工业CT断层扫描数据分析软件开发
2021-04-13王瑞华
王瑞华

摘要:该文介绍如何直接读取工业CT断层扫描数据,并将断层扫描结果转化为图形格式数据(伪彩图)。提高数据的读取精度,便于后续诊断分析。
关键词:工业CT;无损检测;断层扫描数据处理分析
1 背景
工业CT是工业用计算机断层扫描成像技术的简称,是放射学与计算机技术相结合产生的一门新的成像技术,在被检测物体无损伤条件下,通过具有某种能量的射线束直接扫描被检测物体,根据获得的投影数据及结合特定的重建算法,得到二维断层图像或三维立体图像,准确清晰地展示被检测物体内部的结构、组成、材质及缺损状况,为无损检测和无损评估提供技术支持。在电子、汽车制造、航天、航空、材料研究、兵器、考古、海关等领域得到广泛应用[1]。然而,在通常情况下我们得到的断层扫描图像为256色的灰度图,很精确反映断层扫描平面的密度分布情况,为此我们通过直接读取断层扫描文件,转化为伪彩图,断层扫描密度分布精度达到10-6,结合EXCEL强大的图表处理能力对断层扫描图像进行处理。并采用Visual Studio 2013开发《工业CT断层扫描数据分析软件》,为了解构件的内部结构提供更有效的分析手段。
2 技术原理及方法
2.1 工业CT检测技术原理
工业CT是在射线检测的基础上发展起来的,其基本原理是利用精确准直的具有能量的射线束穿过被检物体时,并与被检测物体相互作用后,射线强度会受到射线路径上的物质的吸收或散射衰减,衰减规律符合比尔定律,平面探测器接收到的透射能量数据不同。按照一定的图像重建算法,即可获得被检工件一个断层的扫描图像,重复上述过程又可获得另一个断层的扫描图像,累计大量的二维断层图像即可重建出三维图像[2-3]。
2.2 工业CT系统性能指标
1)检测范围:检测工件的外观尺寸大小(包括能透射钢的最大厚度,检测工件的最大回转直径,检测工件的最大高度或长度,检测工件的最大重量等参数)。
2)使用的射线源:工作电压、工作电流、焦点尺寸及射线能量大小。射线能量的大小决定穿透等效钢厚度的能力。
3)扫描模式:常用的CT扫描模式有2代、3代、4代、5代扫描模式。
4)扫描检测时间:指扫描一个典型断层数据(如图像矩阵1024×1024)所需要的时间。
5)图像重建时间:指重建扫描图像所需的时间。
6)分辨能力:是关键的性能指标(空间分辨率、密度分辨率)[6]。
7)重建伪影:指CT图像中与被检对象的物理参数分布没有对应关系的部分,一般来自被检测物体和CT扫描装置两个方面。它严重影响着CT图像的质量,对图像判读和质量评定产生很大的干扰,甚至造成误判。一套好的校正方法直接影响着CT系统的水平。主要包括:杯状伪影(Cup artifact)、环状伪影(Ring artifact)、条状伪影(Metal artifact)[5]。
3 工业CT断层扫描数据处理分析
3.1 工业CT断层扫描数据后处理分析软件存在的问题
工业CT断层扫描数据后处理分析软件只能提供密度精度为1/256的构件密度分布图像,无法提供密度分布精度更高的构件扫描图像,并且不能提供构件部分零件的密度分布统计图表及几何数据图表。
3.2 工业CT断层扫描数据处理分析相关技术
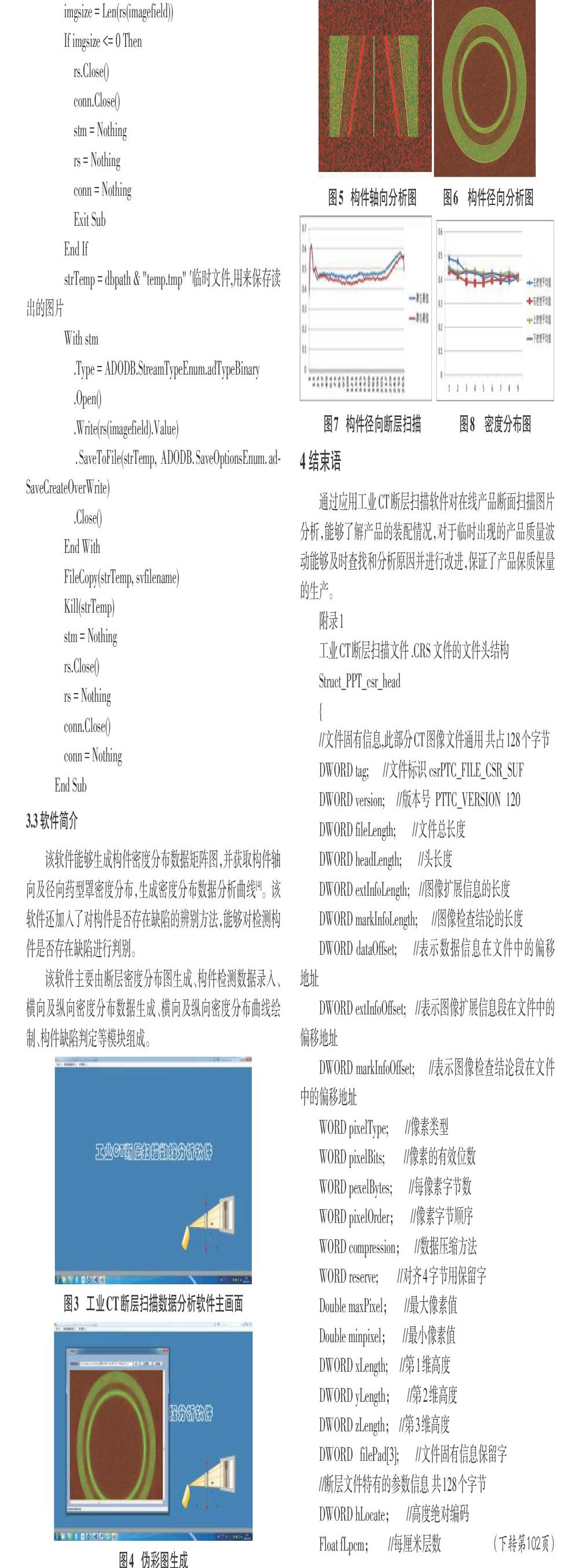
为能够更精确表达构件工业CT扫描断层密度分布,我们直接读取工业CT断层扫描文件,并将密度数据(0-1)转换为彩色图像的颜色值(0-224)理论精度达到2-24约6*10-8,我们这里选取的精度为10-6。
1)高精度工业CT断层分布图
3.3 软件简介
该软件能够生成构件密度分布数据矩阵图,并获取构件轴向及径向药型罩密度分布,生成密度分布数据分析曲线[4]。该软件还加入了对构件是否存在缺陷的辨别方法,能够对检测构件是否存在缺陷进行判别。
该软件主要由断层密度分布图生成、构件检测数据录入、横向及纵向密度分布数据生成、横向及纵向密度分布曲线绘制、构件缺陷判定等模块组成。
4 结束语
通过应用工业CT断层扫描软件对在线产品断面扫描图片分析,能够了解产品的装配情况,对于临时出现的产品质量波动能够及时查找和分析原因并进行改进,保证了产品保质保量的生产。
参考文献:
[1] 王增勇,汤光平,李建文,等.工业CT技术进展及应用[J].无损检测,2010,32(7):504-508.
[2] 段黎明,刘元宝,吴志芳,等.基于工业计算机断层成像技术的三维CAD模型重构方法[J].计算机集成制造系统,2009,15(3):479-486.
[3] 阮健,陈平,潘晋孝.一种工业CT图像的分割算法[J].CT理论与应用研究,2010,19(1):56-61.
[4] 张志波,曾理,何洪举.改进的工业CT图像与CAD模型的比对检测[J].计算机应用研究,2012,29(6):2342-2345.
[5] 李岭,高富强,周钦,等.低能X射线工业CT圖像杯状伪影校正[J].强激光与粒子束,2014,26(5): 295-301.
[6] 张朝宗,郭志平,张朋.工业CT技术和原理[M].北京:科学出版社,2009.
【通联编辑:谢媛媛】
