钢管车车架焊接变形控制方法
——以巴哈越野赛车车架为例
2021-04-06袁康皓钟慧莹
袁康皓 钟慧莹
(广州市交通运输职业学校 广东广州 510000)
一、钢管车车架焊接变形的类型及分类
焊接变形可分为面内变形和面外变形。焊接变形的面内变形可分为焊缝纵向收缩变形、横向收缩变形和焊缝回转变形,面外变形可分为角变形、弯曲变形、扭曲变形、失稳波浪变形[1]。
焊接变形的类型有:纵向或横向变形;弯曲变形;角变形;波浪变形;扭曲变形。其中,装配质量不好及焊接次第和方向不当等,容易产生扭曲变形;薄板焊接容易产生波浪变形。
焊接过程中被焊工件受到不均匀温度场的作用而产生的形状、尺寸变化称为焊接变形。随温度变化而变化的称为焊接瞬时变形;被焊工件完全冷却到初始温度时的改变,称为焊接残余变形,经分析,钢管车车架焊接过程中主要影响为焊接瞬时变形[2]。
二、钢管车车架焊接过程中出现变形的原因
焊接时,焊缝附件的高温区金属受周围金属的制约,产生不均匀的压缩塑形变形,焊接后冷却时,这部分压缩的塑形金属同样受周围冷态的金属制约,不能自由收缩,导致了拉应力和变形。其中常见的有:
(一)焊接定位夹具的固定
在对钢管车架进行焊接时,需要选择具有较好刚性的定位设备和装置,否则会使焊接管件在部分位置的外载影响下出现自由度固定不足的情况,引起车架结构中的弹性变形,当弹性变形存在于车架结构中时,加热温度还原至初始均匀状态或者局部位置的外载去除后,弱性的变形就会被释放出来,从而造成焊接变形[3]。

图1
(二)钢管在开坡口处间隙控制不当
在对车架进行焊接时,为使坡口处得到更好的作用,通常会使焊接工件之间的间隙保持在1mm以内。如果装配的间隙控制不当,就会引起焊接变形。即在进行车架焊接时,如果装配间的间隙太大,就会使已熔化的金属从间隙中流出,给焊接造成极大的麻烦。此外,由于装配件的间隙大小直接影响着焊接工作的工作量及热输入量,如果间隙控制不好,就会使焊接时间加长,同时热输入量增大,引起的变形程度也就越大[4]。
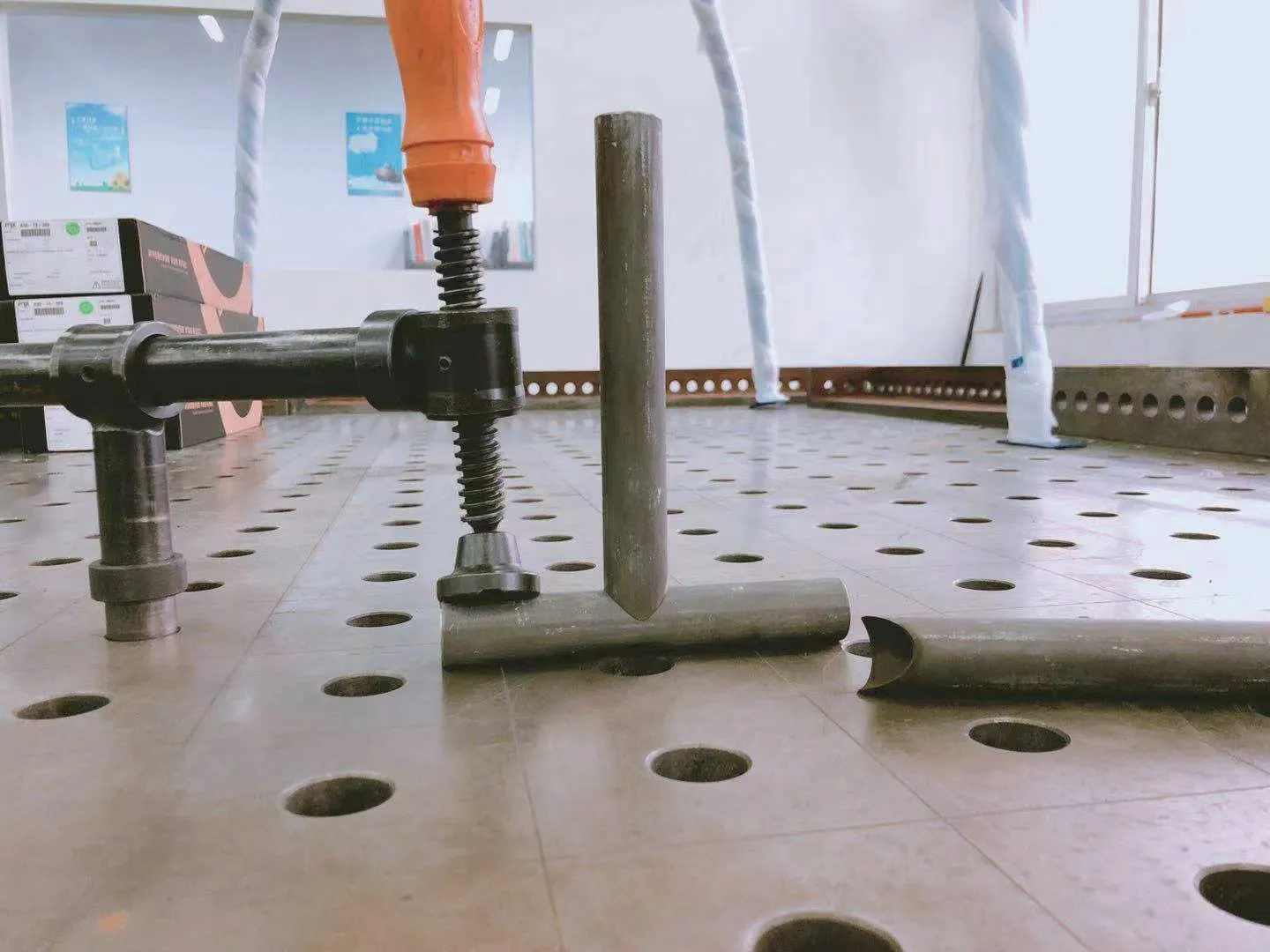
图2
(三)焊接不规范
车架焊接过程中,通常造成变形出现的原因主要是焊接不规范,即车架焊接工艺的不得当和不正确。如焊接速度过慢、焊接接通的电流过大、焊条的直径过大等。另外,车架焊接中焊接次序不当、先进行总拼接焊接、间断性的焊接都会造成较大的焊接变形。故在进行实际的焊接时,必须要规范焊接的相应工作,以正确的焊接工艺进行焊接。

图3
(四)焊接工艺顺序出现差错等
在对车架进行焊接时,会发现车架的焊缝较长,且分布的范围也比较广,所以焊缝的分布程度和焊接的顺序对焊接变形的出现和变形程度有着极大的影响。如在焊接顺序或者焊缝的位置没有达到对称时,就会出现线性缩短,严重则会出现焊接变形;焊缝横截面的重心如与焊接接头的横截面重心出现偏离,角变形就会产生。总之,焊接过程中,焊缝的部位越多,变形程度就会越大。

图4
三、焊接变形后对车架的影响
变形的危害:焊后尺寸不合格、影响美观和降低承载能力。
应力危害:降低结构承受静载能力、降低结构刚度、降低构件的尺寸稳定性和增加应力腐蚀开裂的倾向。
会使整车的稳定性变差,操控性降低。因为悬挂都是焊接在车架两侧。随之就是变形带来的安全问题。
变形后车架会扭斜,而车架的功用是支撑、连接汽车的各总成,使各总成保持相对正确的位置,并承受汽车内外的各种载荷,扭斜后各总成之间就会装配不到位[5]。
四、车架焊接过程中焊接变形的控制方法
(一)反变形法
为抵消(补偿)焊接变形,焊前进行装配时,先将工件向焊接变形相反方向进行人为的变形。反变形法是常见的一种控制变形的方法。主要是在进行车架焊接前,对焊接后逆行的方向、变形程度进行预估,在正式进行焊接时,于组合点固焊时进行反方向变形的给予,以此对焊接变形进行有效的抵消。需要注意的是,焊接手册中的预估公式和图像图表不能精确地对数值进行展示,因此,进行实验是一种有效的方式
(二)利用装配和焊接顺序来控制变形
装配时应尽可能减小焊件的变形,在焊接中采用正确的焊接方法和焊接顺序来减小焊件的变形量。
(三)刚性固定法
增加焊接的刚性,则焊后的变形会减小。一般可采用夹具或支撑式临时固定于刚性平台上,或利用焊件本身构成刚度大的组合体。除了常见的反变形法,刚性固定法也是有效控制焊接变形的一种方法。刚性固定法主要是通过对零件的固定对变形进行限制。一般来说,采用焊接夹具进行紧固和定位,焊接夹具的刚性越强,变形的几率和变形程度就越小。但需要注意的是,焊接构件的刚性越强,刚性固定法的效果就越差。因此,刚性固定法常使用在抑制波浪变形和角变形中[6]。
(四)散热法
又称强迫冷却法,一般有水冷法和散热垫法。
(五)锤击焊缝法
用圆头小锤锤击焊缝,以减少接头的焊接应力和变形。
五、结束语
综上所述,在对车架进行焊接的过程中,还存在一定的问题,焊接变形就是其中最重要的问题,其变形程度影响着焊接效果。因此,在分析了造成焊接变形的原因后,必须针对变形类型采取相应的控制措施,保证车架焊接的顺利进行,提高行业的经济效益。