MARK Ⅲ薄膜舱模拟舱划线作业精度控制研究
2021-04-14赵建宇邹振山刘根清
赵建宇,邹振山,李 毅,刘根清
(扬州中远海运重工有限公司,江苏 扬州 225200)
0 引言
划线作业是MARK Ⅲ围护系统薄膜舱模拟舱建造的第一步[1]。划线精度是否满足要求直接影响后道工序的施工质量。若划线出现较大偏差,可能导致绝缘板无法安装,角区间隙无法提前得到准备的数据,最终影响到关键的波纹板安装,对建造的进度及质量都会造成极大的影响。划线的难点在于如何保持一个舱不同面之间参考轴线的连续性,同一个面内绝缘板的限定线及螺柱安装线分别与参考轴线的偏差。根据法国GTT公司的要求,各类线划线偏差应控制在±1.5 mm之内。
MARK Ⅲ型薄膜舱模拟舱的建造整体工程较小,出于成本考虑,企业一般不会采购昂贵的专业设备完成此项工作,通常采用钢尺以手工测量取点的方式进行划线,因此需提前考虑手工划线对精度的影响。划线质量的控制点有平行度、垂直度、线本身的直线度和距离参考轴线的偏差。划线时,通过合理规划各类线的施工过程可以解决划线的累计误差,使用划线模板可以进一步提高划线精度,借助激光投线仪[2]可以解决各类线本身的直线度及线与线之间垂直度的控制问题。
本文以MARK III薄膜舱模拟舱划线作业精度控制为研究对象,建立了用于模拟舱建造的划线作业规划方案,掌握了提高划线精度的控制要点。采用优化后的方案得到了满足精度控制要求的各类线,形成了提高划线作业精度操作和检验的流程。
1 常规划线作业工艺
1.1 划线作业的准备工作
(1)施工前的输入条件应满足要求。按图纸要求建造的钢结构准备到位,结构外形尺寸及角度(90°和135°)满足公差要求,各面油漆及平面度检查合格,划线作业的施工人员准备到位。模拟舱钢结构示意见图1。
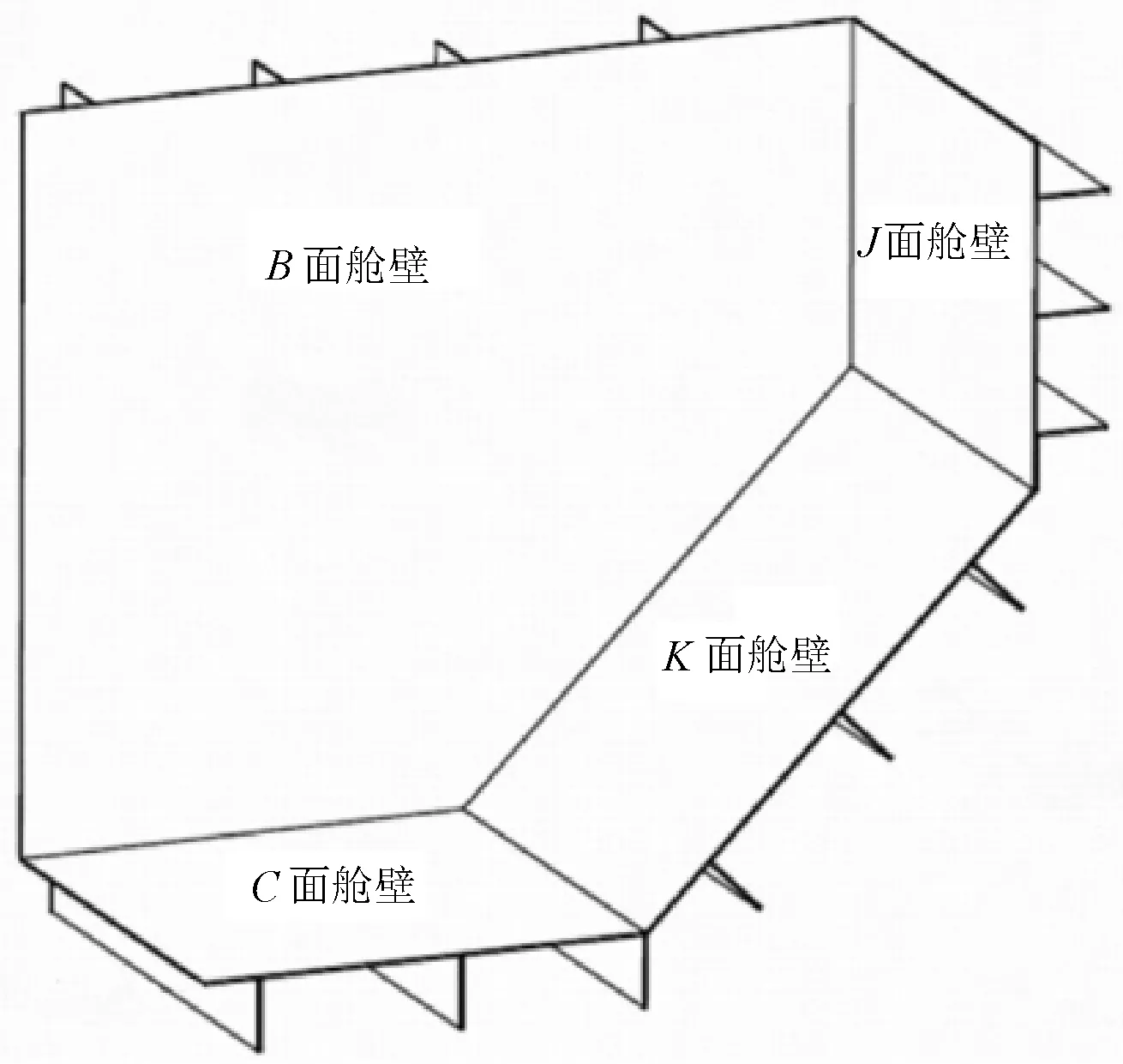
图1 模拟舱钢结构示意
(2)准备工装具。测量的卷尺和米尺、标记测量尺寸的记号笔、用于弹出可识别并不易擦除的线及墨斗等。
(3)准备记录表格。用于舱壁平整度检查及划线精度检验的表格,见表1及表2。
1.2 划线作业的具体步骤
(1)根据图纸尺寸,用钢直尺手动测量取点的方式画出R1和R2参考线,此参考线是绝缘板限定线的划线基准。
(2)根据模拟舱建造图纸划出面板限定线,考虑到面与面之间参考线的连续性,可以使用模板。
(3)按图纸标注的尺寸完成角区面板限定线及螺柱线的划线作业。
以常规方式进行划线得到的线见图2。
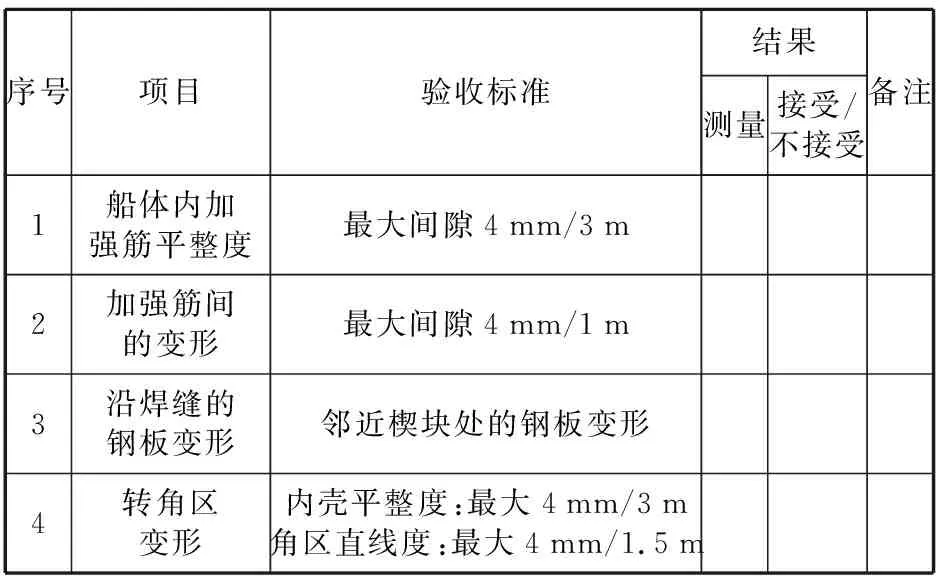
表1 舱壁平整度检查表
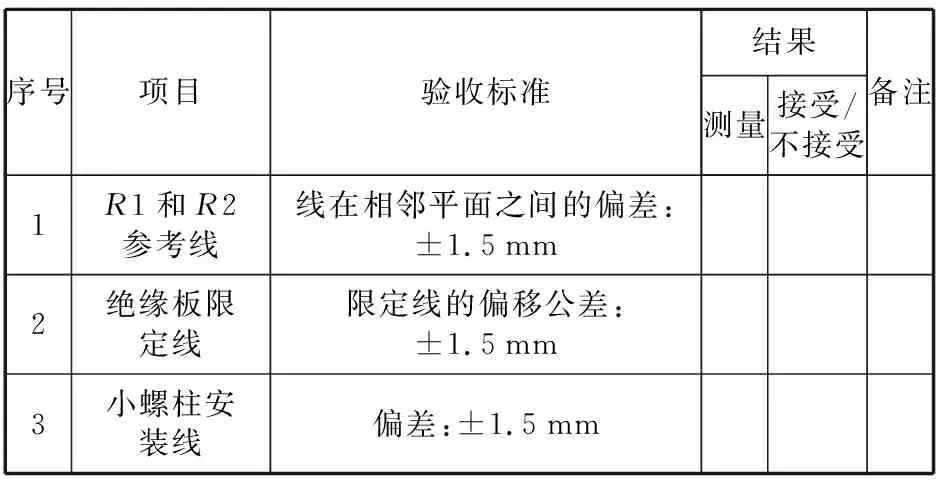
表2 划线精度检查表
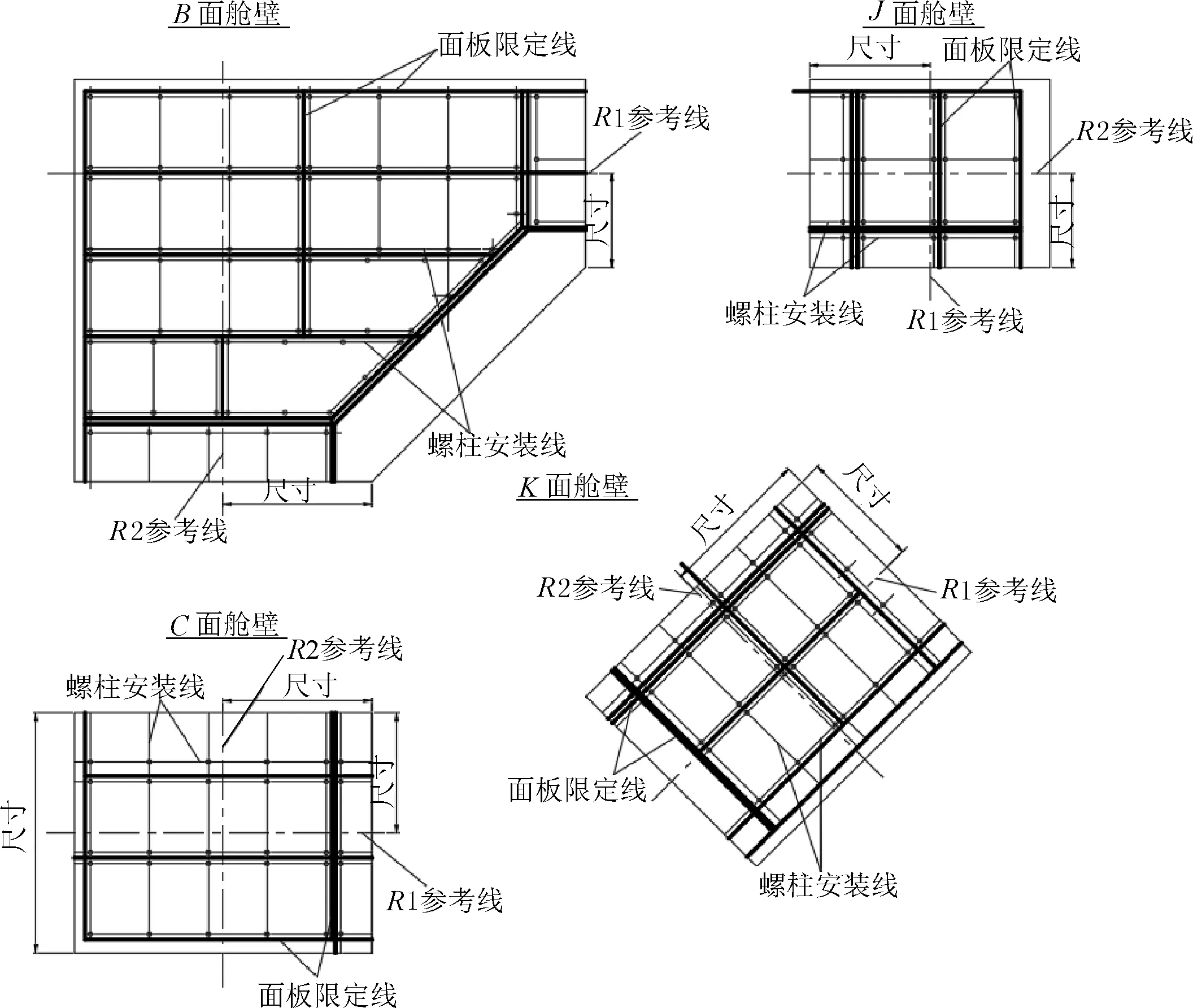
图2 常规划线方式得到的各类线
1.3 划线后的检查
(1)复测各面R1和R2参考线与图纸尺寸的偏差,复测R1和R2参考线在面与面之间的连续情况(允许偏差±1.5 mm)。
(2)复测绝缘板限定线及螺柱安装线与图纸理论尺寸的偏差(允许偏差±1.5 mm)。
(3)测量绝缘板限定线框对角线,确认各线的平行度及垂直度。
1.4 精度超差的原因分析
通过拉钢卷尺测量数据并以描点的方式进行划线作业,这是常规划线的做法。此方式容易积累并放大划线误差,难以保证线与线之间的垂直度、平行度,以及面与面之间线的连续性。若无合理的划线施工程序、划线模板及相关设备,将很难控制并提高划线的精度,进而影响后续施工的质量。
2 优化后的划线作业工艺
2.1 模拟舱划线种类及公差要求
在完成各类线的施工规划前,应细分各类线并了解其具体要求,具体见表3。
表3 模拟舱划线种类及公差要求
2.2 采用新方案进行划线作业的准备工作
(1)施工前的输入条件应满足要求。与常规划线作业方式一致。
(2)准备工装具。此项工作与常规作业方式相比,还需准备90°和135°模板、直角尺、激光投线仪和不同颜色的墨斗等。
(3)准备记录表格,包括平整度检查及划线作业检验表格,与常规划线作业一致。
2.3 采用新方案进行划线作业的具体操作步骤
(1)考虑到船体内壳板变形及焊脚会对测量造成影响,首先使用135°和90°模板划出上述额外的参考线(距离相临舱壁交线200 mm),此步骤可以进一步提高划线精度。划线作业中应保持模板与船体板完全接触,并借助直角尺保持模板的垂直,此时可使用激光投线仪进行确认及辅助划线,以确保线的平行度及垂直度。额外参考线见图3。
(2)根据模拟舱建造图纸及额外参考线的位置,经过计算和测量,划出每个舱壁的R1和R2参考线,见图4。B面R1和J面R2、B面R2和C面R2、J面R和K面R1及C面的R1,这3组线理论上应该分别在同一平面上。考虑到实际操作,在相邻面交点处允许有1.5 mm之内的偏差。为了提高R1/R2参考线的精确性,在实际划线过程中加入了激光投线仪,用于检测同一舱壁R1和R2线的垂直度及相临舱壁间轴线的连续性,借助设备把偏差控制在最小。
图3 额外参考线(单位:mm)
图4 由额外参考线画出的R1和R2参考线
(3)根据模拟舱建造图纸划出面板限定线。考虑到面与面之间参考线的连续性,可以使用模板完成。此步亦需借助激光投线仪进行描点,确保线的直线度、垂直度。经过上述步骤,可以得到图5所示的满足精度要求且易于区分的各类线。
(4)检查各类线的划线精度。首先复核各面R1和R2参考线与理论线的偏差及R1和R2参考线在面与面的连续情况;其次测量限定线、螺柱安装线距离R1和R2参考线的偏差情况,偏差应控制在±1.5 mm之内;最后测量绝缘板限定线框对角线的偏差,即交叉检验线,来确认各线的平行度及垂直度,最终完成提交。
3 划线作业关键点控制要领
(1)选择合理的划线基准。为了确保划线位置准确,选择一个合适的参考线作为划线的起始依据,上述额外参考线就是基准。选取相对准确的参考线,后续网格线采用同一根参考线,进行测量划线,避免划线基准的多次传递,减少累计误差。
图5 模拟舱绝缘板安装前需绘制的各类线
(2)激光投线仪辅助划线并检验线与线之间的水平度及垂直度;同一个面波纹轴的垂直度、相邻面参考线的连续性(实船参考线在舱内应形成垂直环面),在用墨斗弹出相应线之前用激光投线仪核对点的位置,且在划线后也需用仪器再次检查其准确性,偏差超出范围的线需要清除并重新划线。
(3)角区绝缘板螺柱划线作业,需要在角区楔块调整后进行。划线时,应根据GTT提供的图纸在角区模块定位时按现场安装楔块的厚度进行调节,避免楔块厚度对角区模块螺柱安装线位置造成影响。为了保证螺柱安装线的直线度,还应借助激光划线仪进行划线前的确认和划线后的检查。
4 结语
划线作业是MAKR III围护系统建造的一项关键工作,是绝缘板安装的前道工序,也是确保主屏壁不锈钢波纹板在舱内不同面之间连续性的前提,划线作业的精度控制情况直接决定了模拟舱建造成功与否。因此,通过规划各类线施工过程、借助价格相对便宜的专用工装及设备辅助控制精度,能够获得精度满足要求的各类线,从而保证了模拟舱的成功建造。
