道岔尖/心轨加工廓形检验基准及偏差取值
2021-03-19赵振华王树国王璞
赵振华 王树国 王璞
(1.铁科(北京)轨道装备技术有限公司,北京 102200;2.中国铁道科学研究院集团有限公司铁道建筑研究所,北京 100081)
道岔区轮轨关系直接影响高速行车平稳性,道岔尖/心轨机加工廓形决定了轮载过渡范围的轮轨匹配关系,是道岔设计、制造和铺设过程中的关键控制参数[1]。因此,TB/T 3307.1—2014《高速铁路道岔制造技术条件第1 部分:制造与组装》[2]对道岔尖/心轨廓形偏差进行了较为严格的规定,要求在道岔生产过程中对尖/心轨廓形进行详细检查与控制。由于未规定廓形检测基准和检测范围,廓形检测在实践过程中仍存在较大争议,廓形极限偏差也有待进一步商榷。
针对此问题,本文开展了系统的廓形测试,基于大量廓形检测数据的统计、对比和趋势分析,对高速铁路道岔尖/心轨廓形检测方法及极限偏差进行了研究,为标准条款的制定和修订提供参考,为不同速度等级的尖/心轨廓形加工提供更合理的指导。
1 既有廓形检验方法及存在的问题
在高速铁路道岔生产过程中,轨件廓形检测属于过程检验。采用抽检方式,轨件抽样比例约占各类型轨件总量的5%。目前廓形检测主要针对处于轮载转换区域的尖/心轨特征断面进行。以客运专线系列道岔为例,尖/心轨廓形检测特征断面见表1。

表1 不同型号的客运专线道岔尖/心轨廓形检测特征断面
采集廓形数据时,根据图纸所示尺寸,利用卷尺确定轨件上特征断面的位置,用钢轨廓形测量仪进行数据采集。基于尖/心轨在工厂内的存储条件,不能保证所有采集断面的y轴与水平面处于垂直状态。因此,后期数据处理时,部分廓形要进行旋转才能具备检测条件。此外,各制造企业和质量监督单位对廓形检测基准、检测范围的理解也存在差异[3]。
2 廓形检测基准及检测范围
2.1 廓形检测基准
针对廓形检测中存在的问题,提出了中点基准和工作边基准2 种廓形偏差检测基准,并分别确定了采用这2种基准进行廓形检测的方法,见图1、图2。
1)中点基准
首先确定实测廓形最高点并过最高点做水平线,将水平线向下偏移16 mm;将水平线用实测廓形剪切并保留实测廓形工作边和非工作边的部分,得到实测廓形参考线。采用相同的方法得到设计廓形参考线。
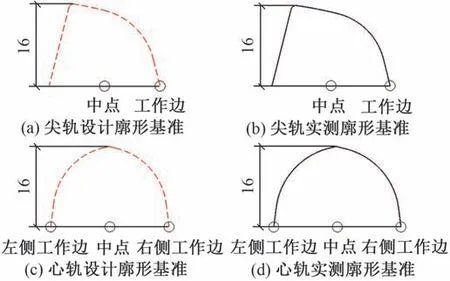
图1 廓形检测基准(单位:mm)
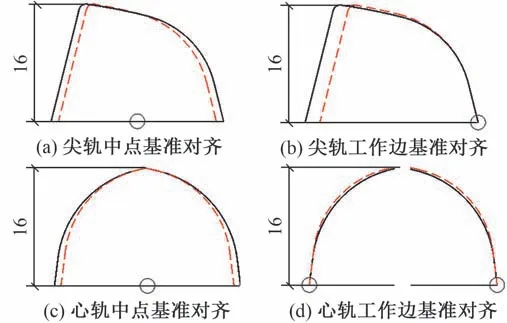
图2 廓形检测方法(单位:mm)
将实测廓形参考线与设计廓形参考线的中点对齐,检测实测廓形和设计廓形的最大偏差值。实测廓形凸出设计廓形时偏差为正,反之为负。
2)工作边基准
采用上述方法得到实测廓形参考线和设计廓形参考线后,将参考线与工作边的交点对齐,检测实测廓形和设计廓形的最大偏差值。
2.2 廓形检测范围
文献[4-5]规定,高速铁路钢轨廓形打磨面的最大宽度为轨顶圆弧范围。文献[6]规定,钢轨打磨廓形和目标廓形的分析比对方法为:在y-z坐标系内以轨顶切线为基准(实测廓形不旋转),实际廓形与目标廓形在轨顶最高点处上下对齐、在Z-16处左右对齐(Z-16为最高点向下16 mm 处),廓形验收范围为钢轨轨头横向-25~32 mm。
综上,建议将道岔尖/心轨廓形检测范围定义为廓形最高点至轨肩R13 圆弧终点。考虑到各特征断面R13圆弧终点与廓形最高点距离不同,为便于检测,将廓形检测范围终点与最高点距离确定为16 mm,即实测廓形与设计廓形参考线位置处,见图3。

图3 廓形检测范围(单位:mm)
3 尖/心轨廓形偏差分布及分析
尖/心轨前端呈尖型,分别与相应的基本轨/翼轨配合,引导车轮从基本轨/翼轨过渡至尖/心轨,需要进行轨头加工的区域为尖/心轨尖端到尖/心轨整轨头断面。以尖轨为例,加工区域如图4 所示。轨头加工采用分步骤加工的方式,一般按照非工作边→工作边→轨顶的顺序,其中工作边加工和轨顶加工的工序会在尖轨工作面接刀。

图4 尖轨加工区域
为确定既有尖/心轨廓形偏差分布,以客运专线道岔为例,采用国内4 家主要的道岔制造企业(分别用A 厂—D 厂表示)近期生产的尖/心轨实测廓形数据进行统计分析。
3.1 尖/心轨廓形偏差分布
采集尖轨廓形共329 个,分别以中点基准和工作边基准进行检测,得到廓形偏差分布见表2。

表2 4家制造企业尖轨廓形偏差分布
心轨左右侧均为工作边,均须进行检测。检测完成后,取同一廓形两侧偏差中的较大值作为该廓形的偏差。采集心轨廓形335 个,分别以中点基准和工作边基准进行检测,得到廓形偏差分布见表3。
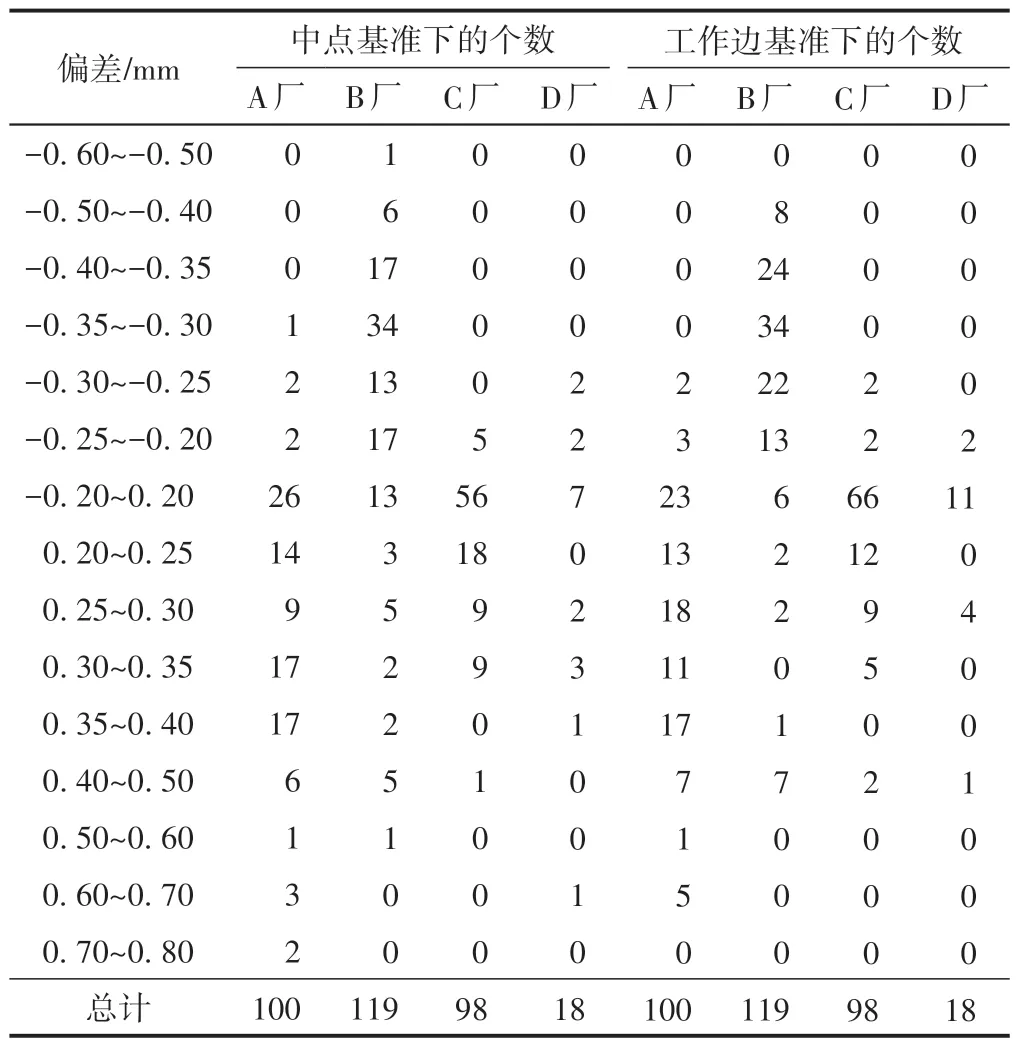
表3 4家制造企业心轨廓形偏差分布
3.2 尖/心轨廓形合格率
根据TB/T 3307.1—2014进行评估,得出4家制造企业的尖/心轨廓形合格率,见表4。可以看出,各制造企业生产的尖/心轨廓形合格率普遍较低。分步加工的工艺是尖/心轨廓形合格率低的原因之一[7],但目前行业内尚无更好的加工工艺。
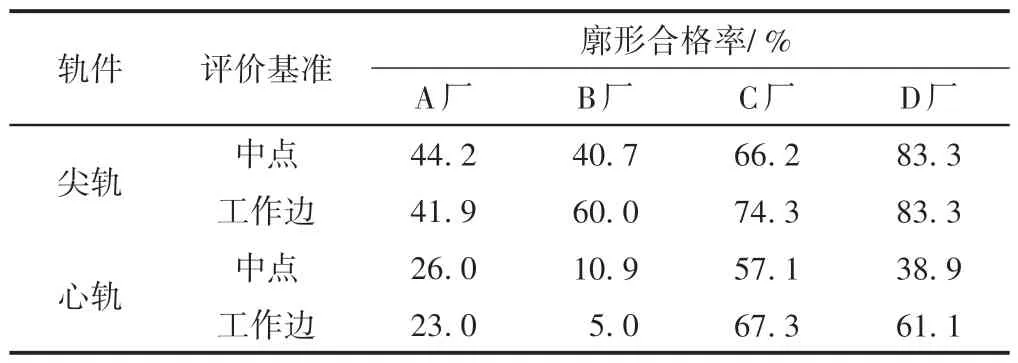
表4 4家制造企业尖/心轨廓形合格率
4 尖/心轨廓形合理公差取值及检测基准探讨
4.1 廓形公差取值探讨
TB/T 3307.1—2014 规定,尖/心轨机加工区域廓形和设计廓形的偏差不应大于0.2 mm。尖/心轨非机加工区域与廓形相关的形状公差为轨冠饱满度。TB/T 3109—2013《铁路道岔用非对称断面钢轨》[8]按线路速度等级对轨头饱满度公差值进行了规定:运行速度小于200 km/h 时为±0.6 mm;运行速度大于等于200 km/h时为+0.6,-0.3 mm。其中正公差为凸出,负公差为凹入。
现场调研表明,引起晃车的廓形偏差在15 mm 断面为+1.6 mm,在35 mm 断面为+1.9 mm,在40 mm 断面为+2.7 mm,均远大于0.2 mm。
根据现场调研情况和生产现状,建议参考尖/心轨非机加工区域轨冠饱满度公差,按线路速度等级对尖/心轨机加工区域廓形公差进行规定:运行速度小于200 km/h 时取0.6 mm;运行速度大于等于200 km/h 时取0.3 mm。
4.2 廓形检测基准选取
对廓形公差值取0.20,0.25,0.30,0.35,0.40 mm时的尖/心轨廓形合格率进行统计,见图5。
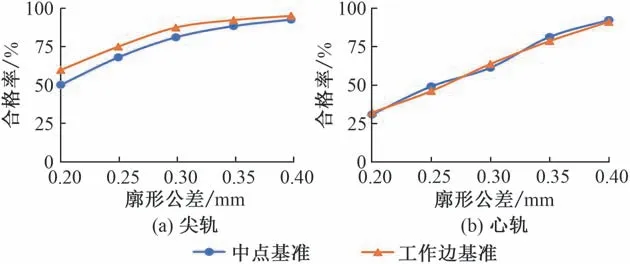
图5 不同廓形检测基准下尖/心轨廓形合格率
由图5可知:在廓形公差取值较小的情况下,不同的检测基准对尖轨廓形合格率有较大影响,以中点基准进行检测时,轨头宽度公差会对廓形公差产生影响;随着公差取值的增加,2 种基准对应的尖轨合格率不断接近;公差取值为0.3 mm 时,2 种基准下尖轨合格率仅相差6%,工作边基准合格率高于中点基准;不同的检测基准对心轨合格率无明显影响。
综上,为避免轨头宽度尺寸对廓形检测产生影响,建议尖轨廓形检测时采用工作边基准。为避免心轨加工偏中,建议心轨廓形检测时采用中点基准。
5 结论与建议
本文提出了2 种道岔尖/心轨廓形检验基准,给出了2 种基准下的廓形检测范围,并对国内4 家道岔制造企业近期生产的客专线系列道岔进行了廓形偏差数据的统计分析。
结合现场调研情况和尖/心轨生产现状,建议参考尖/心轨非机加工区域轨冠饱满度公差,按线路速度等级规定尖/心轨机加工区域廓形公差:运行速度小于200 km/h 时取0.6 mm,运行速度大于等于200 km/h 时取0.3 mm。为避免轨头宽度对廓形偏差产生影响,建议尖轨廓形检测采用工作边基准;为避免心轨加工偏中,建议心轨廓形检测采用中点基准。
下一步工作拟针对不同速度等级的道岔尖/心轨廓形进行动力学仿真,根据仿真结果选取现场试验道岔进行跟踪观测,根据观测结果进一步优化廓形公差取值。
