温度波动及有机负荷调控对太阳能辅热餐厨垃圾厌氧消化性能影响
2021-03-25刘阳黄小淳于钦冯磊甄箫斐
*刘阳 黄小淳 于钦 冯磊 甄箫斐
(1.沈阳航空航天大学能源与环境学院 辽宁 110136 2.兰州交通大学新能源与动力工程学院 甘肃 730070)
引言
随着城市化进程加快和人民生活水平的提高,我国的餐厨垃圾产生量从3782万t(2011年)增至4222万t(2015年),预计2020年将达到4873万t[1]。餐厨垃圾具有高含水率、高有机质等特点,采用生物处理中的厌氧消化技术可以实现对其资源化利用,有效地解决了存放、处置以及环境污染问题[2-4]。因此本研究在不破坏有机物料与微生物平衡关系前提下,探索餐厨垃圾厌氧消化极限OLR浓度。
传统沼气工程为维持发酵温度均使用电能作为额外的能源供应,为实现可持续发展[5-6],太阳能光伏发电技术逐步成熟,太阳能作为清洁能源已被广泛应用。本试验将太阳能系统与厌氧消化工艺相结合,降低装置维持发酵温度的能源消耗,提高沼气工程经济效益。但太阳能辐射受天气等因素影响较为严重,为了评估太阳能辅热系统对餐厨垃圾处理效率影响,通过调控餐厨垃圾进料OLR对甲烷产量、理化参数和微生物菌群变化影响,从而得到餐厨垃圾厌氧消化的最佳OLR浓度和太阳能辐热系统在实际沼气工程中应用价值。
1.材料与方法
(1)试验材料

表1 物料基本性质
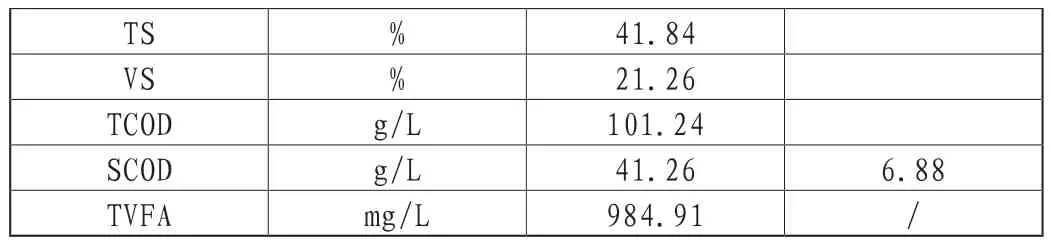
餐厨垃圾取自辽宁省沈阳市沈阳航空航天大学北生活区食堂,活性污泥取自辽宁省沈阳市北部污水处理厂污泥浓缩池,餐厨垃圾与驯化污泥基本参数如表1所示。
(2)试验装置
试验设计基于实际的太阳能沼气工程项目,太阳能系统包括四个部分:太阳辐射系统,智能控制系统,循环恒温水箱和厌氧消化系统。太阳能装置和恒温水箱用于维持消厌氧消化系统温度环境。当温度高于或低于设定温度时,自动添加冷水和热水维持发酵水温在37±0.5℃。
厌氧消化系统采用自制的完全混合式厌氧消化反应器,材质为聚甲基丙烯酸甲酯(PMMA),容积12L,有效容积8L,反应器顶部采用U型水封结构封盖,确保试验期间装置气密性良好。齿轮电动机(51K40RGN-C)进行间歇式搅拌,转速设置为80r·min-1,每隔2h搅拌5min,试验采用下进上出的内部循环水浴加热形式,设定循环水浴锅(XT5618-GP)出水温度为37±0.5℃;反应器盖装有排气阀,沼气通过气体流量计记录。
(3)试验启动和运行
初始阶段,将3kg餐厨垃圾与3L驯化污泥添加到反应器中,并添加去离子水至8L,使用氮气吹脱5min排除空气。试验阶段1(1-10d)、2(11-30d)、3(31-45d)和4(45-60d)分别与OLR为2.0kg·m-3·d-1VS、4.0kg·m-3·d-1VS、6.0kg·m-3·d-1VS和7.0kg·m-3·d-1VS相对应。每天上午9点测量反应器内参数信息。
(4)常规参数分析方法
TS,VS,NH4+-N和溶解性化学需氧量(SCOD)通过国际标准方法确定。沼气测量采用湿气流量计测量沼气。总挥发性脂肪酸(TVFA)按照标准方法测定。
2.结果与讨论
(1)OLR调控对甲烷产量影响
OLR在2.0-6.0kg·m-3·d-1VS之间,甲烷产量虽有波动,但反应器能够稳定运行且甲烷产量随OLR提升而增加。OLR为2.0kg·m-3·d-1VS作为反应器的启动阶段,平均甲烷产量低于4.0L/d,提升OLR至4.0kg·m-3·d-1VS,反应器中甲烷产量变化与前一阶段相似,其产量随餐厨垃圾添加而迅速提升,但在无物料供给时期又发生骤减现象。继续提升OLR至6.0kg·m-3·d-1VS阶段实现了最佳甲烷生产效率,甲烷最高产量为39.89L/d(38天)且平均产甲烷产量为34.72L/d并趋于稳定。但进一步提升OLR到7.0kg·m-3·d-1VS阶段,甲烷产量呈断崖式下跌,平均甲烷产量仅为13.75L/d。以上结果表明OLR在2.0-4.0kg·m-3·d-1VS虽然可以维持反应器平稳运行,但较低的底物浓度导致产甲烷菌利用的营养物质不足,无法满足自身生长繁殖需求,发生明显的“饥饿现象”。而6.0kg·m-3·d-1VS阶段作为最佳的产甲烷阶段可以实现餐厨垃圾高效利用,此阶段反应器运行表现出了稳定而高效的生产效率。而过高的OLR冲击(7.0kg·m-3·d-1VS)会破坏消化液中理化参数的动态平衡,最终导致运行失败。
(2)OLR调控对理化参数影响
pH作为衡量厌氧消化系统稳定性的重要指标,研究发现维持pH在6.5-7.5最有利于甲烷生产,过高或过低都会影响微生物活性。启动阶段初始pH约为6.52,并在第6天开始下降至5.53。而在试验之前的活性污泥驯化期间,添加餐厨垃圾后的第二天pH便快速下降,与正式试验现象有所偏差,这可能是污泥驯化在恒温水浴锅中进行(37℃),但正式试验中消化温度受到太阳能热辐射影响出现波动现象,一天中温差甚至高于10℃,而微生物适应了驯化期间稳定的温度环境,导致在波动温度环境中抑制了活性表达,使水解酸化阶段出现明显滞后性。提升OLR到4.0kg·m-3·d-1VS,pH保持在6.94-7.23之间,反应器运行稳定,但OLR在6.0kg·m-3·d-1VS阶段,反应器内挥发性脂肪酸(TVFA)平均浓度从前一阶段1.7g/L增至4.0g/L,发生酸化现象导致pH快速下降到6.23。由于pH降至不利产甲烷菌生存范围,因此添加适中的NaOH溶液对消化液进行人工调控,随着pH逐步恢复,反应器恢复了水解产酸和甲烷化的动态平衡,甲烷产量并未受到明显影响。进一步提升OLR至7.0kg·m-3·d-1VS,酸化现象再次发生,继续进行人工碱液调节后pH仅维持较短时间便出现二次下降,此阶段TVFA平均浓度到达了6.5g/L,反应系统严重酸化,说明当OLR超过反应器最大承载力时,消化液内部平衡已经被破坏,形成了不可逆影响,外界人工调节无法恢复反应器稳定。
(3)OLR调控对TS和VS影响
TS和VS代表有机和无机含量的变化,TS和VS去除率代表了厌氧消化系统对有机底物利用效率和产酸菌的代谢能力。随着OLR从2.0kg·m-3·d-1VS增加到7.0kg·m-3·d-1VS,TS和VS分别由3.53%和2.7%增加到21.48%和19.68%。而TS和VS去除率分别从91.58%降至47.93%及93.45%降至52.23%。在较低的OLR条件下,反应器中TS和VS去除率均保持在75%以上,具有较好的餐厨垃圾降解能力。当OLR进一步提高时,组TS和VS去除率分别降至63.16%和64.66%,但厌氧消化系统仍可持续运行。当OLR增加到7.0kg·m-3·d-1VS阶段,TS和VS的平均去除率均小于60%,达到试验期间最低水平。
3.结论
(1)6.0kg·m-3·d-1VS作为餐厨垃圾厌氧消化极限OLR实现最佳甲烷生产,此阶段反应器内有机酸积累导致pH大幅波动,进行人工碱调节可以使反应器恢复稳定运行。
(2)反应器无法承受7.0kg·m-3·d-1VS的OLR冲击,有机酸积累和氨抑制现象同时发生,消化反应进程失衡导致运行失败。
