ZJ116 高速卷烟机MAX 二次分切圆刀清洁装置的设计和应用
2021-03-11刘亚男金彩洪
刘亚男,金彩洪
(红塔烟草(集团)有限责任公司楚雄卷烟厂,云南 楚雄 675000)
在实际生产过程中,ZJ116 型卷烟机组MAX 二次分切圆刀在切割一段时间后堆积胶垢,使得刀口变钝,不能保持锋利而有效地对滤嘴烟支进行切割,导致滤嘴毛边缺陷烟支多,影响卷烟产品质量;修理工需停机进行反复调整,影响设备运行效率;同时二次分切后的废烟多,使得原辅料消耗增加,影响成本考核。
1 MAX 二次分切机构工作原理分析
MAX 二次分切机构是ZJ116 型卷烟机组的关键功能部件,其作用是在二次分切鼓轮上将双倍长烟支切割成两个等长的烟支。在搓接鼓轮与搓板的作用下,水松纸搓接到烟条和滤嘴上形成双倍长滤嘴烟支。二次分切圆刀在二次分切鼓轮上将双倍长烟支切被成两个等长的烟支,经二次分离轮分离一定距离后,符合工艺标准的滤嘴烟支汇合后输入下一道工序。
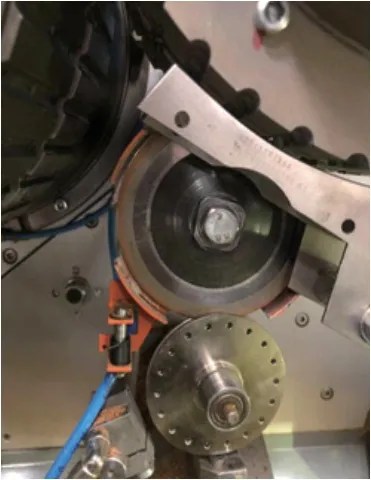
图1 ZJ116 卷接机组MAX 二次分切机构示意图
2 存在问题及原因分析
MAX 二次分切圆刀在切割烟支滤嘴端时,滤嘴变软,切割阻力增大; 在切割烟支滤嘴端后,产生胶丝粘在圆刀上,产生粉尘飞撒在空中。现使用的滤嘴棒为水溶性滤嘴棒,形成粉尘和胶丝的原因是,滤嘴棒材质物理性能——水溶性滤嘴棒的软化点比较低,因此在圆刀经切割运动自然升温发热,达到50℃时,就会软化继而熔化水溶性滤嘴棒中所含的粘胶剂。它们在飞速运转的圆刀作用下,粘胶剂形成胶丝粘附并积累在圆刀和砂轮上;砂轮在刃磨圆刀过程中,逐渐粘结和增厚胶垢,使刃磨效果迅速降低,影响双倍长度烟支正常切割,滤嘴切口端面不光滑平整,是造成二次分切圆刀在分切滤嘴烟支一定时间后会发生烟支滤嘴端切割质量不良主要原因。
3 MAX 二次分切圆刀清洁装置的设计思路
砂轮刃磨圆刀的同时磨削圆刀上积累的胶垢和粉尘,磨削下来的粉尘和胶丝沿砂轮切线方向四处飞溅,对此设计了“刮刀+吹风”清理方式,在清洁装置底座上固定刮刀,紧贴圆刀进行清洁,同时加装吹气装置对刮刀与圆刀接触部位进行清洁。同时将压缩空气对准圆刀片的刃口,对圆刀表面进行冷却降温。

图2 刮吹式清洁装置示意图
4 MAX 二次分切圆刀清洁装置的设计方法
4.1 刮刀装置设计
4.1.1 刮刀设计
(1)材料选择。刮刀应具有强度高、耐高温、耐摩擦特点,查询《机械手册》,镍铬合金硬度为HRC60-65、抗拉强度≥650MPa、屈服强度≥300MPa、具有高强度和抗腐蚀性,且耐高温和耐磨性较好,选用镍铬合金作为刮刀材料。
(2)刮刀形状选择。由于三角柱体稳定性强,能紧贴圆刀,刮胶效果明显;且可同时利用三个面,更换时间短,因此选择三角柱体作为刮刀的形状。
(3)刮刀尺寸设计。为了确定清洁效果最佳,滤嘴毛边烟支数最少时的上下表面边长及刮刀厚度,分别选用了刮刀的3 个尺寸:①上表面边长;②下表面边长;③刮刀厚度,利用了DOE 试验进行了尺寸的优选。最佳尺寸为:上表面边长19mm,下表面边长12mm,厚度5mm。
(4)刮刀连接方式选择。由于螺栓连接对通孔的加工要求低,结构简单,装拆方便,部件旋转灵活,因此选定螺栓连接方式作为刮刀与刮刀座的连接方式。
4.1.2 刮刀座设计
(1)材料选择。刮刀座具有耐用性强,经济实用,易加工特点,经查询《机械手册》,45#钢硬度为HRC55-62、抗拉强度≥600MPa、屈服强度≥355MPa,经适当的热处理以后可获得一定的韧性、塑性和耐磨性,因此选择45#钢作为刮刀底座材料。
(2)刮刀座形状选择。“L”形刮刀能够紧贴圆刀进行清洁,清洁效果良好,滤嘴毛边烟支缺陷率低,胶垢堆积量少,因此选择“L”形作为刮刀底座形状。
(3)刮刀座尺寸选择。对刮刀臂上弹簧最佳拉力及刮刀臂最佳角度测量,刮刀臂长度应在33~49mm 之间为最佳,通过优选试验,当刮刀臂长度为43mm 时滤嘴毛边烟支缺陷率最低,圆刀胶垢堆积量最低,且装置运行稳定,确定43mm 为刮刀臂的长度。
4.2 吹气装置设计
4.2.1 喷吹头设计
(1)材料选择。由于铜管易弯曲,易扭转,不易裂缝,不易折断,重量较轻,导热性好,低温强度高,因此选定铜管作为喷吹头的材料。
(2)喷吹头形状选择。由于扁平型喷吹头能在吹气过程中能形成气帘,对刮刀及圆刀表面全面清洁,因此选定扁平型作为喷吹头的形状。
(3)喷吹参数设计。影响喷吹清洁效果的3 个因素,分别为:①喷嘴高度;②喷嘴与垂直面夹角;③气压大小。通过正交试验优选出吹气装置喷吹参数的最佳参数组合为喷嘴高度16mm、喷嘴与垂直面夹角40°、气压大小10Pa。
5 改进方法
绘制圆刀清洁装置零件图。
加工圆刀清洁装置:
(1)加工刮刀。加工了上表面边长为19mm,下表面边长为12mm,厚度为5mm,倾角为45°的两片镍铬合金刮刀片,并在两片刮刀片中心各钻取一个M4 螺纹孔用以连接刮刀座。
(2)加工刮刀座。用45#钢加工出了2 个“L 型”刮刀底座,四棱柱长为19mm,宽为19mm,高为20mm,刮刀臂长为43mm,并在两片刮刀座底部中心各钻取一个M6螺纹孔用以连接在清洁装置底座上。
(3)加工吹气装置。用标准高压空气管接头,外径为φ6mm。在上端的气管接头安装1 个用φ6mm 的铜管制作的铜管弯头,使弯头的出口正对合金刮刀和圆刀,铜管弯头的出口制作呈扁孔,下端的气管接头接上一根高压空气管,以便与机器上的气源连接。
(4)加工清洁装置底座。用45#钢加工出了清洁装置底座,长:45、宽:8、厚度:5(mm),底座的两端加工有2 个用于固定刮刀座的M6 螺纹孔,中部加工有一个用于固定高压空气管接头的M6 螺纹孔,在清洁装置底座的底端加工有两个M8 螺纹孔,用于固定在ZJ116 卷烟机二次分切鼓轮轴承座上。
(5)组装清洁装置。将两个刮刀座安装在底座两端的两个M6 螺纹孔上,将清洁装置的高压空气管接头安装在底座中部的M6 螺纹孔上,同时用弹簧将刮刀座远离刮刀的一边连接在清洁装置底座的挡柱上,从而拉紧刮刀。

图3 圆刀清洁装置CAD 图

图4 加工好的圆刀清洁装置
6 改进效果
在改造方案准备就绪的情况下,维修人员将加工好的清洁装置在3# ZJ116 卷烟机上进行了安装试验,用M8螺栓将清洁装置底座的底端固定在ZJ116 卷烟机二次分切鼓轮轴承座上,按照气路布置图将气源气路与圆刀清洁冷却装置上的气路相连。
将改进后的方案在3# ZJ116 卷烟机上试用一周,对试用效果进行了检验,测量了MAX 二次分切圆刀的胶垢堆积量,抽检并计算出了滤嘴毛边烟支缺陷率,同时监测改进后的MAX 二次分切圆刀表面是否有刮痕。

图5 安装清洁装置

表1 改进后3# ZJ116 卷烟机组效果检验情况调查表
从以上统计表可看出,改进后3# ZJ116 卷烟机MAX二次分切圆刀的胶垢堆积量均明显降低,同时滤嘴毛边烟支缺陷率均明显降低,新增加的圆刀清洁装置没有影响二次分切圆刀的正常运行,圆刀表面没有产生刮痕。
7 结语
本文所论述的ZJ116 卷烟机MAX 二次分切圆刀清洁装置在ZJ116 卷接机组尚属首创,首次采用“刮除式”和“吹除式”相结合的方式清洁圆刀胶垢,清洁效果更加良好;三角刮刀片的使用,通过刮刀360°手动旋转,可快速变换刀刃,且连接螺钉方便拆卸,更换刮刀过程省时省力;拉簧的作用下,通过L 型刮刀臂的转动快速实现刮刀与圆刀的紧密贴合和有效分离,结构简单,调整方便;吹气装置利用设备自身的压缩空气吹除胶垢,同时可以起到圆刀降温的作用,减少胶垢的产生;适用于行业内超高速或中速设备各类切割圆刀的清洁,推广性强。此套方案可以推广到全国烟草行业的HAUNI 公司和常德烟机公司的系列超高速或中速设备(ZJ116、ZJ17 等机型卷烟机组),对行业落实降本增效工作方案及提高产品质量起到了很好的促进作用。
