提高拉幅机效率的参数优化
2021-03-17ShindePatilZingabhoi
T. A. Shinde, L. N. Patil, A. Zingabhoi
SVKMS, NMIMS, Mukesh Patel工学院(印度)
拉幅机是用于纺织品烘干、定型以及调整织物宽度参数的机器,同样也可用于织物的化学整理。拉幅机被用于拉开成型织物,织物通过压实机后进入拉幅机。拉幅机因其可靠性、高效率以及高产出率而成为一种节能机器。进料是数码可控的,损失到空气中的热量很少,但是有一些其他因素会导致拉幅机的效率降低。拉幅机的作用是使预定型以及热定型的织物达到固定长度及宽度,它也用于纺织品化学整理,染色也同样使用拉幅机调整织物。拉幅机的主要功能是横向拉伸织物,使其门幅宽窄一致。
拉幅机广泛用于织物拉伸、干燥、热定型和整理。拉幅机一般长为24~30 m,宽为1.8~2.5 m。运动速度范围为10~45 m/min,温度可控范围为175~250 ℃,根据织物的厚度及类型设置运动速度和温度。
1 材料和方法
1.1 材料
材料包括聚酯织物、弹性织物、黏胶织物。
1.2 方法
——连续化过程:轧-烘-焙方法。
——轧压压力:25~35 N。
——热定型温度:170~210 ℃。
1.3 步骤
——首先选择合适的染缸,如No.306013。
——织物重为157 kg,长为1 958 m,幅宽为122 cm。
——将织物放在机器上并置于水洗室,这个过程在110 ℃条件下持续10 min。
——水洗之后将织物取出冷却,然后将水洗后织物运到下一个工序进行化学整理,主要使用的化学品为Nato-lube JD和Seragal PLP。
——织物进入染色工序,使用的染料为分散EXH、Dianix橙和Coralene黄SR,染液pH值为7。对染色之后的织物进行冷却,这样需要用于拉幅机的织物试样就准备好了。
2 结果与讨论
针对拉幅机效率损失问题采取4种措施如图1所示。采取4种措施前后拉幅机的效率损失率对比如表1所示。从表1可以看出,采取不同措施后,拉幅机效率损失率都得到相应降低,这归因于解决上述问题所需要的时间减少。由此可见,解决问题所需要的时间与拉幅机的效率成反比,这就意味着处理问题所需要的时间减少,拉幅机的效率得到提高。

a) 措施一
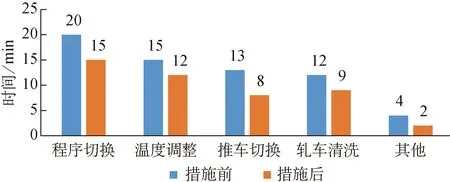
b) 措施二
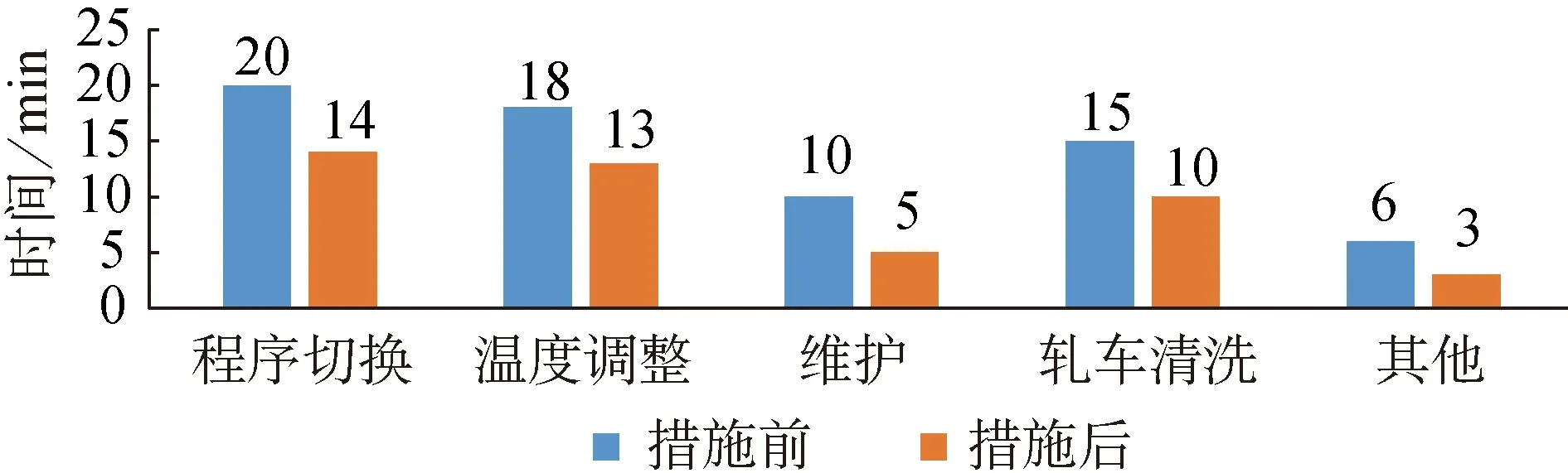
c) 措施三
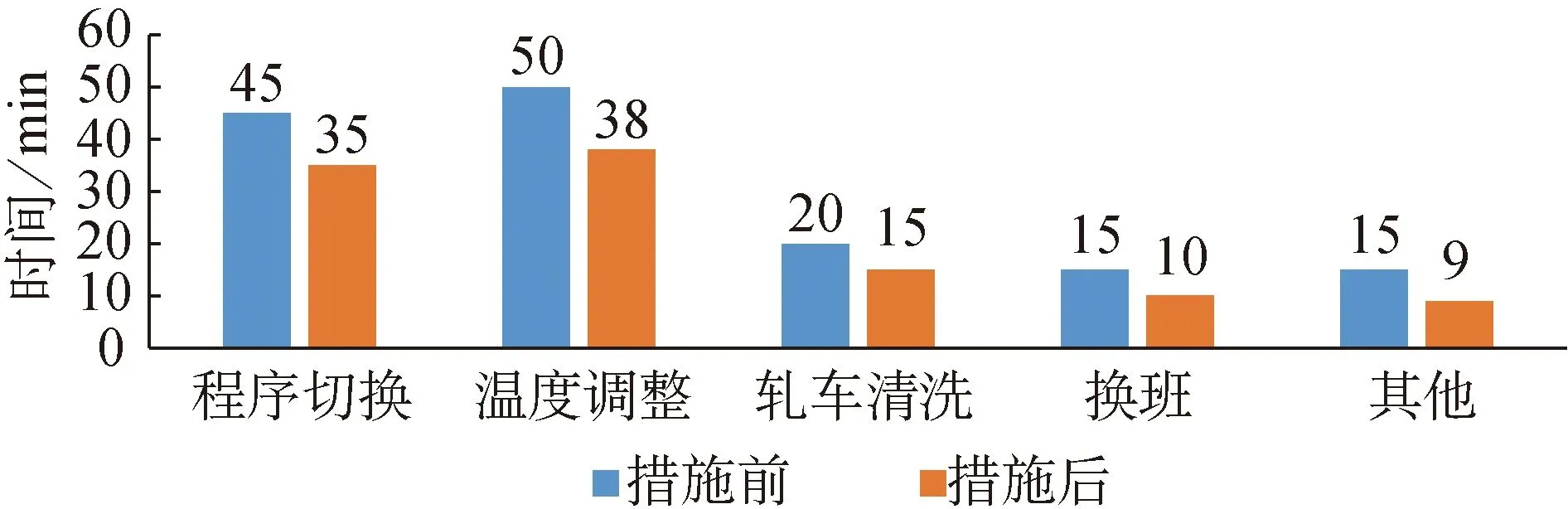
d) 措施四

表1 采取4种措施前后拉幅机效率损失率对比
3 结论
拉幅机对织物的品质有很大的影响。拉幅机是染色的核心,因此有必要提高拉幅机的生产效率和机器利用率。在进行大量的试验后可得到以下结论:
——拉幅机决定实际产量;
——造成拉幅机生产效率低的主要原因是程序切换、温度调整、维护、轧车的清洗和其他因素(如换挡、断电、故障)用时过长;
——通过使用过程控制和机器标准参数设置并且根据标准对仪器条件进行设置,可以控制拉幅机的效率损失;
——可以观察到,采取措施后拉幅机的效率最高可提高6个百分点,这是因为减少了解决问题所需要的时间。
胡 柳 译 高爱芹 校