浅析集烟罩人工冲压生产线自动化改造
2021-03-29陈海滨罗克清宁波方太厨具有限公司
文/陈海滨,罗克清·宁波方太厨具有限公司
现状分析
冲压工艺是厨电行业最重要的工艺之一,随着厨电行业的飞速发展,行业内的竞争、人工成本的不断增加,企业降本的压力逐年加剧,带动了冲压自动化技术的快速发展。多数传统的人工手动作业方式,已逐渐更新为自动化的作业方式。为提升人工冲压线生产效率、优化成本,对人工冲压线进行自动化升级改造,在对传统的人工手动冲压作业生产线改造时,需本着提升制造技术水平。重点提高冲压线输送系统的自动化程度,提高劳动生产率,减少作业人数,改善人工劳动强度,保证生产的安全性,降低制造成本。
全面掌握现有生产设备及产品工艺的各种数据,诸如生产线基本配置、压力机对自动化适应程度、压力机间距情况、物流方式等,是生产线自动化改造工作开始的基础。另外,还需对在线生产产品做全面剖析,是否适合自动化生产、是否需要对现有加工工艺调整、是否需要对专用工装进行调整改造等。综合以上设备与产品工艺,制定成本最优改造方案。
现有设备分析

图1 集烟罩人工冲压线

图2 产品的冲压工序
以方太电器工厂集烟罩人工冲压线为例,如图1所示。根据现场场地与产品工艺布置生产线。集烟罩产品生产工艺根据产品型号不同需要10 到11 道冲压工序。所以,生产线的布置将以最多工序为标准设置设备数量。11 台压机设备由于场地限制无法按照传统模式一线排开,现场采用分段模式,用过渡的高空输送线将产品流进行连接,实现连线生产。整线生产配置作业人员13 名。压机间产品物流采用滚筒线的形式单个连续传输。现有人工生产模式生产线,是单台设备形式上的摆放在一起,无法实现整线的自动生产。
产品冲压工艺分析
根据产品特点在产品开发阶段确定了产品的冲压工序,如图2 所示,一般的集烟罩产品分为10 道工序。结合上述生产线的排布,M1、M2 工序为前两台设备生产,不与后面的生产设备在一条线上。
为进一步说明产品冲压工艺对自动改造的影响,选取两种产品进行冲压工艺分析,如图3 示。从中可以发现,在冲压过程中,有的工位有废料产生,有的工位间产品传输需要有一个翻面的过程。因此在生产线的改造过程中必须考虑,满足生产工艺的要求。
自动化改造方案设计
总体方案设计
按现在的生产设备布局,产品生产工艺方式以及现有的生产模具,综合考虑成本、工期等因素,集烟罩生产线确定采用人工与自动化共存的方式实现升级改造,即高空输送线前M1、M2 工序采用人工方式生产,后面9 台设备(M3-M10)采用自动化方式生产。目前冲压行业内,冲压线自动化生产方式的主体结构,主要有机械手+穿梭机、机器人、高速横杆等。结合现实情况在不改变现有设备布局,不更换生产模具的情况下,选用机器人来实现自动化生产,在经济性、适用性、技术成熟度等方面都比较合适,如图4 所示。
采用六轴机器人完成压机与压机之间的物料搬运,设置总控系统来控制机器人与压机设计的动作控制,直接用机器人代替人工生产,实现生产线的自动化生产。
自动换模
现在冲压生产线生产产品型号,产品切换频率高,具备高效的换模作业能力已成为自动化生产过程的重要条件。其中,自动换模系统在整个自动化生产线中扮演着极其重要的角色。在自动化冲压线的改造过程中,首要任务就是实现冲床的自动换模功能。冲床自动换模系统由冲床、模具夹紧器、举模器、配套换模台车等组成。通过自动化设备的搭配,将模具换模时间、生产启动时间或调整时间等尽可能减少,使用者能够快速更换、夹紧模具,减少换模时间,对多品种少批量生产、减少存货、降低劳力成本具有重要意义。配置整线换模台车,如图5 所示。

图3 两种产品进行冲压工艺分析

图4 冲压线自动化生产方式的主体结构
机器人选择
冲压搬运机器人目前根据在过程中搬运形式上的不同,考虑到是老线改造,加之压力机间距和工装主体结构已成定局,故选择性价比高的六轴机器人。在六轴机器人系列里ABB 的IRB 6700 型和安川的MS165 型都是适合冲压领域的高性能机器人,可以为最大限度提高生产节拍打下基础。按现场设备布局间距尺寸,臂展须大于2.7 米,如图6 示。

图5 配置整线换模台车

图6 现场设备布局间距
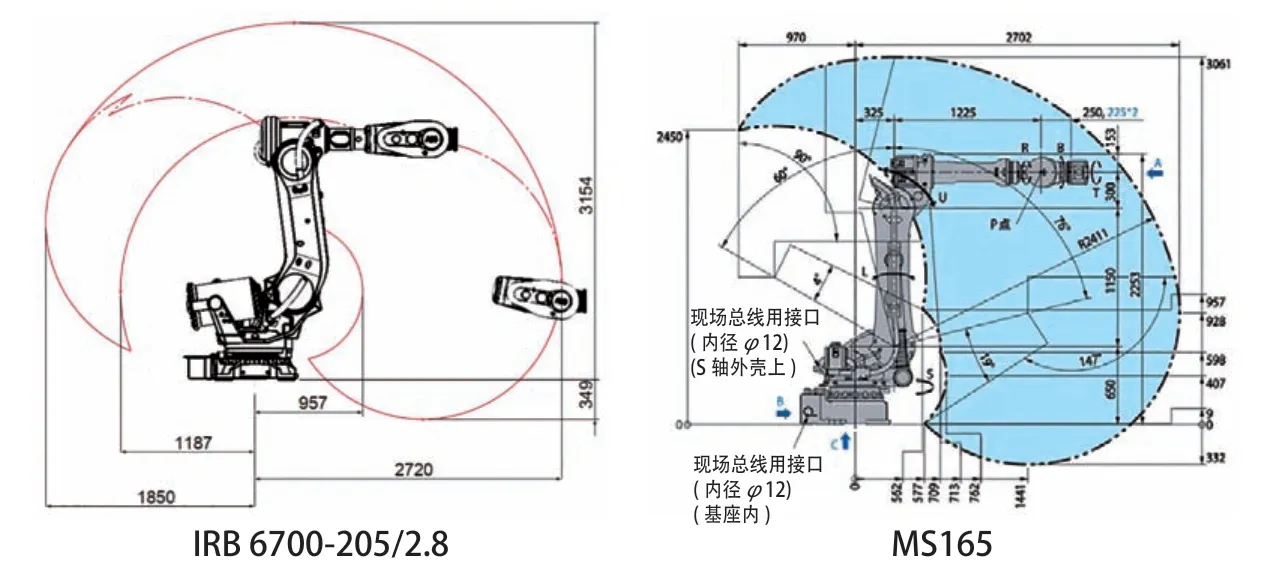
图 7 ABB 与安川两款机器人参数
图7 分别现示了ABB 与安川两款机器人参数。通过比对,在端部负载、工作半径、安装要求、重复精度等方面。此两款机器人技术参数均可满足工艺需要,故两款机器人均可作为备选机型。
线首单元设计
由于此线改造为分段改造方式,整线前两台设备采用人工作业方式,所以自动化生产线部分的来料为人工成形后的产品。成形后的产品体积大,形状不规则,如果采用自动化的上料方式,风险较大,投入较高,自动线首采用人工上料方式有利规避风险,减少投入。
如图8 所示,采用万向滚珠的滑道做支撑面,整个滑道安装成一定角度,人工将半成品置于滑道上,由于滑道成一定角度,产品将在重力的作用下自动下滑到最低点,最低两个定位传感器感应到产品之后,定位传感器传输信号给机器人,机器人将产品取走,实现自动上料功能。
线间单元设计
集烟罩自动冲压线,除了按压机间布置机器人实现产品搬运外,还必须实现机器人端拾器的自动更换和产品的翻面。

图8 线首单元设计

图9 端拾器支架安装在机器人右后侧

重阳节,为每年的农历九月初九日,是中国传统节日。“重阳”也叫“重九”,因为《易经》中把“九”定为阳数,九月九日,两九相重,故曰“重阳”,古人认为重阳是一个值得庆贺的吉利日子。庆祝重阳节一般包括出游赏秋、登高远眺、观赏菊花、遍插茱萸、吃重阳糕、饮菊花酒等活动。
⑴端拾器自动更换。设计的端拾器支架安装在机器人右后侧如图9 所示。与机器人之间用围栏隔开,围栏高度约1.4m。当需要更换端拾器时,机器人向后旋转并将使用中的端拾器自行放在支座工位上,然后从支架的另一个方向取端拾器,完成端拾器更换后机器人进入工作原点,准备下一型号的产品生产。
⑵中转台。为实现产品的冲压生产工艺,在不重新开发新模具的情况下,产品在冲压过程中就必须具有自动翻面的功能。在改造的自动冲压线中,产品翻面采用机器人与中转台配合的方式来实现。机器人从压力机中取出产品后,利用机器人本身的第六轴旋转,实现产品翻面。机器人将翻面的产品放置于中转台上,机器人从对应位置退出中转台。中转台采用万向滚珠,实现产品的重力自定位,保证下道机器人的抓取精度,如图10 示。
线尾单元设计
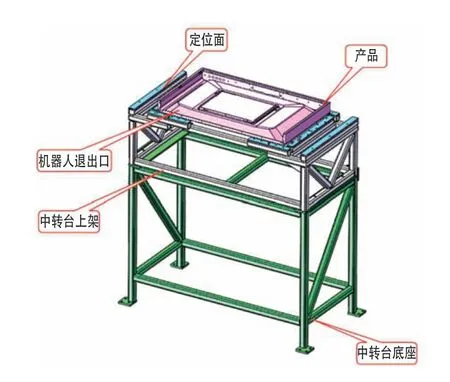
图10 设计的中转台
当下料机器人将工件从最后一台压机中拾取到线尾滚筒输送机上时,完成了整个零件的冲压过程。线尾出件系统由出料输送滚筒、照明、工件检验台、产品台车等构成,其主要任务是冲压线成品人工检查、装箱方便进入下一道工序。
考虑到线尾装箱是人工作业,设计时考虑下料滚筒线的长度,以保证一定的产品缓存,便于人工的检验工作,如图11 所示。

图11 线尾单元设计
结束语
经过上述方案改造,可以实现机器人上下料,整线单班节省人员7 名,大大降低了生产成本。为实现整线自动化生产奠定了基础,也为后期集烟罩的自动化生产线的建设,积累了技术基础。
