浅谈履带式小冰仓在拌和楼中的应用
2021-04-06范晓亮
范 晓 亮
(中国水利水电第七工程局有限公司, 四川 成都 610213)
1概 述
目前,水电站预冷混凝土生产系统使用的传统螺旋输送式小冰仓存在易起拱、堵管、称量误差大、生产效率低,工人劳动强度高、自动化控制技术实现困难等缺点。履带式小冰仓以其良好的破板结、破拱效果好、运行安全稳定等良好性能在化工行业成功使用。笔者依托杨房沟水电站低线混凝土生产系统工程,率先在水电行业引进这一新设备,开展其在拌和楼中的应用研究,解决了拌和楼生产中输冰困难的问题,提高了拌和系统的生产效率,既保证了产品生产质量,又降低了运行成本。
2 拌和系统中输冰系统改造可行性的理论分析
杨房沟低线混凝土系统布置了2座HL120-2S2000L型混凝土搅拌楼,为有效探索和研究履带式小冰仓的应用、冷风回收与循环利用工艺技术开发,依托工程对1号楼进行技术改造,采用履带式小冰仓和冷风回收与循环利用工艺结构,2号楼采用原拌和楼配置工艺结构,为螺旋式小冰仓。
2.1 输冰系统的原理与流程
冰是一种透明的六方晶系的晶体结构,在常压下冰的融点为0℃。冰的温度越低,其导热性能越好,有利于保证拌和楼生产温控混凝土的质量。冰的温度越低,其抗压强度越高,干燥度越高,有利于冰的输送。根据冰的物理特性,在实际输冰过程中受输冰方式、输冰介质、内外温差、机械热等多种因素的影响,片冰在输送工程中的温度将升高。为充分利用冰进入拌和楼搅拌机溶解潜热,应尽量缩短冰的输送时间和距离。因此,“制冰楼一般靠近拌和楼布置,采用气力输冰装置进行输冰”[1]。根据“片冰的生产、储存和气力输冰结构,其储存和气力输送工艺流程见图1”[2]。
片冰在输送过程中凝结成团的机理是片冰温度升高,在压力风送过程中,易破碎,使表面传热面积增加,进一步加剧片冰温度回升,片冰表面吸热局部融化成水,形成潮湿冰,片冰吸热蒸发过程中会重新凝结成团。螺旋机带走下部的冰时,上部结壳的冰留在原处形成起拱、搭桥现象,使冰无法掉入送冰螺旋中,从而使螺旋处于空转,空转就会使一些冰屑一层层地黏结在螺旋叶片间,长时间空转就会使螺旋机失去输送片冰的能力。解决输冰过程中产生的堵冰、结团等问题的主要措施:(1)控制或降低片冰的温升;(2)使冰保持松散状况,避免形成冰团和冰桥。片冰的温度越低,抗压强度就越高,其外形易保持完整,松散状态,黏附性就越小。片冰在输送过程中与管壁、螺旋机槽、称量斗壁产生的摩擦力就越小,输冰效率就越高。

图1 片冰储存和气力输送工艺流程
2.2 履带式小冰仓的结构与工作原理
履带式小冰仓主要包括履带装置、出冰螺旋机、碎冰装置、仓壁等,履带式小冰仓结构见图2。其工作原理:冰储存在冰仓内履带的上方,在工作时通过履带将堆积的片冰传送到碎冰机构,碎冰机构通过旋转将冰堆打碎,扒松,使其成为松散状态,再输送至输冰螺旋机。

图2 履带式小冰仓结构图
履带式冰仓输冰是通过履带将冰仓内的冰整体移出,与冰接触面积大,驱动力矩大,在出冰口设有碎冰装置以防冰仓内的冰结块,从而可以在冰仓满仓储冰。因此,出冰口设置的碎冰装置,保证了输送到螺旋机的冰块为松散状态,确保整个过程不会出现冰堵现象。其次,履带装置的驱动电机采用的是变频电机,通过改变电机的频率来调节小冰仓的出冰量,以便用户可根据实际用冰需要量设置出冰量的大小,不仅可以提高称重系统的精度,也提高了生产效率,还能防止大量冰瞬时进入送冰系统导致的冰堵。
3 履带式小冰仓安装
履带式小冰仓安装是在原螺旋式小冰仓的安装基础上进行改造,为保证设备的配套性和重复利用,避免对拌和楼主要结构进行改动,同时注意与拌和楼工艺流程设备的接口及空间位置的利用。杨房沟低线拌和系统充分利用拌和楼空间,在原小冰仓的基础上改造安装履带输冰装置、破冰装置等工艺设备,并将增设的承重结构、安全防护设施、管道及设备的接口均制作成标准杆件,采用螺栓进行连接。
通过现场测量,可供履带式小冰仓安装的有效空间为长2.2 m、宽1.5 m、高2.7 m。由于其出冰口位于冰仓端部,小冰仓安装位置由原中部布置,更改为靠楼体墙边布置,并结合拌和楼体结构增设竖向支撑和横梁,同时对原安装平台支撑和固定结构进行改造,即从拌和楼称量层平台增设支撑结构至称量检修平台,并根据受力点对原设计中小冰仓安装固定承重梁等结构位置进行改造。改造后履带式小冰仓安装布置见图3。
传统输冰工艺未考虑分离冷风的回收利用,且堵冰故障处理时,小冰仓不能有效密封,造成了大量的能耗浪费,从而导致罗茨风机后的空气冷却器配置均较大,也影响送冰冷风质量。据《水利水电施工组织设计手册》介绍,“循环冷风损失10%时,冷风冷量需增大一倍”[3]。为控制片冰的温度回升,提高片冰的质量,依托工程利用1号拌和楼进行了履带式小冰仓改造,在拌和楼小冰仓至冰楼输冰设备罗茨风机之间敷设一回风管路,回风管路引接至空气过滤器进风口,并在过滤器进风口增设DN150进风管路,设空气截止阀,补充损失风量,同时避免冷风流失。为便于监测冷风回收利用效果,在回风管路两端(即拌和楼小冰仓和罗茨风机进风口)各安装一个测温仪和压力表,以便实时记录冷风循环利用情况,从而实现冷风回收和循环利用。冷风回收与循环利用工艺见图4。
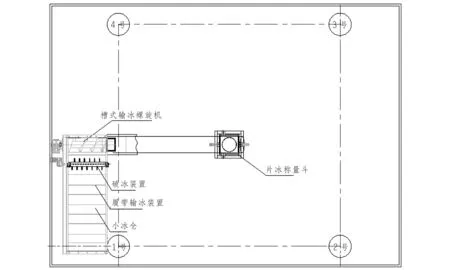
图3 履带式小冰仓安装结构平面图

图4 冷风回收与循环利用工艺图
4 输冰系统自动化控制及监控系统的改造
传统输冰系统存在易堵冰的缺点,需在小冰仓、冰库安排专人进行运行管理,以人工手动控制和监控管理为主。为提高输冰系统运行效率,实现系统控制自动化,研发了一套PLC控制系统,控制系统具备自动和手动控制两种功能,并接入拌和楼控制系统,在拌和楼上位机进行组态,实现在拌和楼中控室上位机进行输冰过程全自动化控制和远程监控和管理。
为实现自动化控制技术,同时在相应部位设置传感装置和信号反馈装置,根据反馈信号在自动控制模式下实现输冰过程自动化。主要控制技术如下:
(1)在冰库增设了温度传感装置,当感应温度高于设定高温度时,控制系统自动开启库内冷风机,低于设定低温度时自动关闭冷风机,保持库内冰处于一定的温控区间,使冰处于干冰状态。
(2)在拌和楼小冰仓增设料位感应装置,实现片冰自动输送,当料位低于设定低料位时,自动启动冰库耙冰机、螺旋机、混合泵、罗茨风机进行输冰,高于设定高料位信号时,自动按序停止输冰。
(3)小冰仓输冰按输冰螺旋机、碎冰装置、履带送冰装置依次开启设备,并通过称量信号反馈送冰是否正常,履带式冰仓输送履带通过变频器调速控制,感应电机扭矩的大小自动调节运行速度,将输冰量调整到一定的允许范围内,并通过称量系统反馈,实时进行修正以满足冰称量的精度要求。
(4)为满足系统集中监控管理要求,在冰库内和小冰仓处设置了两套视频监控系统,并将信号接入拌和楼中控室统一监控,实时显示冰库和小冰仓的运行状况。
5 应用取得的效果
5.1 履带式小冰仓应用取得的效果
通过生产实践,根据1、2号拌和楼预冷混凝土生产情况的对比分析表明,采用履带式小冰仓,设备运行稳定可靠,几乎未出现小冰仓堵冰现象和设备故障,其应用效果和运行状况对比分析见表1、2、3。
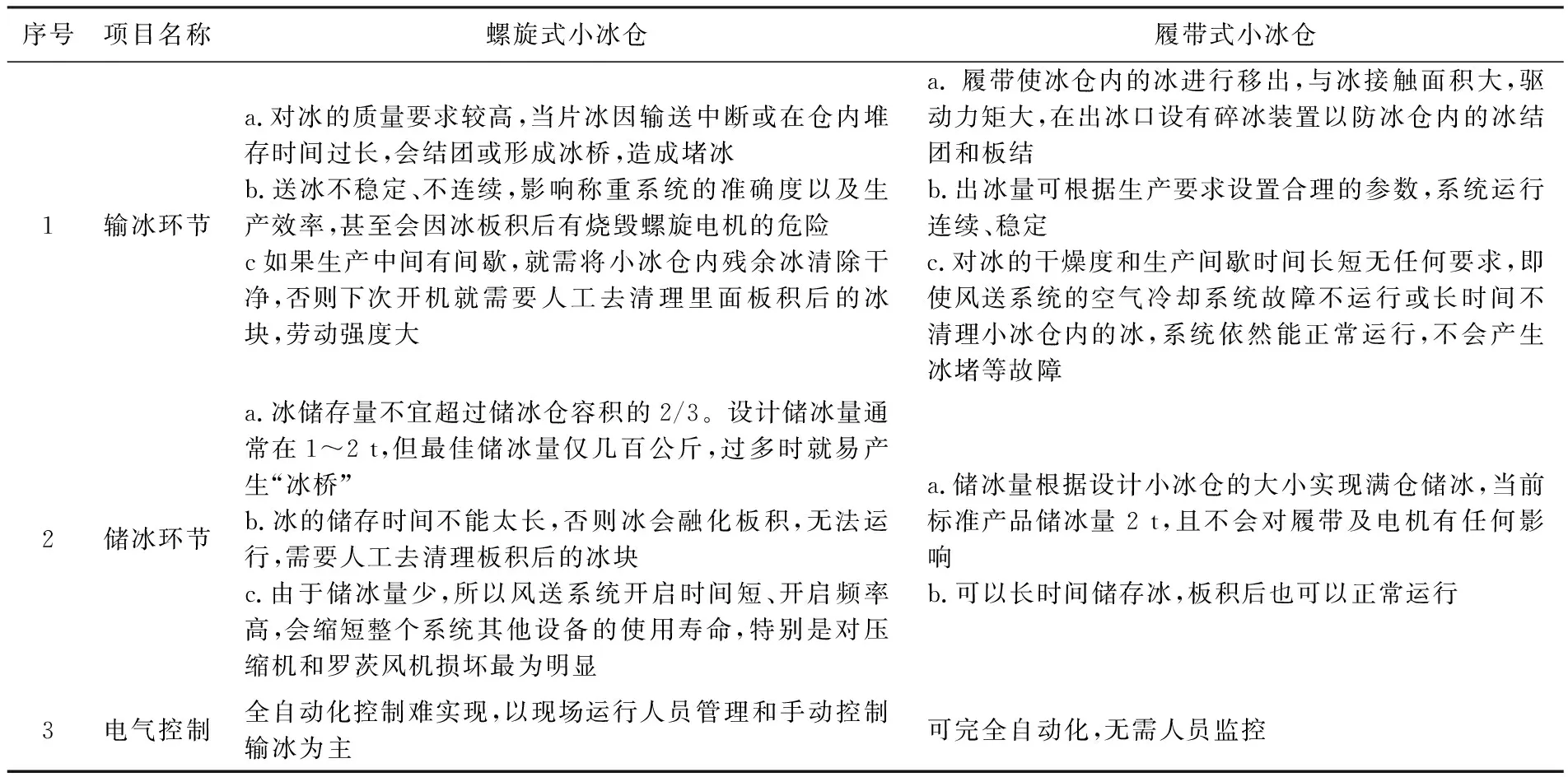
表1 输冰过程运行效果比较

表2 拌和楼生产运行统计对比分析表

表3 冷风回收循环利用情况统计分析表
通过对1、2号拌和楼生产数据的统计和分析,采用履带式输送装置较传统的螺旋输冰和冷风回收利用装置,每小时生产能力提高了6%~10%,“片冰的称量误差控制在±1%之内”[4],并实现了冷风回收利用率达60%以上,保证了片冰质量,降低了运行成本。同时,设备运行安全可靠,提高了生产效率,满足了预冷混凝土生产的质量要求。
5.2 控制系统技术改造取得的效果
生产运行实践表明:输冰系统与拌和楼控制系统配套技术改造实现了拌和系统生产环节的控制自动化和管理信息化,节省了人力资源,提升了生产效率,降低了运行成本。其运行效果主要体现在以下方面:
(1)变频控制技术的运用。履带式小冰仓在传统的控制基础上引入了变频控制技术,驱动电机采用变频电机,控制单元采用变频器,PLC通过模拟量模块与变频器进行通讯,通过试验测定值调整履带输送量,能控制片冰称量精度,同时能提供综合保护功能,提高了设备的安全性和可靠性。
(2)PLC控制技术的运用。输冰系统采用“PLC控制技术,在拌和楼中控室集中进行监控和管理,实现了控制自动化,管理信息化的目标。”[5]通过生产运行统计,其输冰效率可提升20%以上,提高了生产效率,也大幅度提高了设备运行的可靠性和安全性。
同时,采用PLC实现自动化控制,可根据设备及信号监测装置的信号反馈在小冰仓等部位实现无人值守功能,采用计算机进行集中监控和管理,提高了运行的安全性,节约了运行成本。
6 效益分析
采用履带式小冰仓可以实现小冰仓满仓储冰,输冰系统运行时间可由原25 min/h,缩短为12 min/h,减少了输冰系统运行时间。履带式小冰仓运行可靠性提高和自动化控制技术的应用,使拌和楼小冰仓运行和输冰系统运行可由原4人/班减少为2人/班。同时,减少了故障处理时间8%~10%,降低了因故障处理造成的能耗浪费,起到了“节能降耗”的作用,提高了片冰的输送质量和生产的连续性,确保了工程质量和进度。
7 结 语
笔者依托杨房沟水电站低线混凝土拌和系统工程,探析履带式小冰仓在系统中使用及配置的合理性和适用性,介绍了履带式小冰仓的安装以及冷风回收与循环利用工艺。同时,对拌和楼自动化控制及监控系统进行改造,实现了输冰过程的自动化控制,较好地解决了输冰过程中起拱、堵管等问题,提高了系统生产效率和设备保障率,保证了产品质量,降低了工程运行成本,为类似工程履带式小冰仓的应用提供了很好的借鉴和参考意义。
