数控加工螺纹零件加工工艺探析
2021-03-23尤玉祥
尤玉祥
(烟台东星集团有限公司,山东 烟台264000)
数控加工是一种利用可编程程序实现自动控制的加工工艺,在加工的过程中要事先将加工某一零件的各执行元件所需预定量、运行数据、动作顺序等信息转换为程序,以代码的形式输入到特定的计算机当中,为实现对螺纹零件的高质量加工,开展数控加工螺纹零件加工工艺分析。
1 数控加工螺纹零件加工工艺设计
1.1 螺纹零件数控加工设备结构布局
为保证本文设计的数控加工螺纹零件加工工艺具有更高的加工质量和效果,本文首先对螺纹零件数控加工设备进行选型和结构优化[1]。数控加工设备主要由具备不同功能的部件装配组成,每个部件在设备当中都有固定的位置或范围。根据螺纹零件的加工要求和特点,对数控加工设备的形式进行选择,并完成对各个运动部件和手柄的分配。在布局时,首先需要使数控加工设备保证工艺方法所需要的工艺和道具均在相对应的位置,其次保证数控加工设备与所需要的加工精度相适应,最后需要保证数控加工设备能够便于观察加工的整个过程,并保证工作过程的安全性[2]。为方便螺纹零件加工过程中各个工件的安装方便,本文采用卧式单面结构布局的方式,图1 为本文数控加工螺纹零件加工工艺中数控加工设备的基本结构示意图。
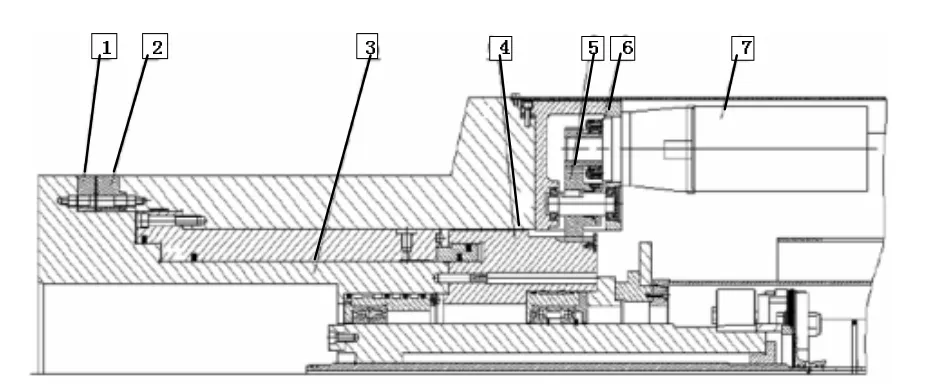
图1 本文加工工艺数控加工设备的基本结构示意图
图1 中,1 表示数控加工设备主轴套;2 表示下端面齿盘;3表示上端面齿盘;4 表示齿轮轴;5 表示齿轮;6 表示胀紧套;7 表示伺服电机。图1 所示的数控加工设备结构整体以水平面作为定位基准,在主轴上伺服电机安装在动力滑台上,沿横轴方向提供设备整体的驱动动力。除图1 中所示结构以外,数控加工设备的定心夹具通过夹具底座安装在设备的导轨当中,机床的轮廓高度较低,并且机床具有良好的常开性,能够方便后续螺纹零件加工过程中的装卸和后期维护。
1.2 螺纹零件加工进刀方式及切削参数选择
在完成对螺纹零件数控加工设备结构布局后,还需要对进刀方式进行选择,结合螺纹零件的加工要求,可选择的进刀方式包括直切法、左右偏刀法和侧向进刀法。
首先,螺纹零件的设计图纸要求螺距较小,且精度要求相对较低的梯形螺纹加工形式时,应当使用直切法进刀方式,图2为直切法进刀方式示意图。
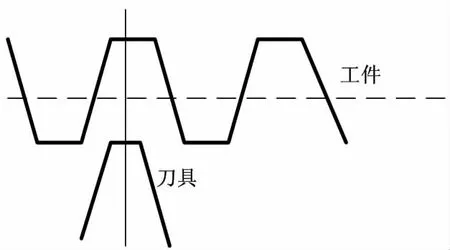
图2 直切法进到方式示意图
其次,螺纹零件的设计图纸要求螺距较大,并且加工工艺精度较高时,应当使用左右偏刀法进刀方式,图3 为左右偏刀法进刀方式示意图。
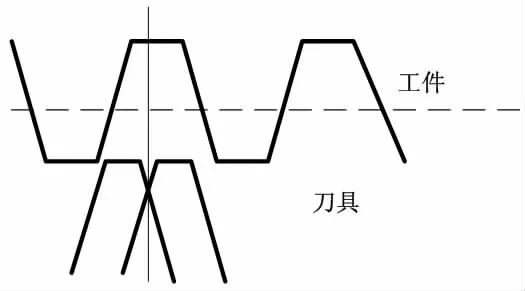
图3 左右偏刀法进刀方式示意图
最后,螺纹零件的设计图纸要求螺距较大,并且加工工艺精度较高的梯形螺纹加工时,应当使用侧向进刀法,图4 为侧向进刀方式示意图。
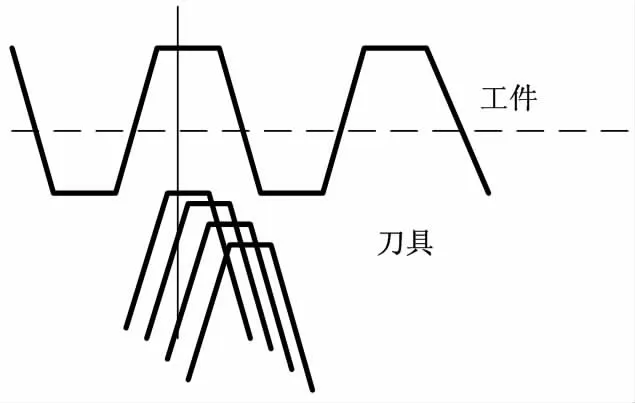
图4 侧向进刀方式示意图
三种进刀方式相比,侧向进刀方式的切削效率最高。在进行实际螺纹零件加工时,应当根据具体设计图纸的相关要求,对进刀方式进行合理选择,以此保证加工工艺的效率和质量。
当对螺纹零件进行加工时,数控加工设备主轴的转速选择过高会出现不执行、飞刀、扭矩变小的问题产生。因此,还需要对切削参数进行合理选择。通常情况下,应当将数控加工设备主轴转速设置在225rpm,再根据具体施工的数控加工设备功率情况进行适当的调整。切削的速度应为主轴转速与每转进给量的乘积。
1.3 螺纹零件加工坐标参数设定
在明确螺纹零件加工进刀方式及切削参数后,对螺纹零件的加工坐标参数进行设定,利用UG 软件对螺纹零件加工坐标位置进行定义,并在该软件当中进行相应的编程。根据螺纹零件的轮廓,将其在加工坐标系当中的坐标进行确定,并利用UG软件的坐标设定功能,设置螺纹零件加工的三维坐标,并规定三个方向坐标方向为螺纹零件数控加工设备的导轨方向[3]。在实际加工过程中,还应当确保工件在数控加工设备上的位置方便对刀和其他加工进行操作,具体螺纹零件加工坐标参数设定流程为:
第一,设定螺纹零件加工坐标系,在UG 软件当中单击操作导航界面,选择相应的几何视图按钮,并选择MCS 选型;
第二,设定数控设备加工坐标系及工作坐标系保持一致,始终保证数控加工设备的底面为横轴,平面为纵轴,刀轴为空间坐标轴;
第三,在UG 软件当中创建一个螺纹零件对应的加工操作,并将该点作为父结点,用于指定螺纹零件的工件几何体、部件几何体。
1.4 螺纹零件加工精度误差补偿
在实际加工过程中,由于存在精度误差会造成螺纹零件加工工艺的质量无法达到实际要求的标准。因此,为进一步提高螺纹零件的加工精度,还需要对其相应的误差进行补偿。螺纹零件数控加工精度误差的产生,一般情况下会受到加工模具与加工设备配合精度等相关因素的影响,并且这一方面的影响也是最主要的误差产生原因。针对这一问题,本文主要针对螺纹零件数控加工的这一方面产生的精度误差进行补偿。在数控加工设备的中心轴上,增加辅助定位面,并形成内孔为Φ7K5、外圆为Φ52h1 的定位结构,再针对其中可能存在误差的多个位置,根据实际需要分别进行补偿。通常情况下,数控加工设备的结构中心轴上定位孔为Φ53h4、定位轴Φ8K5 均是固定在机械零件的卡盘上的,并只需要完成一次加工工艺即可。通过数控加工设备同轴度、垂直度误差的近似值。螺纹零件数控加工的精度误差情况,可实现更加精准的误差反映。螺纹零件数控加工上设置三个定位面也能够完成高精度加工定位,并保证加工后的螺纹零件具有更高的精度标准。完成对机械零件定位后,形成内孔为Φ8F6/k4 与外圆为Φ37h2/5 两种配合间隙,在没有误差存在的情况下,二者数值不同。利用间隙较小的定位面,实现对机械定位作用,从而弥补了利用单径向定位面时由于间隙过大而不能进行选择的限制,以此实现对螺纹零件加工精度误差的补偿。
2 对比实验
通过以上论述完成对数控加工螺纹零件加工工艺设计,为进一步验证新的工艺方法在实际应用中的效果,将新的工艺方法与传统工艺方法对相同螺纹零件进行加工,以此验证本文设计的新的工艺方法的应用优势。为保证对比实验的客观性,在利用两种螺纹零件加工方法对螺纹零件加工时,除本文上述螺纹零件数控加工设备结构布局和螺纹零件加工进刀方式及切削参数选择存在差异以外,其余工艺条件均相同,数控加工设备在运行过程中的电压均为22V,主转轴的转速均为1600 r/min,数控加工设备中电解液的内配压力均为1.35MPa,脉冲频率均为26.55kHz。分别利用两种加工工艺对100 个工件进行加工,并利用测量设备对每一个加工后的螺纹零件的不同结构尺寸进行测量。将两种加工工艺下的螺纹零件加工测量结果进行记录,并绘制成如图5 所示的实验结果对比图。
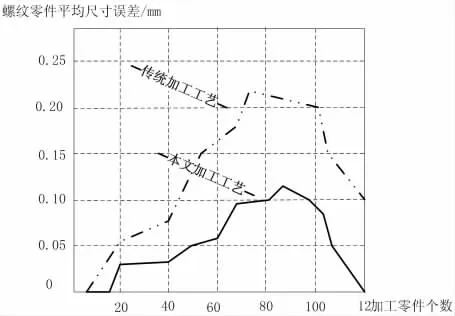
图5 两种加工工艺实验结果对比图
从图5 中两组加工工艺的曲线可以看出,本文加工工艺的螺纹零件尺寸误差测量结果与传统加工工艺的螺纹零件尺寸误差测量结果整体变化幅度上十分相似,但明显本文加工工艺下螺纹零件尺寸误差更小。该螺纹零件加工要求中明确提出,加工后的螺纹零件尺寸误差不超过0.15 即为符合加工要求的螺纹零件。从图5 中可以看出,在对60 个加工零件进行加工时,传统加工工艺的平均尺寸误差明显不符合加工质量要求,而本文加工工艺引入了对加工精度误差的补偿机制,因此能够针对可能造成误差较大的加工位置进行自动调节,实现对误差的高精度控制,使得在完成120 个加工零件处理后仍然满足生产要求。因此,通过对比实验进一步证明,本文提出的数控加工螺纹零件加工工艺具有更高的加工精度,可有效提高螺纹零件生产的整体加工质量。
3 结论
本文对数控加工螺纹零件加工工艺展开分析研究,通过本文的研究成果可知,机械技工技术是推动我国社会生产与劳动建设的核心技术,基于我国当下机械设备功能与结构的愈发复杂化,机械系统在运行中可实现的功能与规模也发生了变化。而传统的数控加工螺纹零件加工工艺存在设计效率差、可靠性表达能力不足等问题,通过本文的设计,可良好地解决传统技术存在的问题,实现对数控加工螺纹零件加工工作的有序实施,在真正意义上为我国机械制造与机械生产产业的发展与建设提出智能化技术的支撑及指导。
