矿山用制氮设备控制系统的改进策略
2021-04-08董加利
董加利
(晋能控股煤业集团马脊梁矿西三综合区, 山西 大同 037000)
引言
煤矿的高效率生产使得煤矿的日常防火工作成为保证矿井正常生产的首要问题,防灭火工作的好坏决定了生产能否安全顺利进行。N2作为不可燃性气体可以作为煤矿防灭火材料,采取制氮注氮设备制备惰性气体N2也成为煤矿防灭火方式的首选,这种防范在很多国家也有应用[1]。煤矿生产现场必须具备防火措施,N2作为防火材料,可以适应高性能、高效率煤矿防灭火工作的需要。膜制氮设备在煤矿中的推广可有效提高煤矿日常工作的安全性,但是为了降低设备的操作难度,必须提升膜制氮设备控制系统的自动化程度,简化日常防灭火工作的任务,因此,采用安全稳定的膜制氮注氮设备自动控制系统成为矿山安全的关键[2]。因此研究膜分离制氮工艺及其自动控制工艺流程,设计和改进控制系统,为保证煤矿运营安全具有重要的意义。
1 膜分离制氮技术的特点
通常制氮采取中空纤维膜分离制氮原理实现空气中N2和O2的分离,纤维膜利用多个高分子薄膜细管密集集成在承压管壳,空气压缩后在中空纤维膜流动,但是压缩气体中不同成分的物理特性不同,因此扩散透过率也有差异,O2、水蒸气的活性大,非常容易穿过膜壁而逸出,N2因为活性差透过管壁较少,空气压力持续推动管内侧N2沿着薄膜管经过阀门注入储气罐,其原理如图1 所示。采用膜分离制氮技术可以保证N2分离效果好,且能量低、自动化程度得到相应提高。N2分离过程可以在接近室内温度时进行,分离过程为物理变化,因此具有很好的稳定性和连续操作性。中空纤维膜也成为煤矿制氮的首选,膜分离制氮设备加热方式为电加热制氮或者汽加热两种制氮方式,由于电加热过程容易控制,所以该制氮方式可实现很高的自动化程度,但能耗相对较大,采取汽加热制氮方式可以节能,维护方便,造价低,但是自动化不容易实现,操作过程对工人要求较高。

图1 N2 分离原理
2 膜制氮自动控制系统的工艺流程
首先用双螺杆空气压缩机压缩机将空气压缩到1.6 MPa,满足标准后注入空气缓冲罐完成预处理,空气过滤器由两个精度等级的过滤器(精密和超精密过滤器)、风干机和碳床过滤器等组成,以控制水分、油和粉尘的含量,其中含油量必须不大于0.001 mg/m3,固体颗粒不大于0.01μm。检查过滤完成空气,合格后加热至40 ℃,空气进入内膜组后继续加热至45 ℃。加热空气在膜分离制氮装置完成N2的分离制备,分离后可获得压力不低于1.2 MPa、浓度不低于95%相对纯净的N2,工艺流程如图2 所示。
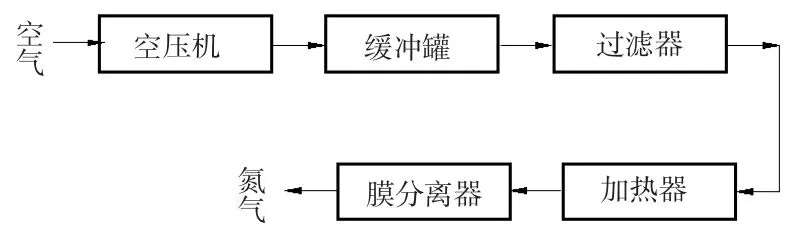
图2 自动控制膜制氮工艺
膜制氮设备设置有保护程序和检验装置,对入膜空气压力、进气温度和气体预加温度都进行检测并进行控制,当某一参数超过设定值就会激发保护程序进入膜组保护状态。在N2出口处设立浓度检测装置,当氮气浓度低于95%,放空阀开启将N2放入大气,当检测N2纯度大于95%满足要求,输气阀门自动开启,并实时显示N2纯度、流量及总流量的信息。
加热器实时控制压缩空气的温度,保证膜的工作处于良好状态,有效提高了工作效能。膜分离组件设置有各种阀门和N2流量计、O2浓度测试仪等器件。调节阀和背压阀通过与控制系统连接,保证分离过程各种参数的稳定性。
3 膜制氮控制系统的整体结构改进设计
随着科技在煤矿生产中不断被推广应用,自动控制技术被用于煤矿生产的各个环节,尤其是自动化的防灭火装备,可以将管理系统和控制融合在一起。可编程控制器PLC 的快速普及,PLC 具有体积小、功能强、程序编制简单灵活的特点,可适应粉尘密度大、温度高、强电干扰的煤矿企业[3-4]。基于膜制氮注氮防火系统采取PLC 进行模拟量控制和数据处理。在要求防灭火设备可靠性高的同时,各项灭火参数简单易懂。自动化的注氮工作可以有效降低煤矿工人的劳动强度,提高工作效率。温度控制决定了空纤维膜性能和效率,由于生产现场必须对温度进行分散控制,选择PID 调节完成温度实时控制模式,并对温度进行实时显示及其相关控制。PID 调节器可以直观、可靠、精确地完成对于温度的显示和控制,并将信息通过内置的RS485 与上位机之间进行数据传输,以实现远程监控。同时对气体压力、02浓度、N2流量等多个参数控制通过PLC 实现控制及数据通讯。在上机位设置远程监控,进气温度、入膜温度、预加热温度、储气罐压力,N2流量和累计总量的这些数据全部上传到至上位机,关键参数如入膜压力和N2浓度的控制和数据的处理交由PLC 实现,控制系统的的结构如图3 所示。
4 膜制氮控制系统下位机的改进设计

图3 膜制氮控制系统基本结构
制氮设备与下位机直接相连,中下位机实现生产工艺所需条件的自动控制,保持制氮过程安全稳定,以获得最大的设备利用率。采用可编程控制器PLC 完成相关工艺参数的控制,根据进气温度、入膜的温度、预加热温度、储气压力进行编程开发,实现一套完整的控制系统。控制系统主要硬件有微处理器、存储器、输入(出)接口、接口电路等组成。系统采取闭环控制,PLC 通过输出模拟信号控制执行机构,模拟信号经过测量元件和变送器转换成标准量程的直流电流或者电压信号。数模转换器将信号转换为数字信号发送给调节器PID,实现对执行机构的闭环控制。
5 结论
我国煤矿防灭火装置存在操作性差、自动化程度低、作业难度大的问题,因此研究自动化的膜制氮技术特点和工艺,采用PLC 对制氮工艺参数进行闭环控制,以保证制氮过程处于最佳状态,进而增加防灭火工作自动化程度,简化操作流程,为煤矿生产安全提供保障。