外加电流阴极保护技术在大型翻板闸门上的应用
2021-03-20卢毓颖
卢毓颖
(广州市水务规划勘测设计研究院,广东 广州 510000)
1 前言
闸门钢结构的使用寿命主要取决于闸门钢结构的防腐蚀效果。腐蚀如果控制不当,钢结构腐蚀损失过多,除加大维修费用外,闸门结构的强度将受到影响,从而影响整个闸门的使用寿命。在国内水利系统中,闸门结构除了应用重防腐蚀涂层以外,很多闸门还应用了牺牲阳极阴极保护系统联合涂料进行保护,并在长江三峡工程临时船闸的拦污栅、南京三汊河河口闸钢闸门、浙江曹娥江大闸取得了较好的应用效果[1-3]。在Sl 105-2007“水工金属结构防腐蚀规范”中,也规定了牺牲阳极阴极保护的应用方法[4]。牺牲阳极系统设计简单,施工工艺要求不高,后期不需要进行维护。但是牺牲阳极阴极保护系统也有一些缺点,比如阳极由于存在着自消耗的问题,一般使用寿命不超过15年。对于大型复杂系统,使用外加电流阴极保护是更好的选择。在广州的几座大型翻板闸门中,由于无检修闸门的特殊性,要求防腐蚀寿命达到30年以上。因此,在工程设计中,创新性的设计了外加电流阴极保护系统来闸门进行防腐蚀,从现场应用的情况和检测数据来看,使用效果非常良好,达到了业主的期待和设计要求。
2 系统简介
阴极保护作为金属的腐蚀防护技术,已经有近200多年的发展历史了。通过阴极保护系统源源不断地向钢铁表面提供直流电流,从而使钢铁表面发生阴极极化,钢铁的电位负移,达到保护电位区的作用。在这个电位区,钢板的腐蚀非常轻微。阴极保护系统通常与合适的涂层系统联合使用来保护钢板免于腐蚀。
实现这一目的,通常采用2种方法,第1种是外加电流法,第2种是牺牲阳极法。牺牲阳极方法是将电位较负的合金材料与被保护结构连接,从而降低被保护结构的电位。在这个过程中,牺牲阳极与被保护结构形成腐蚀电池,牺牲阳极材料作为阳极将不断消耗,当阳极消耗尽了以后,系统就会失效。这也是为什么这种保护方法被称为牺牲阳极的原因。在水利闸门工程中,一般将阳极直接焊接到闸门表面,图1为典型的闸门牺牲阳极保护应用方法。
这种保护方法一般用于小型闸门,而且多用于提拉式或有检修条件的闸门,其原因主要是牺牲阳极本身由于自消耗的原因,系统的设计使用寿命一般不会超过15年。15年的使用寿命对于有检修条件的闸门或水下结构是可以接受的,因为阳极消耗完以后,可以在检修闸门时进行增补或替换。但是对于一些大型河口翻板闸门来说,由于闸门长期在水中工作,设计寿命较长,也没有检修条件时,牺牲阳极系统的弊端就显示出来了。表1为三座翻板式闸门的型式、大小及保护寿命的要求情况。
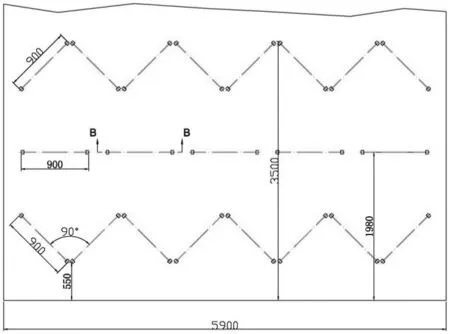
图1 牺牲阳极在闸门使用示意图
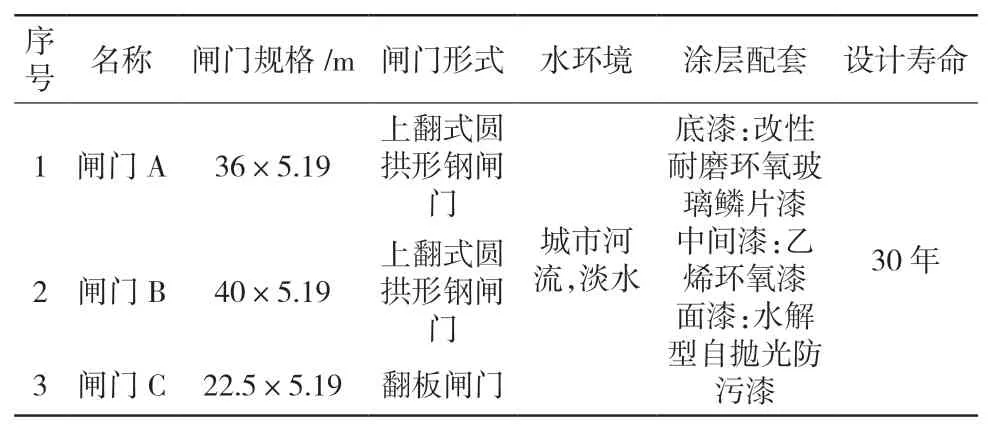
表1 闸门规格
为了使钢闸门更好地得到保护,特别是达到设计要求的30年以上的使用寿命。在深入了解阴极保护原理和阴极保护在其他行业的应用情况后,设计人员在本行业中开创性地选用了外加电流阴极保护系统对闸门进行防护。
3 阴极保护系统原理
在淡水环境中,金属的腐蚀是氧去极化的电化学腐蚀,腐蚀通常受阴极控制:

所以,在淡水环境中,氧的存在是导致金属腐蚀的根本原因,腐蚀的过程主要受氧向金属表面扩散过程所控制。如果淡水中不含有氧,则在淡水中金属是不会腐蚀的。这一点已经得到了大家的公认[5]。
阴极保护的原理是通过向腐蚀电池的阴极施加一个阴极电流,从而使阴极从平衡电位(腐蚀电位)向负向偏移,达到阴极保护电位。从铁的电位-pH图可以看出,金属(铁,碳钢)在自然界中的电位约在-0.5 V左右,处于腐蚀区域,当电位负移到达-0.85 V或更负时,就进入到保护电位,此时,铁的腐蚀电流趋近于零,腐蚀速度基本为零,金属得到保护[6]。

图2 铁的电位-pH图
从图2中可以看出,在弱酸或中性pH值下,当铁电位达到-0.85 V时,进入免蚀区。
当结构达到阴极保护电位时,腐蚀减轻程度可通过以下公式进行推算。
假设某一体系未施加阴极保护时,其腐蚀电位Ecorr为-550 mV,腐蚀电流密度为Jcorr1;施加阴极保护之后,其保护电位为Ecp为-650 mV,于是,其阴极极化值ΔE为-650 mV与-550 mV之差(-100 mV)。设在-100 mV极化值条件下,被保护对象的腐蚀电流密度为Ja1,由腐蚀电化学原理可知:

式中:βa1—被保护对象阳极溶解反应的塔菲尔斜率。
根据苏联著名的腐蚀科学家托马晓夫的研究结果表明:铁在活性区金属阳极溶解反应的塔菲尔斜率ba为0.06 V,由于ba=2.303βa1,故βa1=26 mV,于是:

理论计算表明,只要施加阴极保护电流使钢铁表面电位负向移动-100 mV时,钢铁的腐蚀速度可降低了98%。
同样当阴极保护电位极化达到-200 mV以后,假设其它参数不变,计算钢铁的腐蚀速度可以降低99.7%。当钢铁表面达到阴极保护电位-0.85 V,即-850 mV时,极化大约在300 mV左右,此时钢铁的腐蚀速度可以忽略不计。
通俗一点说,就是当腐蚀发生时,金属阳极区会流出电流,而施加阴极保护后,金属表面由于不断流入电流,这时腐蚀反应会受到抑制,腐蚀电流会减少到很低水平,可以被视为没有腐蚀。施加阴极电流的方法有牺牲阳极方法和外加电流(强制电流)方法。牺牲阳极的方法如图1所示,是将电位更负的金属或合金直接连接或焊接到金属表面,从而通过电位更负牺牲阳极向较正的金属表面提供电流。
外加电流阴极保护是通过外加直流电源以及辅助阳极,迫使电流从介质(土壤、海水、淡水)中流向被保护金属,使被保护金属结构电位低于周围环境。在阴极保护技术应用比较成熟的石油石化埋地管道工程中,见图3。
4 闸门外加电流阴极保护系统设计
结合水利闸门的结构,土建工程的结构和建造工艺,根据阴极保护原理,参考石油石化埋地管道阴极保护系统的成功应用经验。在三座闸门上设计了阴极保护系统,系统的结构原理图如下:
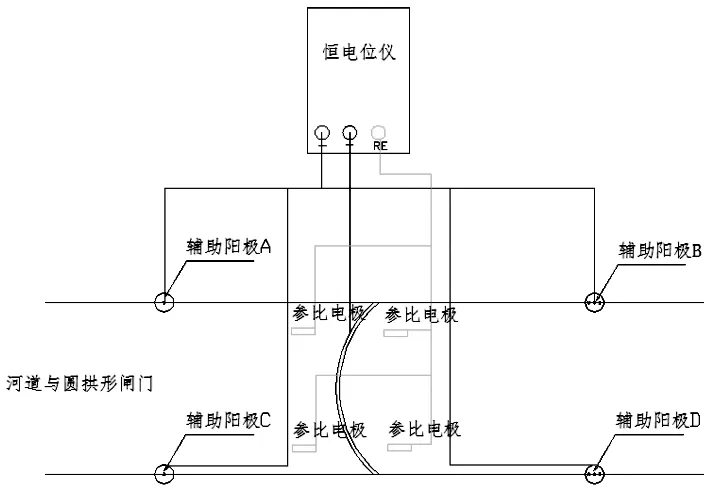
图4 翻板闸门阴极保护系统图
将长寿命辅助阳极安装在闸门两边,同时在闸门两边安装参比电极。将辅助阳极连接到恒电位仪的正极,将闸门连接到恒电位仪的负极,将参比电极连接到恒电位仪的参比信号输入端子。这样,通过江水这一良好的电解环境,阴极和阳极之间形成良好的电路通道,可以保护负极产生的电流源源不断流入闸门,从而使闸门得到保护。
5 阴极保护系统运行情况和数据
三座钢闸门ABC都于2011年建成并投入使用。阴极保护系统与闸门系统同步设计,同步施工,同步运行。表2是三座闸门阴极保护系统的运行数据。
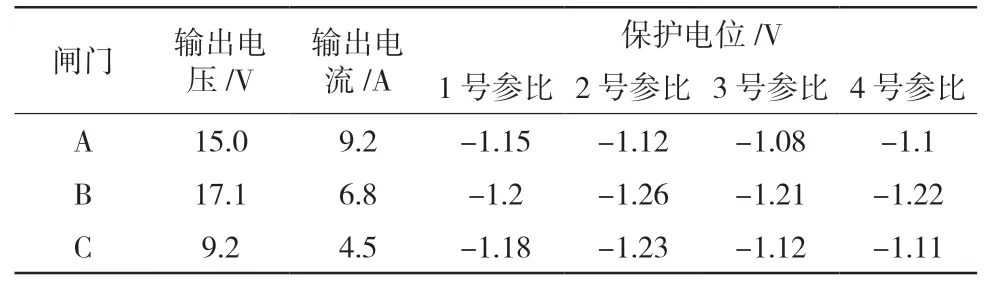
表2 三座闸门阴极保护系统测量数据测量时间:2011.12
针对闸门的外加电流阴极保护系统制定了相关的管理和维护制度,并委托专业厂家进行维护,以保证阴极保护系统能够持续正常运行。在2019年对阴极保护电位和保护效果进行了调查,得到运行数据如表3。
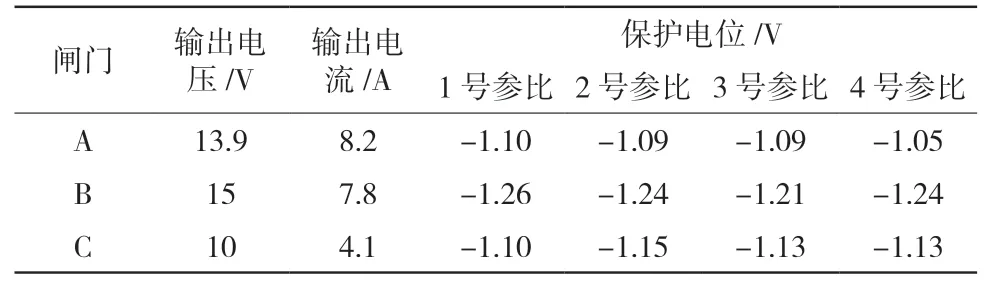
表3 三座闸门阴极保护系统测量数据测量时间:2019.8
对闸门的防腐蚀状况进行了表面检查,检查结果表明,闸门防腐蚀系统效果优异,在经历水下使用将近8年,闸门表面涂层基本没有变化,无返锈,起泡或剥离现象,涂层结合紧密,状况良好,见图5。

图5 闸门A表面状况检查(2019)
6 应用效果分析
在美国国家防腐蚀协会制定的标准NACE RP0169 “Control of External Corrosion on Underground or Submerged Metallic Piping Systems”中,对阴极保护和涂层的设计使用有如下描述:在设计管道系统时,外腐蚀控制是首要考虑的因素。材料选择和涂层是防腐蚀的第一道防线,由于完美的涂层是很难做到的,因此,必须联合使用阴极保护[6]。水利工程对闸门的涂层防腐蚀很重视,但是难免涂层在施工过程中有些碰伤或不均匀,还有由于天气或工艺的问题导致某些局部的缺陷。在这些缺陷部位,水分子比其他部位更容易浸入底层,如果没有阴极保护,这些水分子很容易与铁本体发生发应,由于腐蚀产物氧化铁的体积远远大于铁原子的体积,这样会导致涂层鼓泡,从钢铁基底剥离,随着腐蚀的进一步发生,鼓泡破裂后,水和氧气将与钢铁本体直接接触,闸门本体将会发生生锈腐蚀。但在阴极保护系统作用的情况下会发生,①即使水分渗入涂层底部,钢铁也不会发生腐蚀反应,没有腐蚀反应涂层就不会起泡;②在阴极保护系统存在的情况下,水环境中的阳离子将向闸门表面移动,这些阳离子可在涂层缺陷处或金属表面沉积,从而形成一层保护膜或弥补缺陷。从图5也可以看出,闸门表面平整均匀,但表面哑光,似有表面薄层沉积。
从表2和表3总结了三座闸门阴极保护系统在2011年12月安装调试和2019年8月检查时的闸门表面保护电位。从表中可以看出,闸门表面的阴极保护电位都在-1.0 V以上,国标和NACE的标准都要求钢铁表面保护电位达到-0.85 V或更负(相对于铜/硫酸铜参比电极)。另外,从恒电位仪的输出来看,随着阴极保护系统的运行年限增长,输出电流和电压并没有明显的变化,这也说明目前涂层的状况与以前相比,并没有恶化或变差很多,这也从侧面证明了阴极保护系统对涂层的保护作用。
阴极保护系统投入运行后的效果达到了设计的初衷,从使用效果来看,也达到了设计要求。由于采用了外加电流阴极保护系统,从数据也可以看出,系统的电流可自动调节,保证闸门表面的电位达到相关标准要求的-0.85 V以下的要求。
一般设定阴极保护系统的保护电位在-1.2 V以下,以避免过保护,也节约了能源。
7 结论
(1)由于长寿命要求和无检修条件,在水下翻板闸门防腐蚀体系中引入了外加电流阴极保护这个方法,是一种开创性的设计方法;
(2)三座闸门的阴极保护应用数据表明,在闸门使用外加电流阴极保护是成功的,可以起到保护涂层弥补涂层缺陷,从而保证闸门的长期使用;
(3)对于大型钢结构闸门,无论是不是翻板结构,建议在设计过程中根据项目情况考虑使用外加电流阴极保护系统。
