伊北煤田煤炭固定床加压气化试验研究
2021-03-24顾强浙江省石油股份有限公司浙江杭州310011
顾强(浙江省石油股份有限公司,浙江 杭州 310011)
0 引言
煤制天然气是近几年煤化工发展的重点,也是重要的煤炭清洁转化形式,并且首次进入国家的天然气发展规划[1]。煤制天然气工艺流程包括气化、变换、净化和甲烷化。虽然煤制天然气起步较晚,但相对煤制甲醇、煤制油等行业,其工艺流程较短,主要生产流程成熟可靠[2]。其中气化方式的选择是煤制天然气工艺流程的关键,国内的很多知名专家也对此作了很多研究,并对其加压气化过程进行了模拟实验,研究了固定床加压气化过程的机理[3]。
1 试验装置及其工艺流程
加压固定床气化试验工艺流程如图1所示。
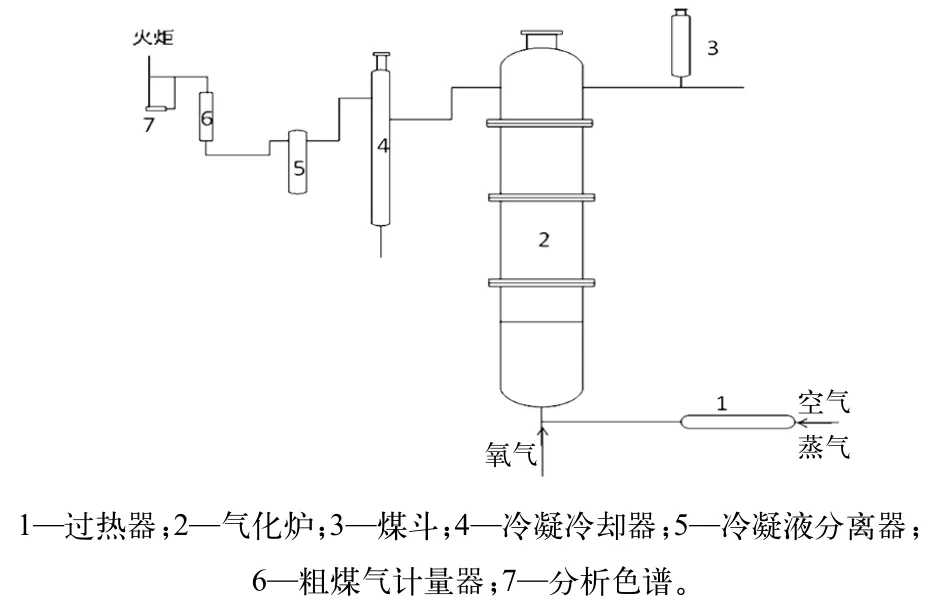
图1 煤气化工艺流程示意图
2 试验煤种及煤质分析
2.1 煤质化验
试验采用的煤样来自伊犁伊北煤田,首先对其进行化验分析。化验项目主要包括:工业分析、焦渣特征分析、元素分析、全硫分析以及硫形态分布、黏结指数、着火点、哈氏可磨性、葛金、灰熔融性温度等。堆积密度通过量筒测量体积计算,特征温度使用耐弛热天平测得。部分分析指标见表1、表2、表3和表4。

表1 伊北煤田煤炭工业分析

表2 新汶伊犁煤元素分析(%)

表3 灰熔融性(℃)

表4 反应活性(%)
2.2 煤质特征分析
从表1至表4中可看出新汶伊犁煤为较难磨煤。煤的结渣性弱,中高发热量。新汶伊犁煤的反应活性1 100 ℃为100%,着火点较低,硫含量特低,根据检测部分说明硫形态主要为有机硫。煤质分析数据表明:该煤因全水含量中高,热稳定性较好,结渣性中等,适宜作为固定床加压气化的原料。
3 固定床加压气化试验及结果
3.1 气化试验
开始试验前,需要先加满料,同时封闭煤箱,然后气化炉需要使用木炭完成点火操作,将准备好的木炭放置炉外进行预先引燃,预热完成后加入炉内,还需要附加一定量的煤料,并最后封闭炉顶法兰,正式启动空压机以后,开始向炉内进行鼓风作用,当气化炉内实时温度升至800~900 ℃区间时,开始在炉内加入适量水蒸气,与此同时系统需要开始升压,炉内反应层也会在此时逐步形成,这种升压时间大多在60 min左右。
3.2 加压固定床气化试验
在进行加压气化操作期间,温度控制工作至关重要,属于提高煤气产量、减少消耗、提高质量、降低最终生产成本的主要手段。此时的最佳操作温度控制工作需要通过调节汽/氧比得以实现。汽氧比属于对固定床气化炉煤灰结渣行为造成影响和进行排灰操作的一项决定因素,同时也是对气化过程造成根本影响的重要运行因素,属于气化炉采用的主要调温手段,它能够将气化炉实际操作温度控制在最佳值前后,达到生产能力最优化和经济效益最大化。结合初步摸索试验结果,考虑到本次试验的煤样变形温度DT在1 130 ℃,软化温度ST在1 160 ℃,有研究结果表明提高反应压力煤的灰熔融性温度会降低,因此综合考虑本次试验操作温度控制在1 050~1 110 ℃以内,试验也证明,在此温度下气化炉可以正常连续稳定操作,煤气质量达到最优,工业炉径大,比试验用炉抗结渣性强,可以适当提高气化温度,这有待于在以后的工业生产中进一步进行探索合适的气化温度。根据试验情况判断,在2.5 MPa压力下操作时炉温控制在1 100 ℃以内,汽氧比为5.50 kg/Nm3时炉况比较稳定煤气质量较好;在3.0 MPa压力下操作时炉温控制在1 080 ℃以内,汽氧比为5.80 kg/Nm3时炉况比较稳定,能产生质量较好的煤气。提高气化反应的压力,会提高单位体积内气化剂浓度,增加煤焦与气化剂接触的时间,加速反应进行,这时必须加大汽氧比,维持正常的反应炉温。同时水蒸汽消耗增加,而在加压情况下,煤灰熔融性温度会下降。因此提高反应压力宜增大汽氧比,炉内最高控制温度在3.0 MPa压力情况下比在2.5 MPa压力情况下略低。
从表5内容中能够看出:(1)气化剂的消耗:随着压力提高,单位蒸汽消耗增加,蒸汽分解率下降;而氧耗应该降低,但本次试验氧耗降低不明显,这可能与小型气化炉热损失较大有关,对工业化气化炉,其氧耗随着压力增高,甲烷化反应放热增多,因而会略有下降。(2)煤气组成:加压气化时产生的粗煤气停留时间比常压时成倍地增加,温度相对较高,反应速度快。随着气化压力的提高,煤炭气化强度增加,压力提高有利于甲烷化反应的进行,因此煤气中的CH4含量有所增加,H2含量有所下降,CO总的趋势下降。随着压力的增大,煤气中甲烷含量提高热值有所增加。
4 结语
4.1 煤质对固定床加压气化工艺的适应性
煤炭气化无论在煤化工的工程投资和生产运行成本中都将占有1/3至1/2以上的高比,但固定床加压气化具有气化效率高、氧气消耗低、技术成熟、工业化经验丰富等优势[4]。从前面煤质分析所知,伊犁伊北煤田的煤,反应活性较好,有利于气化反应的进行,非常适合利用固定床加压气化技术生产煤制天然气[5]。
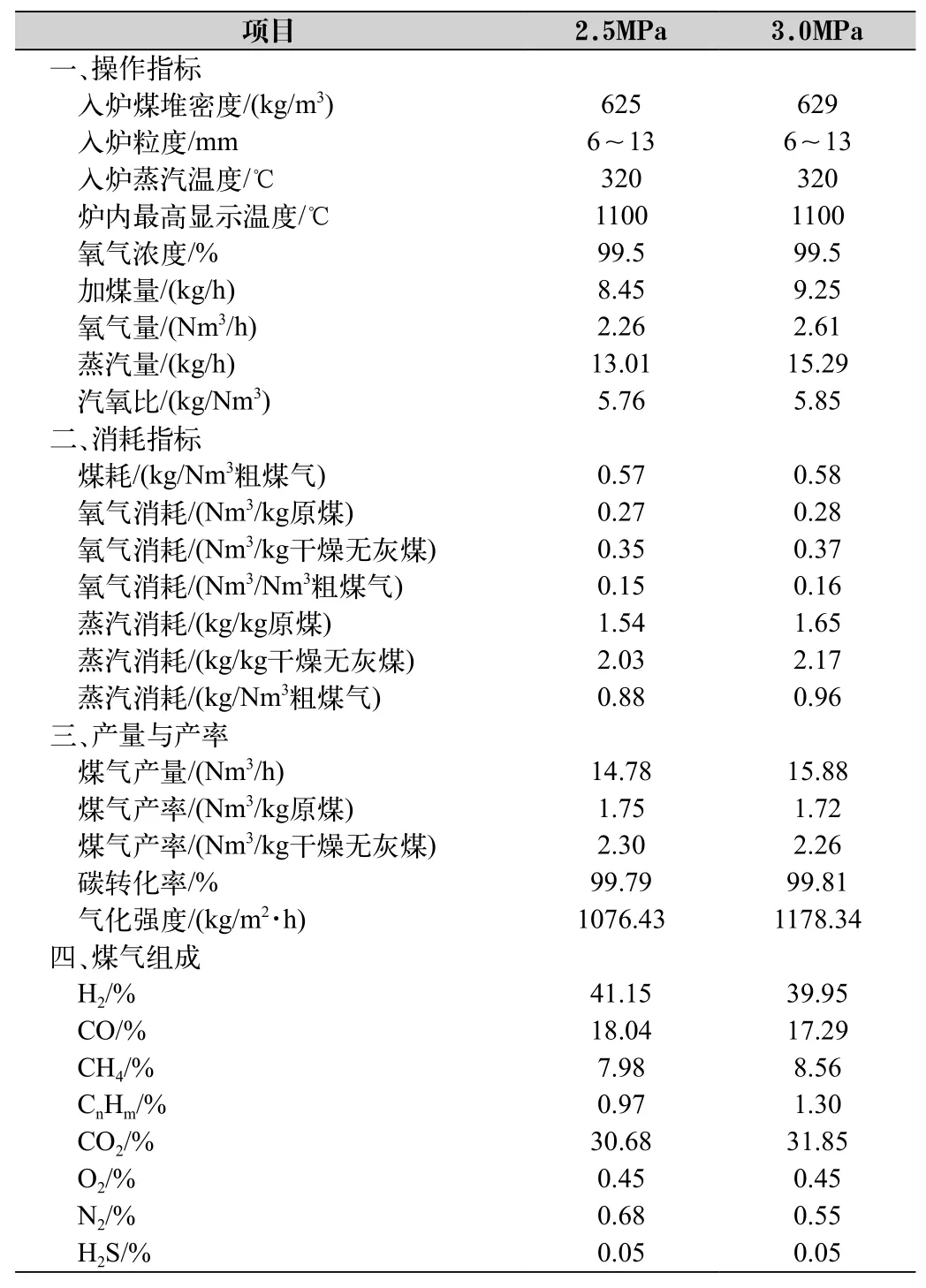
表5 2.5 MPa和3.0 MPa两个压力条件下试验指标汇总
4.2 气化压力对煤制天然气过程的影响
加压气化炉的生产能力比常压操作气化炉要高很多,在3.0 MPa压力之前接近倍。比如2.5 MPa操作压力下的生产能力是常压操作时的4~5倍。同时,气化压力的提高,有利于减少粗煤气中的带出物损失,加快气化反应速度的进行,延长气、固相接触反应时间,从而提高了气化强度。粗煤气压力越高,净化装置能耗相应降低。当然压力增加,材质要求高,投资也大。