,与吊装前的数据进行对比,并发确认没有发生变形才进行下到工序。测量设备底座余量情况,并且画好多余的余量切割线。
为了减少焊接变形,锚绞机基座安装过程中必须确保基座与甲板面的间隙控制在0-3mm 范围内,但是由于座架较大和现场施工环境及空间都较差,对基座余量的划线和切割也是个难题,因此制作了个划线和切割的辅助工装,来提高切割平整度和甲板面的吻合度,从而保证安装间隙。余量切割完后,座架按要求开好坡口,打磨好后,使用千斤顶调整将设备平稳下降,注意受力点要在座架的结构上,同时避开测量点。
用全站仪检查安装间隙,水平精度,符合要求以后,再进行下一道焊接工序。在焊接过程中,为了防止焊接变形超出设备安装精度要求,使用全站仪进行测量时,周边不能有过大的震动,避免测量误差。制定好焊接顺序,焊接前先在轴向方向加焊加固,滚动轴承支撑方向进行加焊。
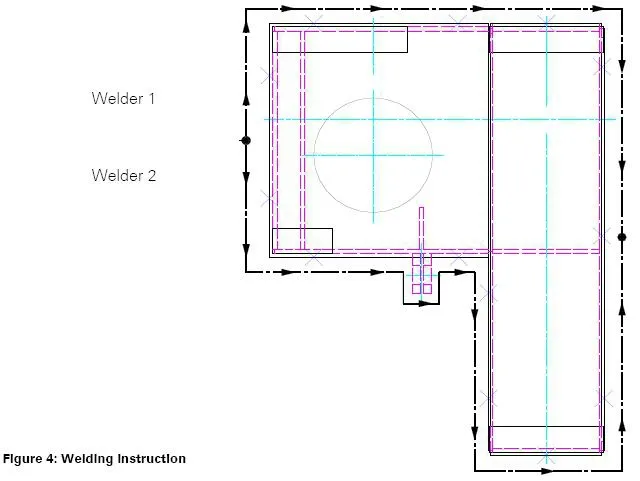
图2 焊接顺序图
4 安装工艺流程的确立
通过上述对一体式锚绞机安装精度控制难点的剖析,形成以下安装工艺流程:
(1)根据系泊布置图确定锚绞机在甲板面的位置,画好相应的定位线。
(2)锚绞机定位之前,测量甲板面以及锚绞机基座位置的水平度。
(3)检查锚绞机基座反面结构加强是否与基座对应,如有错位,要提前修改好。
(4)主轴最大偏差,从齿轮箱到支撑轴承,是0.2 毫米/米。如果齿轮箱主轴或者支撑轴承没有空间,轴承箱也可以用作参照点.检查偏差是为了保证锚绞机正常工作。
(5)根据测量结果,可以通过切割或打磨方式调整基座底面,如果必要可以通过填充来避免基座与甲板面之间有间隙。锚绞机基座与甲板面最大间隙为3mm。
(6)对甲板面校准后,将锚绞机放在甲板面上,点焊定位后, 移除辅助钢材。
(7)按下图三所示在标记X 的位置,将基座与甲板面点焊。
(8)定位焊之后,用象限仪检查锚绞机轴的偏差度是否满足要求。
(9)确认偏差无误后,由2 位电焊工从同一边开始一个延顺时针方向焊接,另一个延逆时针方向焊接,见图2。
(10)焊接完工后,用象限仪检查锚绞机轴承的变形数据是否满足要求。
5 结束语
一体式锚绞机是我司首次选用的新型锚绞机设备,该设备在安装过重虽然困难重重,但最终通过我司精心的准备和努力使之顺利安装和完成报验,掌握和总结了一体式锚绞机的安装工艺流程和控制要点。如在后面的船型中再次遇到该类型锚绞机时,可以根据该安装工艺流程和控制要点进行安装,使整个锚绞机设备安装工序前移,提高生产效率,缩短整个船舶建造周期,达到降本增效的目的。
