客车制动盘内孔中心距专用量检具设计
2021-03-31王盛魁
张 杰 王盛魁
(1.沈阳中车西屋轨道制动技术有限公司 辽宁 沈阳 110144;2.沈阳透平机械股份有限公司 辽宁 沈阳 110869)
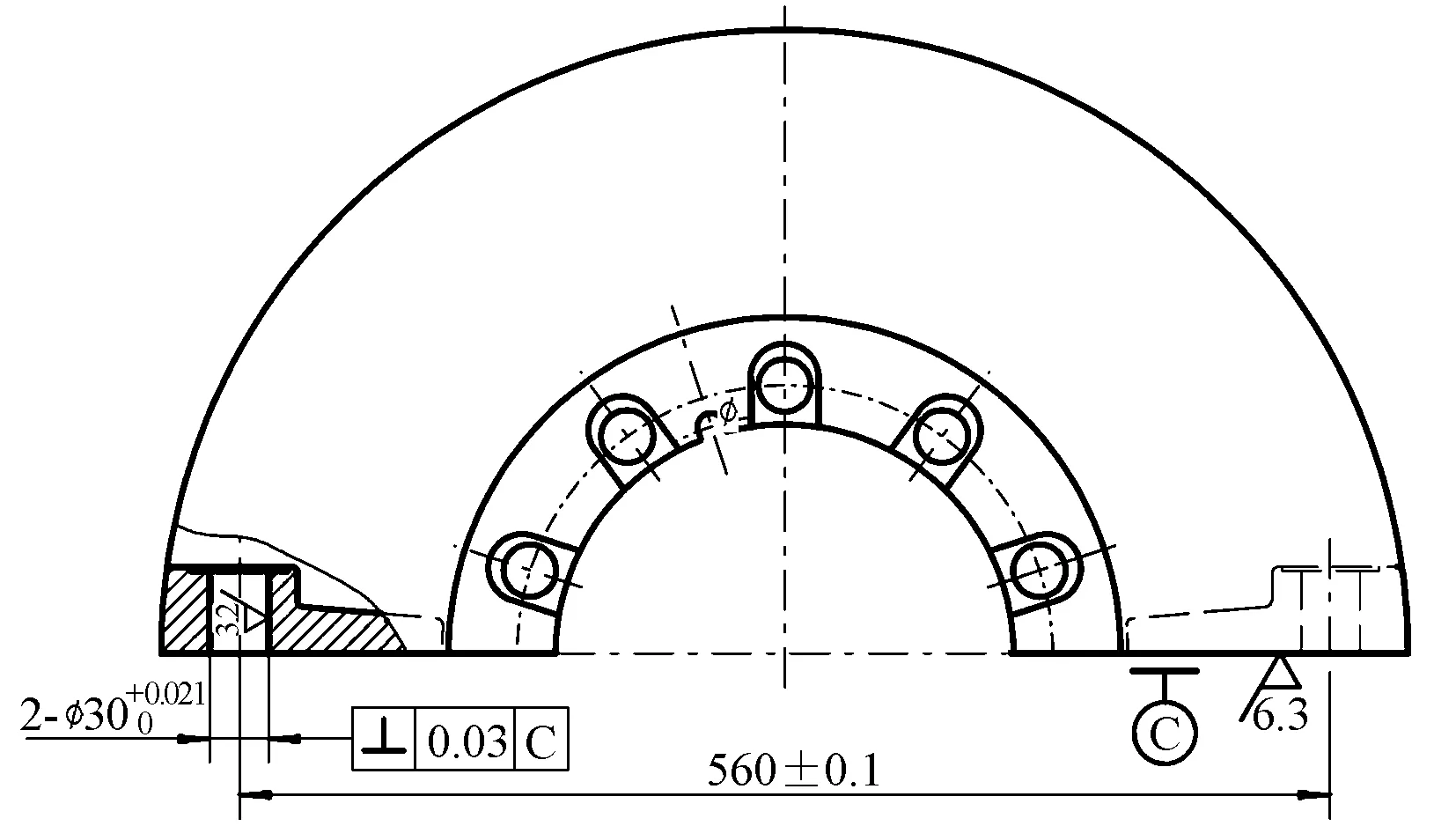
图1 对开式制动盘盘体结构示意图
1 制动盘内孔中心距常规检测方法比较
测量内孔中心距常规检测方法有两种:一种为游标卡尺测量法,另一种为三坐标测量法。
游标卡尺测量内孔中心距是间接测量法,通过测量两孔中心线连线之间的最外侧或最内侧尺寸,减去或加上两个孔的半径值之和,得到内孔中心距尺寸。该测量方法不能保证测量精度,且使用手工计算尺寸,测量效率低。
三坐标设备测量内孔中心距尺寸精确,但该设备通常封闭在房间内,不方便检测大型工件,更不能在生产工位上测量工件尺寸。对于大型工件,三坐标设备只适合抽检和验证零件尺寸。
因此,对于高精度孔、大中心距、重型工件的批量生产,有必要设计专用内孔中心距检具,以便在生产工位上灵活使用,并实现内孔中心距测量的准确、快速和高效。
2 制动盘内孔中心距专用量检具设计
制动盘内孔中心距专用量检具设计应具备检测原理正确、结构合理、良好的制造工艺性以及检测的高效性。
2.1 内孔中心距检具工作原理分析
中心距是两内孔轴线之间的距离,测量两个内孔的中心距时,应以其中一个内孔作为基准,测量另一个内孔相对于该孔的尺寸误差,即可表示两内孔中心距的误差。
制动盘内孔中心距专用量检具结构如图2所示,左侧端为固定端,工件基准孔采用自定心定位销结构,以消除工件孔径尺寸变化对测量中心距误差的影响;另一端(右侧端)采用滑动导销插入工件被测孔,滑动导销的外径与导套的内径之间存在间隙,该间隙即为工件两孔中心距的公差值。
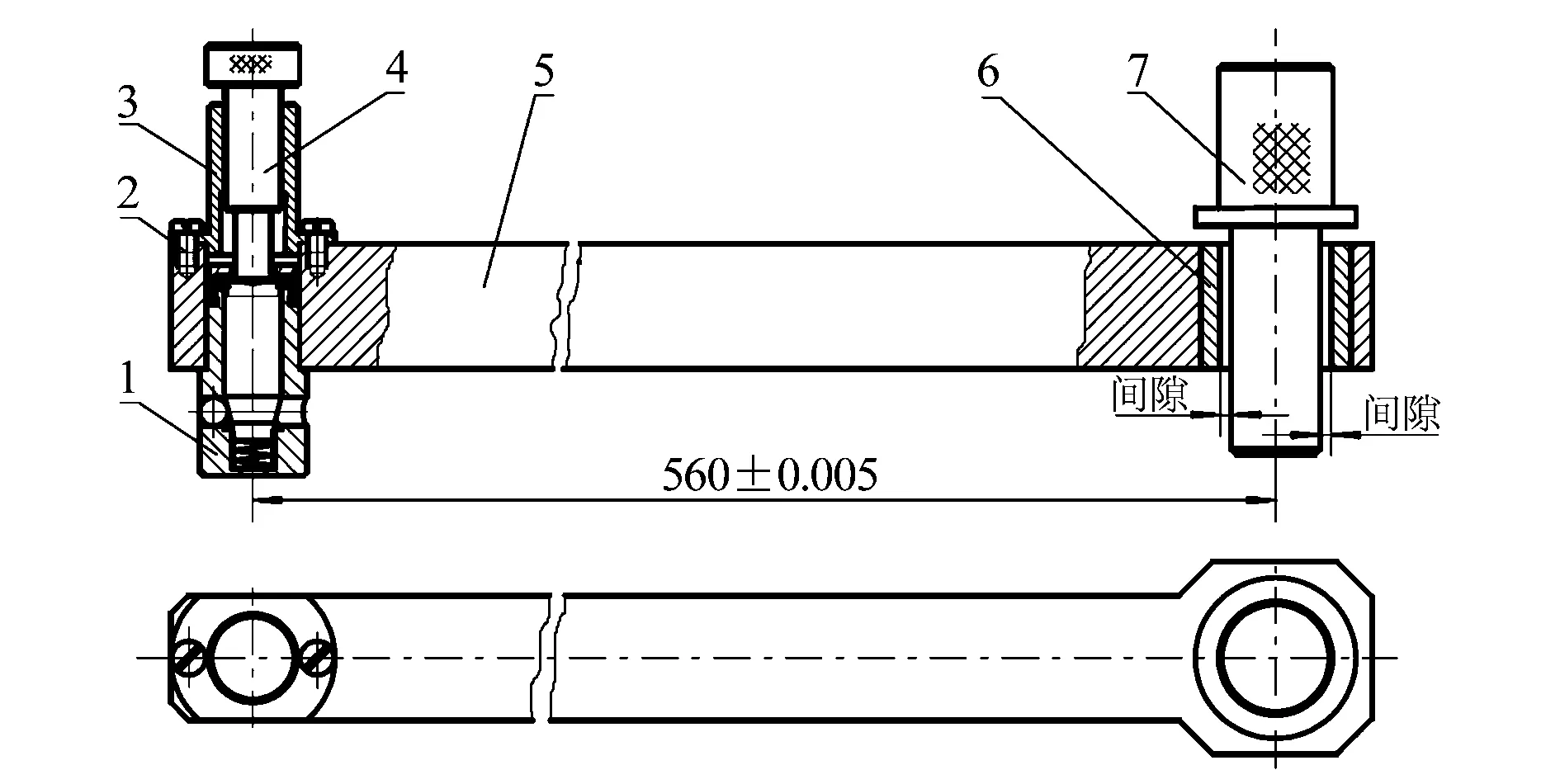
1—自定心定位的组成;2—螺钉;3—调整支座;4—调整杆;5—梁;6—导套;7—滑动导向。
制动盘内孔中心距量检具检测工作原理为:通过检具一端的自定心定位销来确定工件孔的基准中心轴线,将工件两孔中心距的公差值转移到另一端的滑动导销与导套之间的间隙,若中心距超差,则滑动导销不能插入到盘体孔中。
若工件被测孔径尺寸合格,满足设计公差要求。当滑动导销能插入到工件的孔中时,表示工件两孔中心距在设计的公差范围内;当滑动导销不能插入到工件的孔中时,则表示工件两孔中心距超差。通过这样检测,即可快速判断制动盘中心距是否合格。
2.2 内孔中心距检具结构分析
制动盘内孔中心距检具在梁的两端分别设有安装孔,梁两端安装孔的中心距为(560±0.005)mm,梁左端的安装孔装配自定心定位销组成;梁右端的安装孔与导套过盈配合。当左端的自定心定位销组成插入盘体一侧的孔内后,旋转调整杆使3个等直径的钢球与工件内孔接触,完成检具左端工件孔自定心,然后检具的导套孔对正于盘体的另一侧孔,将滑动导销插入检具右端导套孔内再插入工件孔内,完成工件中心距检测。
2.2.1检具自定心结构设计
检具梁的左端自定心定位销组成结构设计图如图3所示,定位销的外径与梁左端的安装孔为过盈配合,定位销内径与芯轴外径为间隙配合,芯轴的上端设有端盖,端盖与定位销的上部为螺纹连接,调整支座用螺钉固定于梁左侧孔上端。
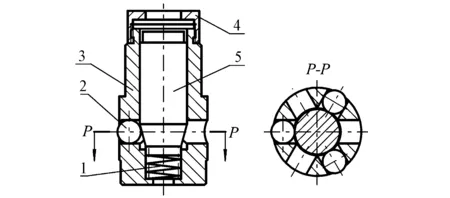
1—弹簧;2—钢球;3—定位销;4—端盖;5—芯轴。
芯轴的圆锥面与3个等直径的钢球相接触,当顺时针旋转调整杆时,将推压芯轴向下运动,带动与圆锥面接触的3个等直径的钢球沿径向向外移动,当3个等直径钢球与工件内孔表面接触时,工件孔的轴心位置就确定了,消除随孔径变化对圆心位置的影响;当逆时针旋转调整杆时,弹簧的推力将带动芯轴向上运动,3个等直径钢球就可以向里面回缩,此时,检具的自定心定位销组成可移动到被检测工件孔的外部。
2.2.2滑动导销端设计
检具梁的右端导套和滑动导销结构设计图如图4所示,检具梁右端安装孔与导套的外径为过盈配合,导套的内径理论值应为工件孔径最小尺寸与孔中心距的公差值之和。滑动导销的外径与导套的内径为间隙配合,该间隙值即为中心距的理论公差值。
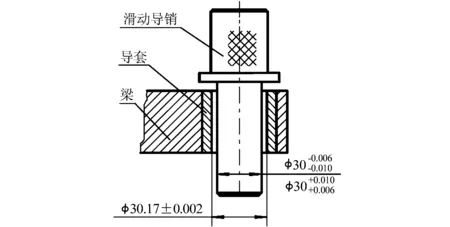
图4 导套和滑动导销结构设计图
在设计中应考虑检具梁中心距尺寸的制造误差值,以及滑动导销与工件孔的配合间隙值,将此两项误差值的设计包含在被测工件孔中心距公差值之内,因此,导套的内径理论值应减掉上述两项误差值之和。
为了保证滑动导销能够顺利进入盘体的被测孔内,滑动导销与被测零件孔采用小间隙配合,配合间隙值在0.006 mm~0.012 mm(直径值)之间。由于配合面之间有粉尘、油膜、空气等介质存在,可以认为此间隙不会影响盘体被测孔的轴线位置偏移,可忽略此间隙误差。

3 制动盘内孔中心距专用量检具使用条件及误差分析
3.1 制动盘内孔中心距专用量检具使用条件

3.2 制动盘内孔中心距专用量检具误差分析
检具误差δ3=检具制造误差+滑动导销与盘体孔间隙误差=δ1+δ2=0.03 mm。
将检具误差值包含在被测工件中心距公差值之内,则检具的中心距测量公差值=盘体孔中心距公差值A-检具误差δ3=0.17 mm,即导套内径尺寸设计为ø30.17 mm。
检具误差δ3/盘体孔中心距公差值A=0.15。
该比值为15%,说明了检具中心距尺寸控制范围比盘体孔中心距公差值缩小了15%,用来抵消检具误差值δ3,因此,检具的中心距测量值仍在盘体孔中心距公差值A之内。
4 结束语
制动盘内孔中心距专用量检具可代替游标卡尺测量或三坐标测量,相比于游标卡尺测量内孔中心距更简便、准确,检测效率可提高3~4倍;相比于三坐标测量内孔中心距可节省工件周转时间10~20 min,生产成本显著降低。并且可以在制动盘生产工位上灵活使用,测量准确、快速、高效。□
