卷烟包装密封度关键设备参数调控技术研究
2021-04-14郁骋丹李承华方俊俊任潇王锡莹
郁骋丹,李承华,方俊俊,任潇,王锡莹
(红塔烟草(集团)有限责任公司玉溪卷烟厂,云南 玉溪 653100)
卷烟包装密封度主要是指卷烟小盒、条盒等包装材料对卷烟产品进行有效的密封,使卷烟产品包装内部环境恒定。良好的密封不仅可以有效防止卷烟长时间储存时烟支香味的损失,而且可以减少外界温湿度对烟支含水率的影响。若卷烟包装密封度不佳,卷烟在仓储、运输、销售等环节中容易受潮,当达到一定的温湿度条件时,卷烟中的霉菌迅速生长繁殖,从而导致卷烟黄斑霉变。因此,本文对生产加工过程包装密封度进行研究,寻找规律,并进行关键控制点监控,有效提升卷烟产品出厂后质量稳定性。
1 总体试验设计
针对不同机型对影响盒装密封度关键设备调控参数影响因子:烫封烙铁(前后端面、侧封)温度、烫封烙铁(前后端面)位置间距、烫封烙铁(前后端面、侧封)压缩量,采用“均匀试验设计方法”设置不同调控参数组合,采用stepwise函数进行二次多项式逐步回归分析,建立调控参数模型并验证与优化。
2 试验方法与设计
2.1 试验方法
采用“均匀试验设计”方法,烫封烙铁(前后端面、侧封)温度、烫封烙铁(前后端面)位置间距、烫封烙铁(前后端面、侧封)压缩量参数,不同关键设备参数均匀试验设计见下表所示。

表1 参数设置因素水平表
2.2 试验方案与设计
2.2.1 验证条件与仪器
(1)验证品牌:A牌号。
(2)验证包装设备/车速:GDX2000/420包/min。
(3)检测仪器:PSTNE100卷烟包装密封度检测仪。
(4)验证卷烟规格:84mm烤烟型卷烟。
(5)材料技术要求:商标纸(GD HT4.2版)、BOPP收缩膜18u×120mm×4600m(3.0版)、内衬纸(62.5g×114mm×1400m)、拉线(2.5mm×10000m)、红纤框架纸(225g×95mm×750m)、包装胶(YNBZ-7)金卡。
(6)检测要求:将所取样品放入温度(25±2)℃、(62±5)%的环境中放置6小时后,按照规定的方法要求对样品进行密封性能检测。
2.2.2 试验方法
对试验每个样品进行取样时,待设备正常运行15min后,每隔5min取样1组,共10组,每组取样1包,同时,检验记录包装外观缺陷数据,密封度仪测量统计每组样本的密封度检测数据。
试验结果与分析:
(1)试验过程参数,见表2。
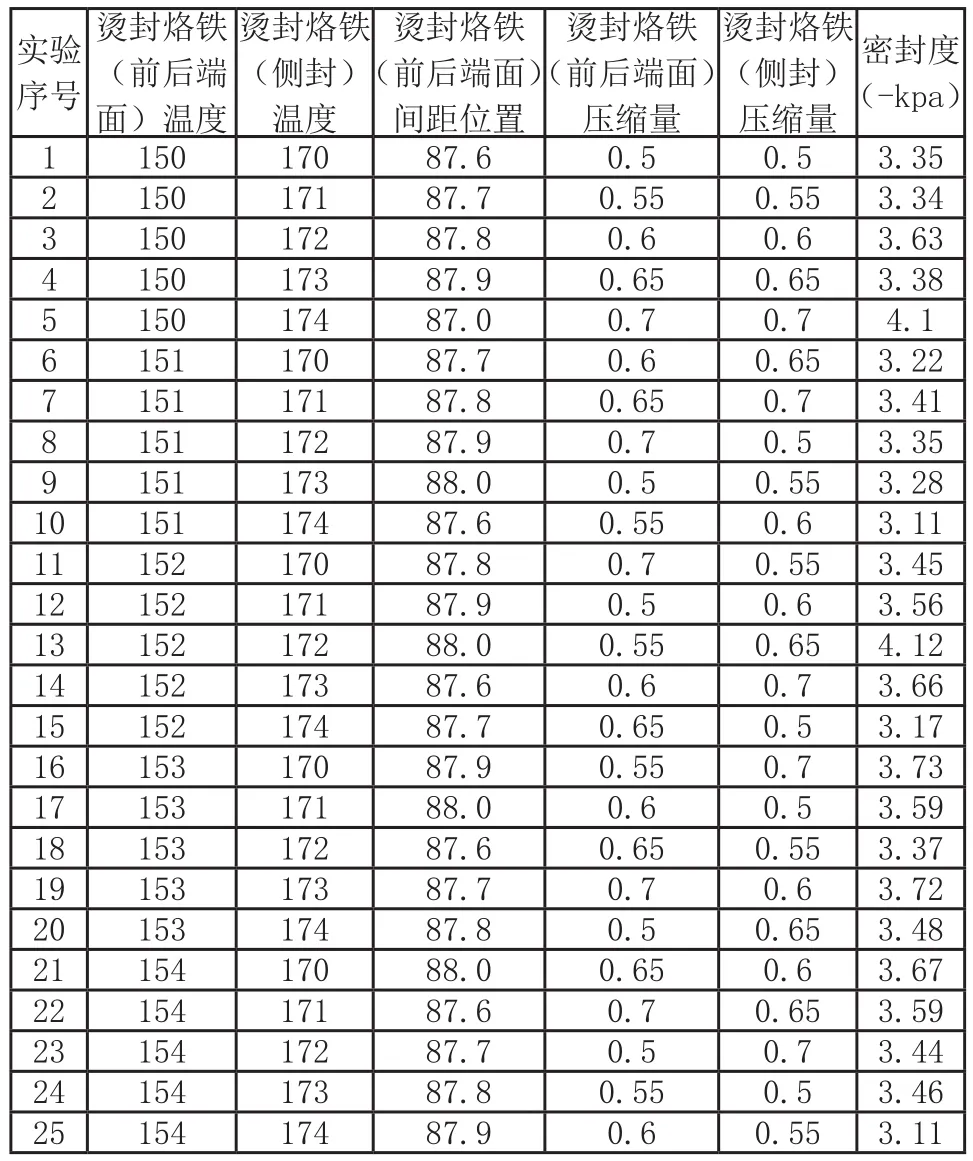
表2 试验过程参数
(2)二次多项式逐步回归模型的建立。按线性变化及响应变量汇总数据,在MATLAB平台上采用stepwise函数进行二次多项式逐步回归分析,模型及参数如下:
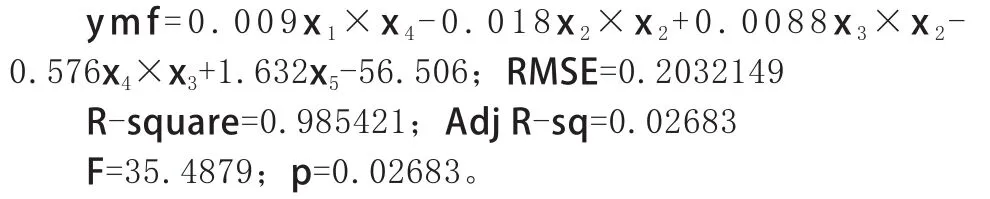
p<0.05,说明模型是独立显著的。
(3)模型分析。由模型1可见:在实验范围内,X1与X4、X2与X3、X4与 X3存在交互作用;X1与 X4交互项、X2与X3交互项、X4与X3交互项、X5一次项对烟盒密封度的作用是正向的,而X2二次项对烟盒密封度的作用是负向的。
为考察各因数对烟盒密封度的影响,以烟盒密封度分别对烫封烙铁(前后端面)温度、烫封烙铁(侧封)温度、烫封烙铁(前后端面)间距位置、烫封烙铁(前后端面)压缩量、烫封烙铁(侧封)压缩量求偏导如下:
①∂ymf/∂x1=0.009×X4,说明烫封烙铁(前后端面)温度对烟盒密封度的影响为正相关,烫封烙铁(前后端面)压缩量增大,密封度增加,且影响幅度随着烫封烙铁(前后端面)压缩量的增大而增大;
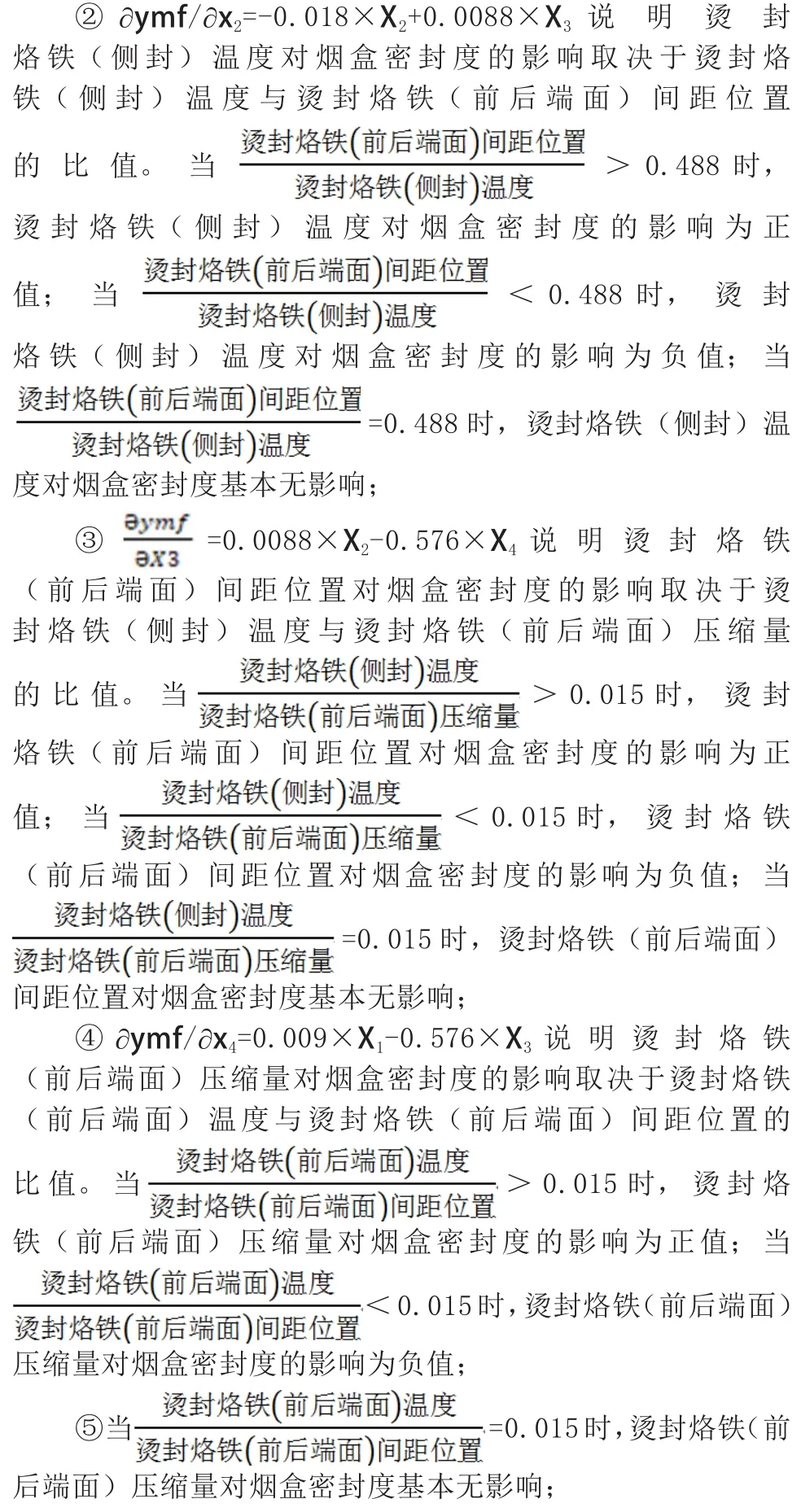
∂ymf/∂x5=0,说明烫封烙铁(侧封)压缩量对烟盒密封度基本无影响。
3 模型验证
3.1 模型可靠性验证
取自变量x1、x2、x3、x4、x5在实验范围内的中间值即X1:88(0.58)、X2:77(0.42)、X3:3(0.5)、X4:4.3(0.50)、X5:4.3(0.50)进行验证实验,结果见下表所示。

表3 因子中心值验证结果
验证实验结果的相对相差均小于5%,说明模型是可靠的。
3.2 模型优化验证
利用所建模型进行计算,得到优化结果,见下表所示。
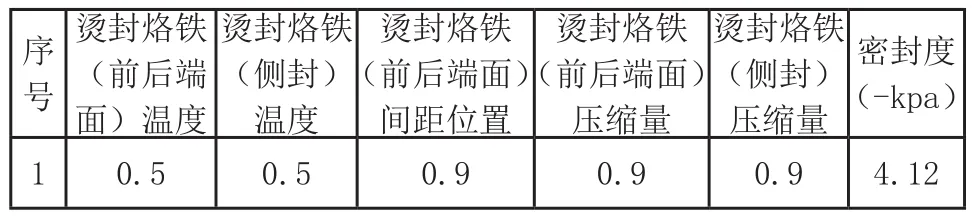
表4 关键设备参数优化验证结果
自变量转化为原始数值,见下表所示:
表4-68关键设备参数优化(转化为原始值)验证结果
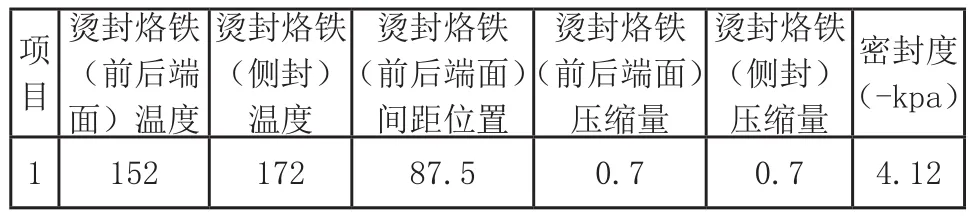
表5 关键设备参数优化验证结果
利用模型优化的参数显著提升了盒装密封度。
4 结语
GDX2000包装机型盒装透明纸烫封烙铁(前后端面)温度为152℃、烫封烙铁(侧封)温度为172℃、烫封烙铁(前后端面)间距位置为87.5mm、烫封烙铁(前后端面)压缩量为0.7mm、烫封烙铁(侧封)压缩量为0.7mm,可以得到最佳卷烟包装密封度参数控制域。