油茶果壳对PE-HD力学性能的影响
2021-03-22吴昊陈沛均胡传双古今关丽涛
吴昊,陈沛均,胡传双,古今,关丽涛
(华南农业大学材料与能源学院,生物基材料与能源教育部重点实验室,广州 510642)
油茶是我国特有的木本油料树种,与油橄榄、油棕、椰子并称世界四大木本油料。油茶果壳作为油茶的副产物,其质量约占整个油茶果的60%。目前,油茶果壳主要用作燃料或肥料,在燃烧过程中还可能导致严重的大气污染,同时也造成极大的资源浪费[1-2]。目前油茶果壳的利用主要聚焦于油茶果壳活性化合物的提取利用[3-4]、活性炭[5-6]、肥料[7]、生物质能源[8]、纳米纤维材料[9-10]及生物质复合材料[11-12]等的研究。以油茶果壳为原料制备生物质复合材料可有效提高其经济、生态效应,具有良好的发展前景,是促进油茶果壳大宗工业化利用的有效途径之一。当前,关于油茶果壳改性复合材料的研究尚处于起始阶段。胡孔飞等[11]采用全因子试验法探讨了胶粘剂种类、碎料形态及碱处理对油茶果壳碎料板物理力学性能的影响,所制备的碎料板弯曲弹性模量和静曲强度未达到国家普通刨花板的标准要求。彭开元[12]通过热压法制备聚丙烯/油茶果壳粉复合材料,研究发现,当油茶果壳粉粒径为180~250 μm (60目~80目)、油茶果壳粉含量为40%、偶联剂KH550添加量为3%时,制备的聚丙烯/油茶果壳粉复合材料的冲击强度和静曲强度与聚丙烯/杨木粉复合材料相当。
笔者采用马来酸酐(MAH)接枝聚乙烯(MAPE)作为相容剂,采用挤出成型的工艺制备了高密度聚乙烯(PE-HD)/油茶果壳复合材料,探究了油茶果壳平均粒径、添加量、MAPE相容剂添加量对复合材料拉伸、弯曲及冲击性能的影响。研究成果有望为进一步制备油茶果壳基功能复合材料奠定基础,为废弃油茶果壳的大宗工业化利用提供借鉴。
1 实验部分
1.1 主要原料
油茶果壳:广东山马农林发展有限公司;
PE-HD:5000S,熔体流动速率(MFR)为0.9 g/10 min (190℃,2.16 kg),中石油大庆石化分公司;
MAPE:接枝率1.2%,MFR为2.5 g/10 min(190℃,2.16 kg),东莞市双富塑胶原料有限公司;
滑石粉:1 250目(15 μm),桂林桂广滑石开发有限公司;
硬脂酸锌:工业级,山东优索化工科技有限公司;
乙撑双硬脂酰胺(EBS):工业级,山东优索化工科技有限公司;
抗氧剂:168,1010,工业级,德国巴斯夫公司。
1.2 主要仪器及设备
切割式粉碎机:CM200型,北京格瑞德曼仪器设备有限公司;
电热鼓风干燥箱:ZHYIC0-0231型,广东正一实验装备有限公司;
双螺杆挤出机:SHJ-20B型,南京杰恩特机电有限公司;
注塑机:YB-35V型,东莞盈宝有限公司;
热重分析仪:TG209 F1型;德国耐驰仪器制造有限公司;
电子万能试验机:UTM5504型,深圳三思纵横科技股份有限公司;
电子悬臂梁冲击试验机:XJUD-5.5型,承德市金建检测仪器有限公司。
1.3 试样制备
挑选出无虫蛀且表面良好的油茶果壳放入粉碎机中进行粉碎,再过筛分选出不同粒径的油茶果壳,置于103℃电热鼓风干燥箱中干燥12 h至含水率2%以下,按表1各组分高速混合均匀,以双螺杆挤出机熔融共混制备PE-HD/油茶果壳复合材料及纯PE-HD对照组粒料,挤出五段及机头温度分别设定为 165,175,178,182,180,178°C。材料测试的标准样条经注塑机注射成型制备,注塑机三个区段温度分别设定为 180,180,175°C。

表1 PE-HD/油茶果壳复合材料的配方
1.4 性能测试
热重分析:使用热重分析仪对油茶果壳原料进行分析,在20 L/min氮气保护下以10℃/min速率从35℃升温至800°C。
力学性能测试:拉伸强度按GB/T 1040-2018测试,加载速率为50 mm/min;弯曲强度按GB/T 9341-2008测试,加载速率为20 mm/min;缺口冲击强度按ASTM D256-1997测试。每组样品均至少测试5个数据取其平均值。
2 结果与讨论
2.1 油茶果壳的热重分析
图1是油茶果壳的热重曲线。由图1可以看出,油茶果壳的热降解分为三个阶段:(1)100~200℃,少量的质量损失主要是由于挥发组分和水的蒸发所致,期间木质素发生玻璃态转化,热重曲线较为平滑。(2)200~500℃的阶段为油茶果壳受热分解的主要阶段,半纤维素从约220℃开始降解。281℃为油茶果壳热失重峰,此时半纤维素及纤维素的降解迅速,而木质素的降解过程较为漫长。(3)500~800℃为热解炭化阶段,质量损失速率逐渐趋向于零。表2为油茶果壳热分解特征参数,其初始热解温度(定义为热解5%的温度)远高于PE-HD的熔点,可作为生物质复合材料的生物质原料。油茶果壳热解残炭率较高(31.35%),作为生物质材料受热分解时容易受热成炭包覆材料,阻止材料进一步降解,从其成炭性良好方面有望作为阻燃性良好的生物质材料。
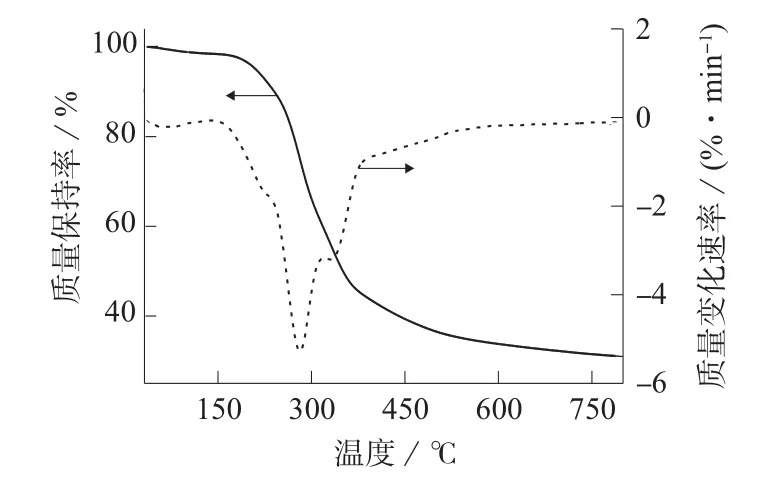
图1 油茶果壳的热重曲线

表2 油茶果壳的热分解特征参数
2.2 油茶果壳粒径对复合材料力学性能的影响
图2~图4为不同油茶果壳平均粒径的复合材料力学性能。由图2~图4可知,随着油茶果壳平均粒径的减小,复合材料的缺口冲击强度、拉伸性能和弯曲性能呈现出先增大后减小的趋势,当油茶果壳粉平均粒径为380 μm时,复合材料具有最佳综合力学性能。油茶果壳作为一种颗粒状生物质材料,平均粒径太大(680 μm)时,大粒状油茶果壳粉表面粗糙疏松,熔融挤出时PE-HD未能充分向油茶果壳粉中渗透;平均粒径过小(小于180 μm)时,油茶果壳粉易团聚,未能在PE-HD基体间分散均匀,在外力作用下容易导致复合材料断裂。当油茶果壳粉平均粒径为380 μm时,油茶果壳能在复合材料中的分散较为均匀,复合材料的综合力学性能较好,其中拉伸强度为13.66 MPa,弯曲强度为21.64 MPa,缺口冲击强度为 9.14 kJ/m2,均取得最大值。

图2 不同油茶果壳平均粒径的复合材料冲击性能
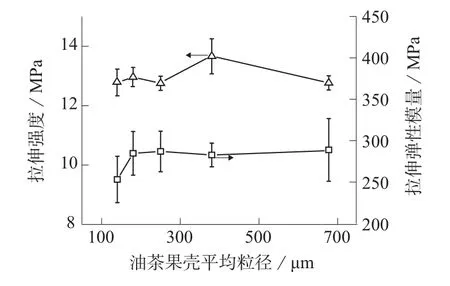
图3 不同油茶果壳平均粒径的复合材料拉伸性能
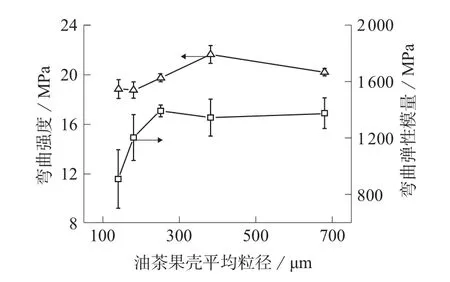
图4 不同油茶果壳平均粒径的复合材料弯曲性能
2.3 油茶果壳添加量对复合材料力学性能的影响
图5~图7为不同油茶果壳添加量的复合材料力学性能。由图5~图7可知,当油茶果壳添加量逐渐增加时,复合材料的拉伸、弯曲及冲击强度呈现先增加后减小的趋势。当油茶果壳添加量为30份时,无法形成连续的增强相,受到外力作用时应力传递间断,因而力学性能较差;油茶果壳添加量达到40份及以上时,油茶果壳可以在PE-HD基体中均匀分散而形成遍及基体的增强相,所以复合材料的性能逐渐增加;当油茶果壳添加量达到70份时,油茶果壳在PE-HD基体中极易发生团聚,形成应力集中点,使得复合材料在拉伸、弯曲过程中产生缺陷[13]。添加40份的油茶果壳可使复合材料获得最佳的综合力学性能。

图5 不同油茶果壳添加量的复合材料冲击性能

图6 不同油茶果壳添加量的复合材料拉伸性能
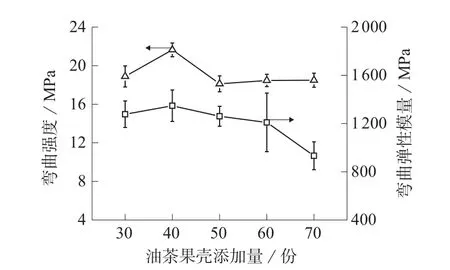
图7 不同油茶果壳添加量的复合材料弯曲性能
2.4 MAPE添加量对复合材料力学性能的影响
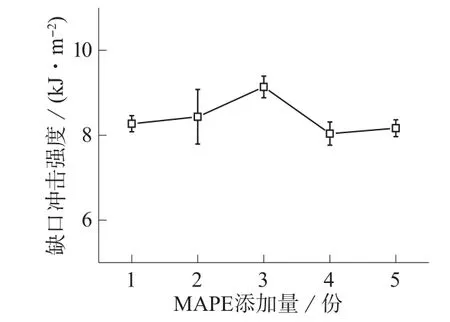
图8 不同MAPE添加量的复合材料冲击性能

图9 不同MAPE添加量的复合材料拉伸性能

图10 不同MAPE添加量的复合材料弯曲性能
图8~图10为不同MAPE添加量的复合材料力学性能。从图8~图10可以看出,MAPE的加入对复合材料有双重影响,一方面不仅改善了极性油茶果壳粉和非极性PE-HD基体的界面相互作用,而且分散了熔融过程中油茶果壳粉的团聚体,使得油茶果壳在PE-HD基体中分布更均匀,降低复合材料的各向异性,力学性能有所改善[14];而另一方面由于MAPE中含有MAH极性官能团,柔顺性远不如PE-HD[15];MAPE添加量为1~3份时,MAPE改善界面相容性的影响对复合材料占主导地位,复合材料拉伸、弯曲、冲击性能普遍有所上升,3份添加量的MAPE对复合材料的综合力学性能影响最佳;在MAPE添加量为4~5份时,MAPE的偶联作用有所饱和,柔顺性较差的MAPE使得复合材料力学性能普遍下降,其中复合材料的弯曲强度从MAPE添加量为3份时的21.64 MPa下降到5份时的18.17 MPa,而弯曲弹性模量从MAPE添加量为3份时的1 347.93 MPa下降到5份时的789.92 MPa,分别下降了16.04%和41.4%。
2.5 最佳工艺下PE-HD/油茶果壳复合材料与纯PE-HD力学性能对比
油茶果壳平均粒径为380 μm、添加量为40份,MAPE添加量为3份时,PE-HD/油茶果壳复合材料综合力学性能最佳。相同工艺下制备的PE-HD/油茶果壳复合材料与纯PE-HD的力学性能对比见表3。与纯PE-HD相比,PE-HD/油茶果壳复合材料的拉伸弹性模量、弯曲强度、弯曲弹性模量均出现一定程度的提高,而拉伸强度及缺口冲击强度则有一定幅度的降低。PE-HD/油茶果壳复合材料拉伸弹性模量为283.57 MPa,弯曲强度为21.64 MPa,弯曲弹性模量为1 347.93 MPa,相较纯PE-HD分别提高了27.60%,19.29%,93.01%;而拉伸强度及缺口冲击强度分别为13.66 MPa和9.14 kJ/m2,分别下降了30.06%和59.45%。这表明油茶果壳可以在一定程度上提高PE-HD基体的刚性,使复合材料拉伸弹性模量、弯曲强度及弯曲弹性模量得到提升;然而部分油茶果壳粉团聚造成严重的相分离使得复合材料拉伸强度及缺口冲击强度下降[16]。

表3 PE-HD/油茶果壳复合材料与PE-HD力学性能对比
3 结论
(1)油茶果壳是一种价格低廉的制备木塑复合材料的原材料,与PE-HD熔融复合挤出成型制备的复合材料具有较好的拉伸、弯曲及冲击性能。
(2)平均粒径为380 μm的油茶果壳粉能在复合材料中均匀分散,挤出成型制备的PE-HD/油茶果壳复合材料综合性能最佳。
(3)随着油茶果壳添加量的增加,PE-HD/油茶果壳复合材料的拉伸性能、弯曲性能及冲击性能出现先升高后降低的趋势。当油茶果壳添加量为40份时,复合材料的综合力学性能最佳。
(4)添加3份的MAPE既能改善PE与油茶果壳粉的界面相容性,又能保持复合材料较佳的力学性能。
(5)添加40份平均粒径380 μm的油茶果壳粉,以3份MAPE作相容剂制得的PE-HD/油茶果壳复合材料综合力学性能最佳,拉伸强度为13.66 MPa,拉伸弹性模量为283.57 MPa,弯曲强度为21.64 MPa,弯曲弹性模量为1 347.93 MPa,缺口冲击强度为9.14 kJ/m2,相对纯PE-HD,降低了冲击强度但有效提升了弯曲性能。