TFT-LCD产业中PVX OPEN不良改善研究
2021-04-12福州京东方光电科技有限公司王新伟陈伟涛李云娜汪宗源
福州京东方光电科技有限公司 王新伟 王 宁 陈伟涛 李云娜 汪宗源 周 贺
通过对TFT-LCD制造中PHOTO工艺PVX OPEN不良产生机理的研究,提出改善PVX OPEN不良的方法。分析表明PVX OPEN不良主要成因为PR胶涂布前细菌粘附在玻璃基板上,曝光显影后造成PR胶破洞,PVX刻蚀工序完成后形成对应位置PVX OPEN;通过改善生产气流及定期清理细菌等措施,PVX OPEN发生率由最初的6%以上降低到0.5%以下,且改善周期可持续2个月以上。
随着薄膜晶体管-液晶显示器(TFT-LCD)发展,液晶市场竞争越来越激烈,TFT-LCD产品以其轻薄、环保、高性能等优点,尺寸越做越大,应用越来越广。一方面面板企业在向大世代线方向发展,另一方面,顺应市场需求,传统8.5代线开始生产大尺寸产品。因受到基板尺寸限制影响,不良对较大尺寸产品良率的影响将成倍增加(不良PANEL数/单张TFT基板总PANEL数)。
TFT生产技术最核心的部分是光刻工艺,它既是决定产品品质的重要环节,也是影响产品成本的关键部分。光刻工艺常规的OPEN&REMAIN(膜层破洞/残留)类不良,通过设备维护、清洁等均可以得到改善,而PVX OPEN类不良的产生机理为细菌导致,细菌繁殖速度快,一般约20~30min便分裂一次,即为一代,仅靠设备PM(设备维保)等常规设备维护方式,无法进行抑制和改善,严重影响着产品良率。同时,也因频繁停机维护而降低产能,增加能耗与人力成本等。一般而言,降低成本已成为企业赖以生存的重要法则。因此,找出有效药液或其他措施对细菌进行抑制和改善,对于提升企业的市场竞争力尤为重要。
本文主要针对PHOTO制程生产中PVX OPEN进行调查,确定其产生机理为细菌导致。此后,对细菌成分进行鉴定,有针对性的选择不同药液杀菌,测试不同生产气流环境下细菌对产品的影响,提出了一系列改善措施,最终将此类PVX OPEN不良的发生率降低,大大提升ARRAY工艺产品的整体良率水平,显著改善PXL不良发生率。
1 PVX OPEN不良原因分析
1.1 现象描述
ARRAY PHOTO工序的PVX OPEN类不良在AOI检出(光学检测设备)均表现为圆形黑色PARTICLE(异物)形态,异常高发设备发生率达到6%以上,Final检查维修工序呈现出PVX膜层破洞,检出PXL不良。对于HADS产品而言,PVX膜层破洞会导致DATA和COMMON导通,形成DCS线性不良,直接导致PANEL报废而造成良率损失。
为锁定不良发生区间,将产品分别进行清洗与显影转向测试,当产品反向进入清洗时不良聚集反向,反向显影时不良位置无变化,因此锁定不良发生区间为清洗单元。
对设备清洗单元多次调整与常规清洁,不良发生率均无改善。为确定“黑色PARTICLE”成分,选用GATE MASK产品(AOI抓图效果好)进行过货验证,选出“黑点”不良PANEL,切片制样进行FIB及EDS分析,结果显示C,O含量较高,但无法确定具体物质。如图2所示。
1.2 异常调整
拆开清洗单元循环水管路,内壁有较多附着物(如图3所示),对管路清理后阀门切换到直排,避免流经此管路的水接触产品,彻底消除管壁异物影响,不良改善轻微(原因应为FILTER过滤,影响较小)。
清洗单元AIR KNIFE前段腔室内有较多红色粘稠状异物,使用高压水冲洗腔室,不良发生率有明显降低,但2天后即升高到冲洗前水平,改善周期过短,推测红色异物影响PVX OPEN发生率,但水枪冲洗效果不理想,后续测试与调整主要针对此异物进行。

图1 TFT-LCD结构图
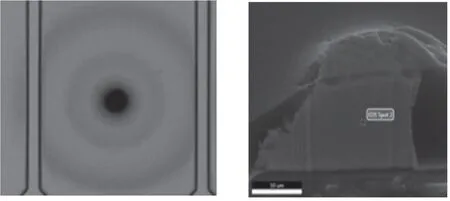
图2 “黑点”FIB图

图3 管道脏污图
2 分析与验证
2.1 样品收集
TFT-LCD生产过程中,ARRAY PHOTO工序红色异物主要存在于湿区间,AIR KNIFE(风刀)前段尤为明显,生产时基板从此区域经过。根据供水管路长期使用后可能有细菌滋生,以及高压水冲洗后仅短期改善的结果分析,初步推断红色异物为细菌。为确认红色异物成分,使用沾湿的无尘布轻轻将红色异物收集到容器中进行培养鉴定。为确保样品具有做代表性,对多台设备同一区域均进行采样,提高结果可靠性。
图4 样品制备图

图5 Ftir谱图
2.2 样品鉴定
先对薄膜过滤器高温杀菌,后取收集的样品到设备中进行薄膜过滤,测量结果显示此次采样总量为3.56×103cfu,收集量满足成分鉴定条件;
对样品进行FTIR分析,显示异物成分为蛋白质(如图5所示);
对样品进行划线纯化,纯化后共出现一种菌落。将样本进行革兰氏染色后使用镜检分析,观察到异物形态为大小1μm,呈浅黄色,中等大小,圆润且凸起,易挑起等特征;分析结果为革兰氏阴性杆菌。
将细菌配成一定浊度的菌液进行BD试剂条鉴定,比对结果显示,此次培养测试细菌为气味黄杆菌,可信度高达85%。
2.3 药液清洗验证
查询相关杀菌文献等资料后,提取一定量的显影液(四甲基氢氧化铵溶液,强碱性)对清洗水管路,AIR KNIFE水区间进行浸泡和冲洗,PVX OPEN发生率由冲洗前的6.17%下降至冲洗后的1.3%,并至少能持续一个月时间(不良未升高前又再次清洗,具体周期未监控),改善显著。判断四甲基氢氧化铵溶液对此细菌具有明显的消杀和抑制作用。

图6 样品划线纯化图
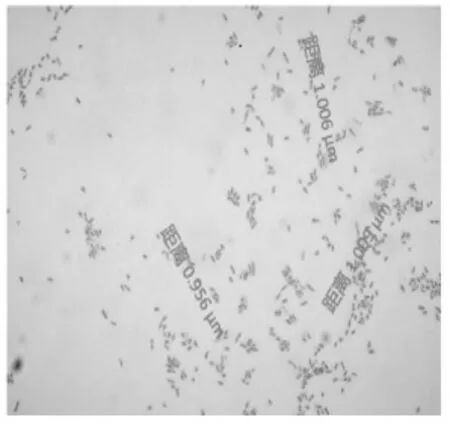
图7 浅黄色菌落镜检图

图8 菌落BD试剂鉴定图
3 改善方法研究
3.1 源头改善
对于细菌而言,合适的酸碱度是生存的必备条件。这是因为细菌新陈代谢所必需的酶,需要在一定的PH值才能有效发挥。大多数病原菌最适合的PH值为中性至弱碱性。当人为使用一定浓度药液破坏细菌生存环境时,药液通过强大的渗透作用,进入细胞内部,导致蛋白质变性。因蛋白质变质是不可逆性,从而导致结构蛋白和功能蛋白都丧失活性,细菌受到严重破坏。细菌通常被称为独立生存的单细胞,但是,其生活环境要复杂很多,当高浓度的药液使用时,细菌会结合在一起迅速凝固形成生物膜,阻止药液持续渗透(见图9所示),细菌内部无法完成杀菌,当环境适宜后,细菌将冲破包膜重新恢复活性。因此,使用不同浓度和种类的药液进行比对试验,找出适合的药液和浓度成为改善PVX OPEN不良研究的重要课题。
本文优先使用TFT-LCD生产所使用的25%浓度显影液原液进行尝试,对清洗进行泡管等清洁操作后,首次使用PVX OPEN发生率从6.17%降低到1.3%,次月再次使用相同药液和方法,平均发生率又有了进一步的下降,从1.3%降低到了0.5%以下(见图10所示)。但是,距离第二次使用后的第50天开始,PVX OPEN发生率开始缓慢升高,并逐渐恢复到第二次改善前相当的水平(1.3%左右),总体而言使用显影液清洗和泡管的改善周期及效果比较理想。但是,25%浓度的显影液具有极强的腐蚀性和毒性,对操作人员技术要求和安全规范要求极高,且存在较大的危险性,所以使用低浓度显影液的效果进行评估显得尤为重要。
为确认低浓度显影液改善效果,使用2.38%浓度的显影液进行复现操作,使用药液后,PVX OPEN发生率降低至0.5%,到达第33天,不良逐渐恢复到改善前水平,持续周期较25%浓度短,且升高趋势节点明显提前。考虑到显影液的操作危险性,持续寻找常规药液进行替代。
酒精可以有效的降低革兰氏阴性菌的生存能力,75%酒精对微生物繁殖体有致死左右,本文分别使用84消毒液、工业酒精、异丙醇等进行冲洗,均取得明显改善,但改善周期不尽相同,详见表1所示:
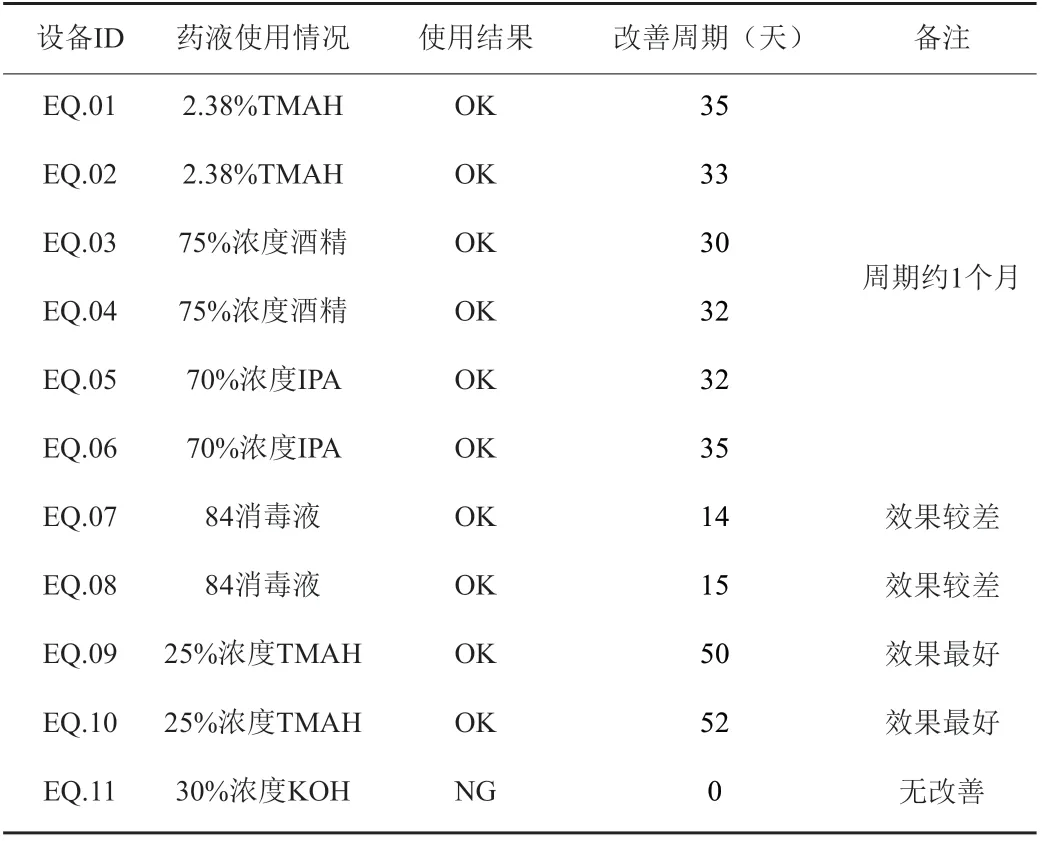
表1 不同药液改善效果记录表
通过对各款药液使用后改善效果,综合人力成本、药液使用可操作性和安全性等方面评估,本文认为IPA和酒精均为消杀和抑制细菌的最优药液。

图9 杀菌原理

图10 PVX OPEN改善效果趋势图

图11 AK区间气流示意图
3.2 气流改善
使用药液清洗对PVX OPEN降低有明显的改善。然而,仅通过TMAH药液,IPA,酒精等清洗,只能达到30天的改善周期,无法满足日益残酷的竞争需求,因此,如何对改善周期进行延长,成为解决产能损失的关键。
通过对PVX OPEN不良产生聚集MAP和原因进行分析,本文认为AIR KNIFE前段气流是否紊乱,以及气流的流向都会影响细菌的聚集方式等。如果可以通过气流改善,让细菌排出腔体,不与基板接触,那么细菌对产品的影响也将根本性的降低,不良即得到改善。
对AIR KNIFE前段结构进行分析(见图11所示),AIR KNIFE流向为A,排气区域为B(UP排气&lOW排气),通过调整AIR KNIFE流量,B区域上下排气量,让气流大部分从该区域LOW排气排出,从而减少细菌在TFT-LCD基板上的附着量。
通过设立不同参数下的实验与数据监控,当下排气量到达250以上时,持续周期明显延长,最多延长至2个月以上(见表2所示),效果优异。对改善PVX OPEN不良发生率起到指导性作用,提升面板产能和产品良率,具有重大意义。

表2 不同排气参数下清洗效果对比表
4 改善措施和效果
通过对PVX OPEN的形成原因进行分析,对PHOTO线清洗区间进行药液清洗,从源头上对造成PVX OPEN不良的细菌进行抑制和清除,降低TFT-LCD生产时受细菌的影响程度,该措施可将发生率降低5%以上,改善明显。
通过对不同浓度,不同种类的药液效果进行评估,25%的显影液改善效果最佳,低浓度的效果与酒精/IPA相当,但后两者危险系数可忽略,推荐优先选择。
通过AIR KNIFE前段气流及AIR KNIFE流量调整,可以弥补药液改善周期不能持续的问题。二者共同作用,可以将PVX OPEN发生率稳定周期延长到2个月。
5 结论
通过对TFT-LCD制造中PHOTO工序PVX OPEN不良形成原因分析,实验论证及措施改善等,得出以下主要结论:
(1)ARRAY PHOTO工序PVX OPEN不良的原因为气味黄杆菌,通过药液清洗,可以将发生率由6.17%降低到0.5%以下。
(2)使用不同药液清洗的灭菌效果不同,同种药品不同浓度的清洗效果不同,仅使用药液清洗,PVX OPEN改善周期约为1个月。
(3)调整清洗AIR KNIFE前段排气方向与AIR KNIFE参数,让生产气流改变,可以将药液改善周期延长到2个月以上。
