矩形管仿形铣切锯恒定弧长切割算法
2021-04-07吕翠玉於成业
吕翠玉, 於成业
(1. 沈阳康特机电设备有限公司, 沈阳110144;2. 沈阳机床股份有限公司数控刀架分公司, 沈阳110142)
0 前 言
随着较大直径直缝焊管产品需求的日益增长, 仿形铣切锯的使用量逐年递增。 仿形铣切锯能够克服普通冷切锯在切割大直径、 厚壁管上存在的困难, 一般由2~4 个镶齿锯片参与切割, 锯片直径为250~350 mm, 利用仿形钢管轮廓铣切的原理实现以小锯片切透大钢管的目的。在直缝焊管生产线中, 仿形铣切锯作为最后的切断设备, 决定着焊管的切割精度和切口质量,同时还制约着生产效率, 影响生产成本。 如果切割时锯片位置不合理, 不但会导致切面粗糙,还会影响锯片寿命。 本研究在R-θ 仿形铣切机的基础上, 采用两张锯片进行切割, 设计了一种针对矩形管的恒定弧长切割算法, 并进行了实际切割验证。
1 切割模型
R-θ 仿形铣切机械结构如图1 所示, 由大盘旋转轴、 径向进给轴和锯片旋转轴组成, 切割时通过大盘旋转, 进给的径向运动, 拟合运行轨迹, 完成切割。
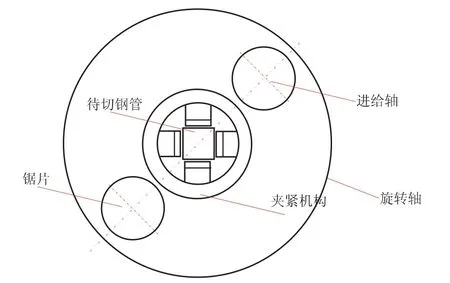
图1 R-θ 仿形铣切机械结构示意图
本研究设计的切割算法适用于矩形管, 锯片中心的轨迹如图2 所示, 且在切割管壁时, 锯片与管壁相交的弧长一致, 进给轴的速度随进给位置的增大而逐渐降低到0, 之后再反向增大, 这样在切割立面时可降低主轴扭矩, 达到提高锯片使用寿命的目的。
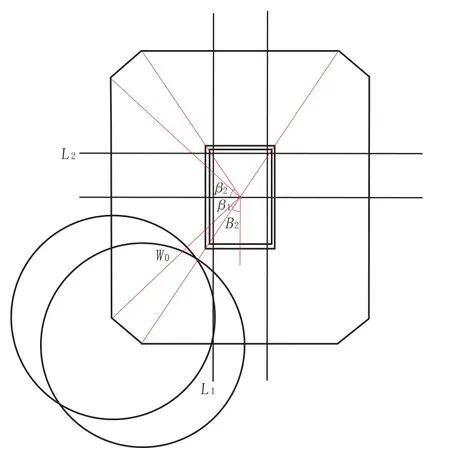
图2 R-θ 锯片中心轨迹示意图
2 切割算法
大盘匀速旋转, 进给根据拟合曲线前进或后退动作。 已知大盘的旋转角β, 锯片的半径R,矩形管水平边长H, 矩形管垂直边长L, 求锯片中心到管中心的距离W。 现以立出的矩形管为例, 需保证大盘启动加速度一定要小, 否则会导致径向切割速度过大, 主轴扭矩升高, 损伤锯片。结合图2 得出的具体计算步骤如下
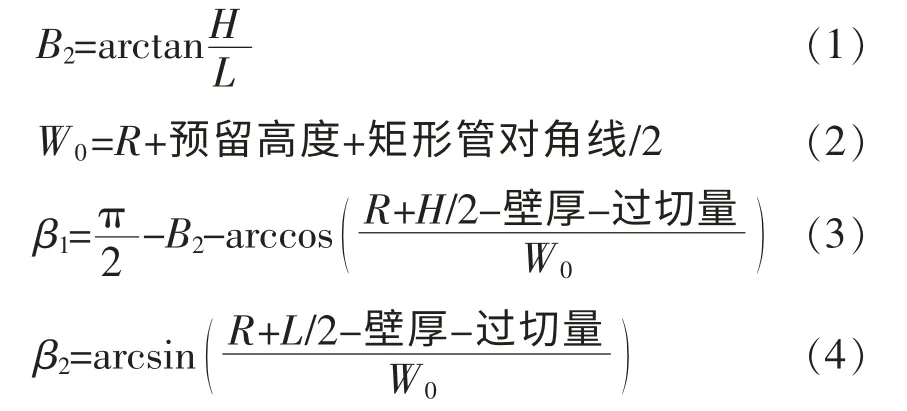
①当0≤β≤β1时, 进给位置不变, 此时还未切到管壁;
此时开始锯片始终与过切量的直线相切运动, 保证切割立面时锯片与管壁相交的弧长保持恒定;
此段仍然沿L1等弧长切削;

此时开始锯片始终与过切量的直线L2相切运动, 保证切割水平面时锯片与管壁相交的弧长保持恒定;
⑥当π-B2<β<计算的切断角度时,

此段仍然沿L2等弧长切削。
通过分段计算出的锯片中心到管中心的距离W, 可以确定进给轴每周期走的位置, 并在CT-Ⅲ运动控制器中进行程序编写, 模拟测试空载时进给轴和大盘轴的速度和位置曲线, 如图3 所示。
该切割算法考虑到大盘机械间隙的问题, 故让大盘旋转轴以固定速度运动, 但实际折算到矩形管管壁的进刀量并不是恒定的。 若可以忽略大盘间隙的影响, 该算法可以进行更进一步的优化。
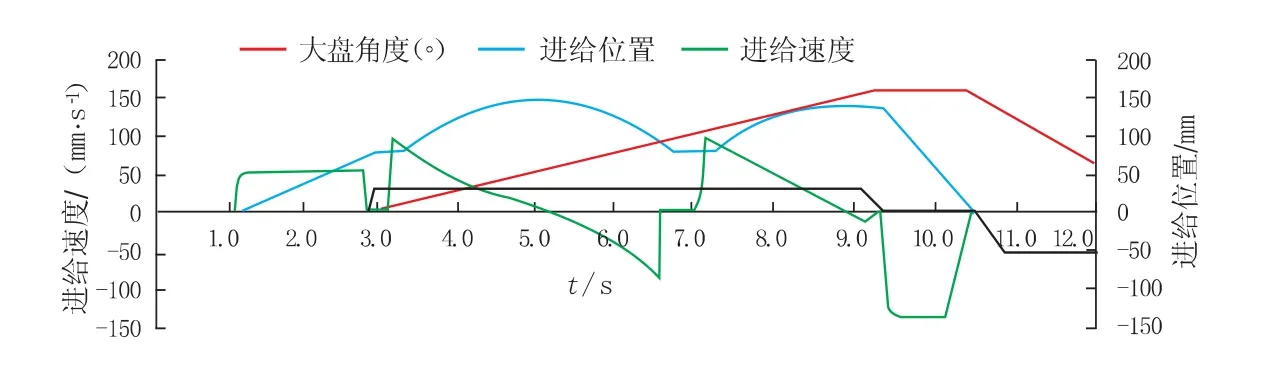
图3 仿形锯空载时进给轴和大盘轴速度与位置变化曲线
3 试验验证
对该仿形锯恒定弧长切割算法进行验证, 实际切割Q345B 材质140 mm×140 mm×2.4 mm 矩形焊管。 镶齿锯片直径300 mm, 72 齿, 大盘进刀量0.07 mm, 锯片线速度300 m/min, 进给过切量6 mm , 主轴1 的扭矩和速度波形如图4 所示。 由试验结果可知, 立面切割时的主轴扭矩明显降低, 切割表面光滑, 无毛刺。 但需要注意的是在大盘开始旋转时应减小加速度, 以达到入切扭矩降低的目的。
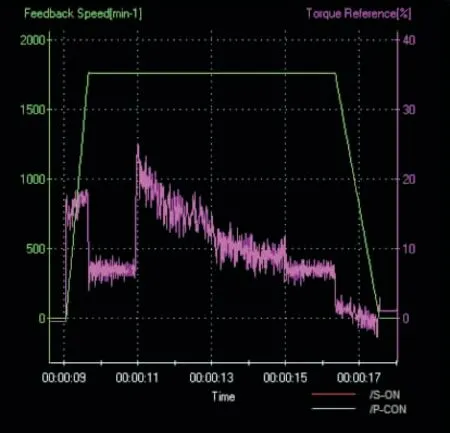
图4 仿形锯主轴扭矩与速度波形图
4 结束语
通过对矩形管仿形铣切飞锯的研究, 设计出了一种恒定弧长切割算法。 本切割算法在R-θ仿形设备上进行了实际切割测试。 试验结果表明, 该优化切割算法效果良好、 易于实现, 可广泛应用于矩形管仿形飞锯中。