磷酸铁锂电池电压一致性改善研究
2021-04-02张大峰
张大峰,刘 炜, 刘 丽
(国轩新能源(苏州)有限公司,江苏昆山215300)
由于磷酸铁锂电池独有的安全性优势,受到众多新能源汽车公司的青睐,新能源汽车的电源系统是由众多的单体电池并联成多个电池组,最后电池组再串并联组成大的电池包,该电池包的实际容量受单节电池组间电压一致性影响,若各节电压相近,彼此间压差小,容量得以充分发挥;若各节电压存在较大差异,彼此间压差大,导致充放电时出现单节保护问题,降低了整个电池包的实际充放电容量,导致续航里程不足和电性能受影响等问题。
本文从环境温度和分容方式两方面进行实验来改善磷酸铁锂单体电池间电压一致性,最终确定了环境温度及分容后小电流续放电或充电,对提升单体电池电压整体一致性有较大帮助,从而确保电池包各节电池组间压差一致性。
1 实验
正极材料:磷酸铁锂、石墨稀、PVDF、NMP;负极材料:石墨、导电剂、SBR、CMC、去离子水;隔膜:陶瓷隔膜;电解液(天津金牛)。
将正负极材料各自通过合浆机混合成浆料,正极浆料涂敷在12 μm 厚的铝箔上,负极浆料涂敷在6 μm 厚的铜箔上,经过涂布烘箱烘干后,分别经过辊压机辊压至工艺要求厚度(正极片压实密度为2.36 g/cm3,负极片压实密度为1.61 g/cm3)。将辊压好后的正负极片经过极片分切机,分切至所需尺寸的正负极片,将分切好的正负极片和隔膜通过卷绕机卷绕成两头为全极耳设计的卷芯,极耳分别位于卷芯两端,再将卷芯两端极耳经超声波揉平,两端焊接盖板,最后注液封装,制成铝壳圆柱电池。
2 结果与讨论
2.1 环境温度对电压一致性的影响
取产线分容后同一容量档位的合格电池6 只,常温下0.5 C 恒流恒压充满电,然后在5、15、25、35、45、55 ℃下各取1只,静置4 h 后,以0.3 C 放电至2.0 V。对比容量及放电后电池的电压,如图1 和图2 所示。
由图1 可知,在一定温度范围内,放电容量随温度升高而递增,当温度增至25 ℃及以上时,放电容量趋于平稳;当温度增至55 ℃时,容量出现轻微减小的趋势。
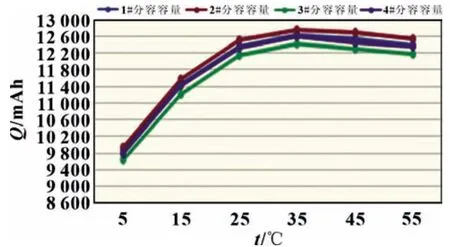
图1 不同温度下放电容量折线图
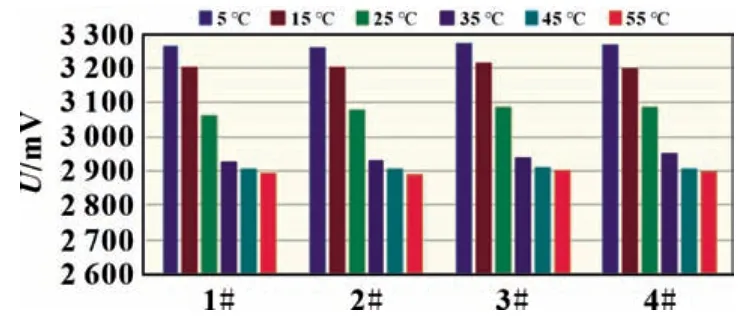
图2 不同温度下分容放电后电池电压柱形图
由图2 可知,随着温度的增加,分容放电后电池电压呈现逐步减小并趋于稳定的趋势,以25 ℃为转折点,达到35 ℃及以上时趋于平稳态。25 ℃与5 ℃的电池压差相差200 mV 左右,35 ℃及以上与5 ℃的电池压差相差315~350 mV;但35、45、55 ℃三者电池压差只有35~50 mV。
导致图1 和图2 实验结果的原因为:(1)温度偏低时,电池极化较大(如图3),电池残余容量不一,导致电压不一[1];(2)磷酸铁锂材料低温下容量发挥和倍率性能不佳,即低温性能不佳;(3)温度过高,损耗了有效锂含量,不可逆容量增加[2]。

图3 不同温度下的放电平台曲线
综上,磷酸铁锂锂电池批量生产分容放电时,车间适宜的环境温度区间为25~45 ℃,最好控制在35 ℃附近最佳,因为此温度下保证了容量的发挥且不会造成不可逆容量损失增加,而且分容后电池的反弹电压趋于平稳,一致性好,压差小。
2.2 分容优化方式
2.2.1 小电流续放电对电压一致性的影响
取产线分容后电性能合格的电池864 只,在常温下分成两组进行实验,第一组0.5 C 恒流恒压充电至3.65 V,0.05 C截止,0.5 C 恒流放电至2.5 V;第二组0.5 C 恒流恒压充电至3.65 V,0.05 C 截止,0.5 C 恒流放电至2.5 V,静置30 min 后,以0.01 C 再次放电至2.5 V。对比两组电池电压一致性,如图4 所示。
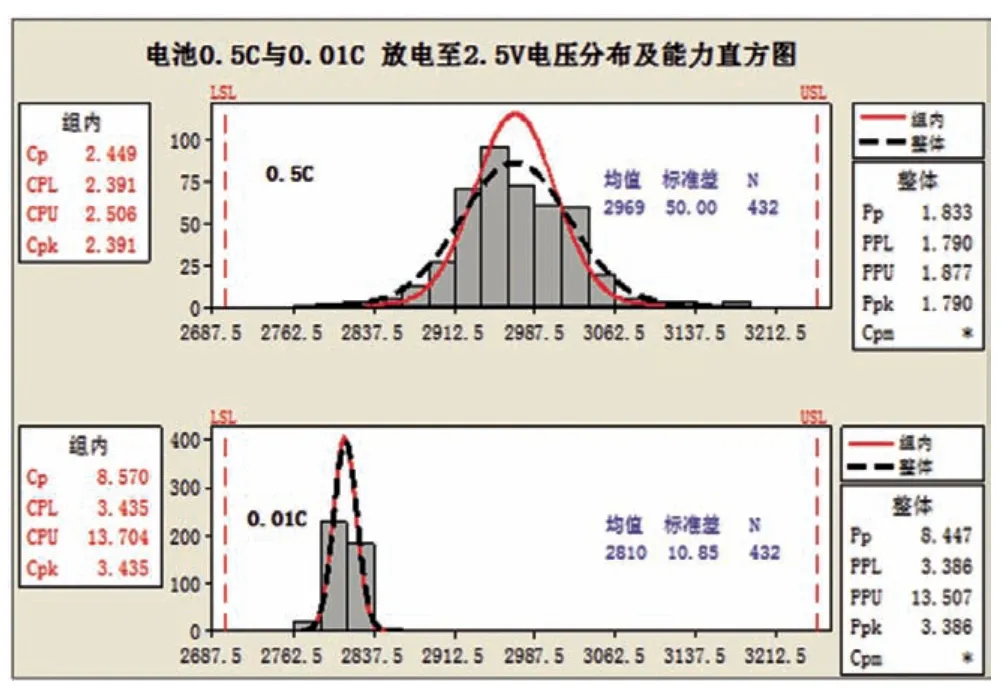
图4 0.5 C与0.01 C放电后的电压分布
由图4 可知,0.01 C 再次续放电后电压一致性明显高于0.5 C,说明分容放电后如果再采用更小倍率的电流进行续放电,可将电池各自由于极化而残留的剩余容量近一步释放出来(如图5 所示),使原本剩余容量不一的电池通过续放电形式变得一致,从而实现了电压分布窗口由宽变窄,电压一致性得到提高。
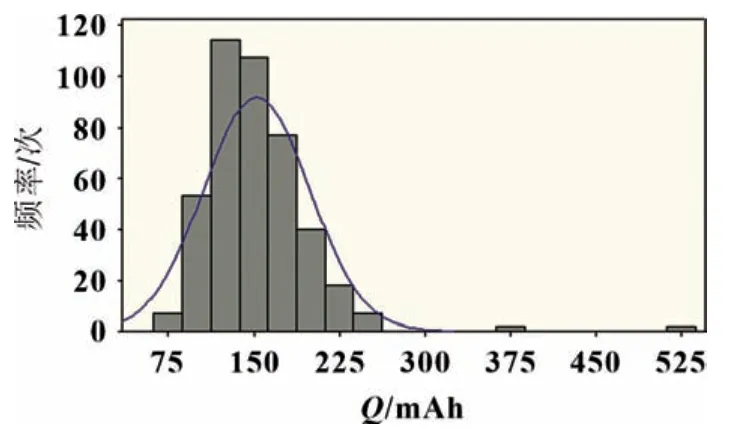
图5 0.01 C续放电放出的剩余容量分布
2.2.2 小电流补电对电压一致性的影响
取产线分容后电性能合格的电池200 只,在常温下分成两组进行实验,A 组0.5 C 恒流恒压充电至3.65 V,0.05 C 截止,0.5 C 恒流放电至2.5 V;B 组0.5 C 恒流恒压充电至3.65 V,0.05 C 截止,0.5 C 恒流放电至2.5 V,静置30 min 后,以0.05 C 补电至3.1 V。对比两组电池电压一致性,如图6 所示。

图6 小电流补电至3.1 V后电压分布对比图
由图6 可知,分容放电后以小电流补电至3.1 V 后电压一致性也明显优于0.5 C 直接放电至2.5 V 的电压分布,说明分容放电后如果再采用更小倍率的电流进行稍许补电,可将电池各自由于极化而残留的剩余容量不一的电池,通过补电形式将最终的剩余容量补到相同程度,从而实现了电压分布窗口由宽变窄,电压一致性同样得到提高[3]。
2.3 环境温度与分容优化方式相结合
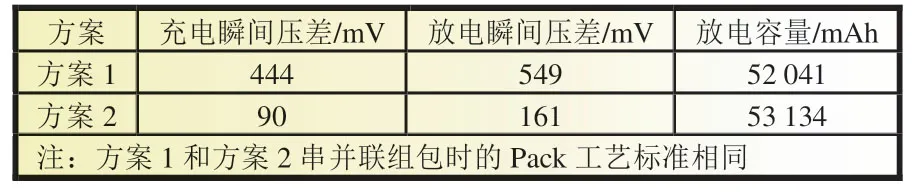
表1 电池包充放电压差及容量
取公司正常量产的同一批电池分成两组。方案1:不控制分容区温度,分容时0.5 C 恒流恒压充电至3.65 V,0.05 C截止,0.5 C 恒流放电至2.5 V,将电性能合格的电池经Pack 串并联成最终的成品大电池包。方案2:将分容区温度控制在30~40 ℃,分容时0.5 C 恒流恒压充电至3.65 V,0.05 C 截止,0.5 C 恒流放电至2.5 V,静置30 min 后,以0.01 C 再次放电至2.5 V,将电性能合格的电池经Pack 串并联成最终的成品大电池包。对比两个方案电池包电性能测试时的充电压差、放电压差及各串电压,见表1、图7 和图8。
方案1 和方案2 的电池包放电容量分别为52 041 和53 134 mAh。结合表1 可知,电芯分容阶段控制环境温度在30~40 ℃,结合0.01 C 更小倍率电流续放电,对单体电芯间电压一致性有显著提升,其在Pack 串并联组包后,整个电池包各串充放电电压明显降低,最终放电容量显著提升;其中充电压差由444 mV 降至90 mV,降低约80%,放电电压由549 mV 降至161 mV,降约71%,而最终的放电容量提升约1 100 mAh 即2%左右。
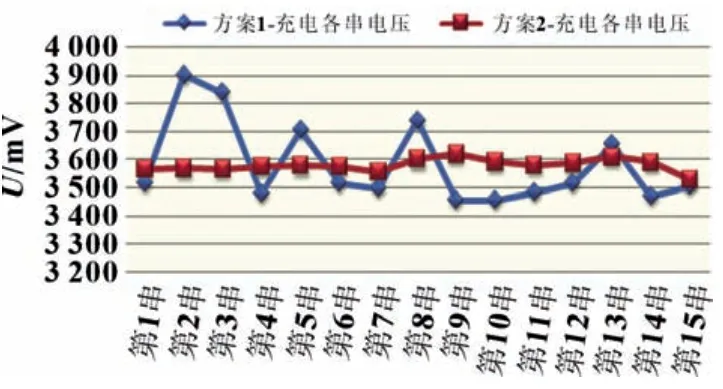
图7 电池包充电时各串单节电压值
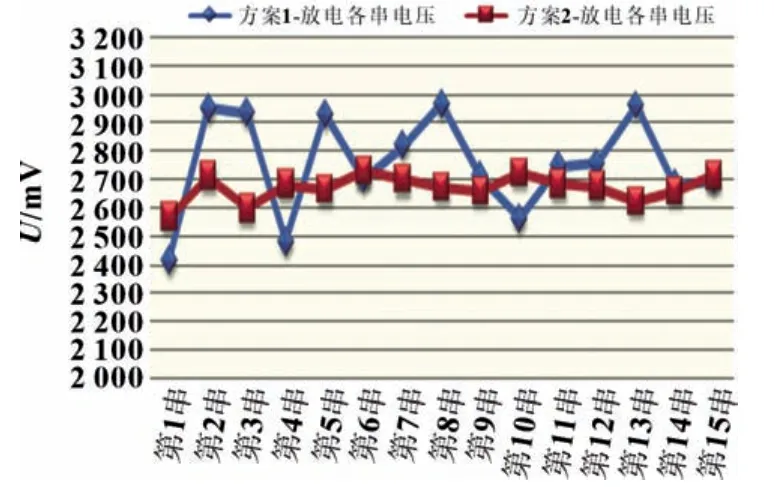
图8 电池包放电时各串单节电压值
由图7 和图8 可知,电芯分容阶段控制环境温度在30~40 ℃,结合0.01 C 更小倍率电流续放电,各串电压一致性较好,曲线呈现平稳状态;相反,方案1 各串电压彼此相差较大,其曲线呈现上下波动状态。
3 结论
(1)磷酸铁锂电池化成分容时,环境温度控制在25~45 ℃为宜,以35 ℃附近最佳,此温度下保证了容量的发挥且不会造成不可逆容量损失增加,而且分容后电池的反弹电压趋于平稳,电压一致性好,压差小。
(2)磷酸铁锂电池分容放电后,采用更小倍率电流(如0.01 C)续放电或更小倍率电流(如0.03 C)微补电的分容优化方式,缩窄了单体电芯电压分布窗口宽度,电压一致性显著提升,同时也降低了电性能合格类电芯之间的压差。
(3)在磷酸铁锂电池实际生产过程中,若将分容区温度控制在30~40 ℃,同时再与小倍率电流续放电或微补电的分容优化方式相结合,分容后得到的电性能合格的电芯,其电压一致性和容量更有保障,经Pack 串并联组成的电池包,各串之间充电压差降低约80%,放电压差降低71%左右,容量提升2%以上。
