气体氮碳共渗及后氧化复合处理研究
2021-03-10唐光辉肖江华潘行杰
唐光辉 肖江华 潘行杰




摘 要:本研究采用气体氮碳共渗及后氧化复合表面处理技术对45#钢和40Cr钢表面进行改性,并对处理后工件的硬度、金相组织、尺寸变形量、表面粗糙度、耐蚀性进行研究。结果表明:经复合处理后45#钢和40Cr钢表面硬度明显提高,分别为HV0.1580和HV0.1637;两种材料渗层金相组织均由白亮层及氧化层组成,45#钢和40Cr钢白亮层厚度分别为22.4 μm和19.6 μm,氧化层厚度均为1.7 μm;复合处理后两种材料直线度没有较大变化,外径均略有增大,45#钢外径增大0.006 3 mm,40Cr钢增大0.002 7 mm;粗糙度基本保持不变;盐雾试验结果显示,复合处理的45#钢和40Cr钢经400 h中性盐雾试验无锈点,具有良好的耐蚀性。
关键词:气体氮碳共渗;后氧化;复合处理;耐蚀性
中图分类号:TG156.8 文献标识码:A 文章编号:1003-5168(2021)19-0111-04
Abstract: The surface of 45# steel and 40Cr features improved by gas nitrogen carburizing and post oxidation combined surface treatment, study on the hardness, metallographic structure, dimension deformation, surface roughness and corrosion resistance.The results show that the surface hardness of 45# steel and 40Cr is improved obviously after composite treatment. The Measured values are HV0.1580 and HV0.1637 Respectively, The metallographic structure of the infiltration layer of the two materials is composed of the white-bright layer and the oxide layer. The thickness of 45# steel and 40Cr white-bright layer are 22.4 μm and 19.6 μm respectively, both of the oxide layer thickness layer are 1.7 μm. The two materials straightness accuracy did not change greatly after treatment. The outer diameter was increased slightly; 45# steel material outer diameter increased by 0.006 3 mm, 40Cr material increases by 0.002 7 mm as well as the roughness no change basically. The results of salt spray test show that the composite 45# steel and 40Cr material have no rust points after 400 hours neutral salt spray test which means have good corrosion resistance.
Keywords:Gas nitro carburizing of total permeability; post-oxidation; composite processing; corrosion resistance
汽车雨刮电机输出轴是雨刮系统联动机构的主要组成部件,常用材料为45#钢和40Cr钢。产品需要满足高精度、高硬度、耐腐蚀性好等技术要求,传统的处理方式是盐浴氮化[1],即QPQ(Quench-Polish-Quench)处理。然而,盐浴氮化工况恶劣,采用的处理盐为剧毒氰化物[2-4],废盐环境污染严重,因而其日益受到环保限制。相关文件提出,要以气体氮化(氮碳共渗和后氧化的复合处理)取代盐浴氮化技术,实现表面处理的绿色环保和精确控制。
本文采用气体氮碳共渗及后氧化复合表面处理技术在45#钢和40Cr钢表面进行改性试验。基本思路是:首先对工件进行气体氮碳共渗处理[5],使工件表面形成由疏松层和白亮层组成的氮碳共渗组织,提高工件表面硬度和耐蚀性[6];然后再进行高温氧化处理,在产品表面形成Fe3O4氧化膜[7],以进一步提高工件的耐蚀性。通过对处理后的产品硬度、金相组织、尺寸变形量、粗糙度、耐蚀性等关键特性进行分析,探讨以气体氮碳共渗和后氧化结合的复合表面处理技术代替盐浴氮化在汽车雨刮电机输出軸应用的可行性。
1 试验材料与设备
1.1 试验材料
采用常规雨刮电机输出轴材料45#钢和40Cr钢,热轧冷拉态,金相组织均为铁素体+珠光体,材料制作成Φ25 mm×150 mm试样。材料成分见表1和表2,材料金相组织见图1和图2。
1.2 试验设备
采用DS-1635型井式气体氮化炉进行氮碳共渗及后氧化复合处理;采用MHV-1000型维氏硬度计测试硬度;采用XJP-6A金相显微镜观察金相组织;采用0-100型跳动仪测量变形量;采用SURFCOM1400G粗糙度仪测量粗糙度;采用BY-120型盐雾试验机测试耐蚀性。
2 工艺试验参数
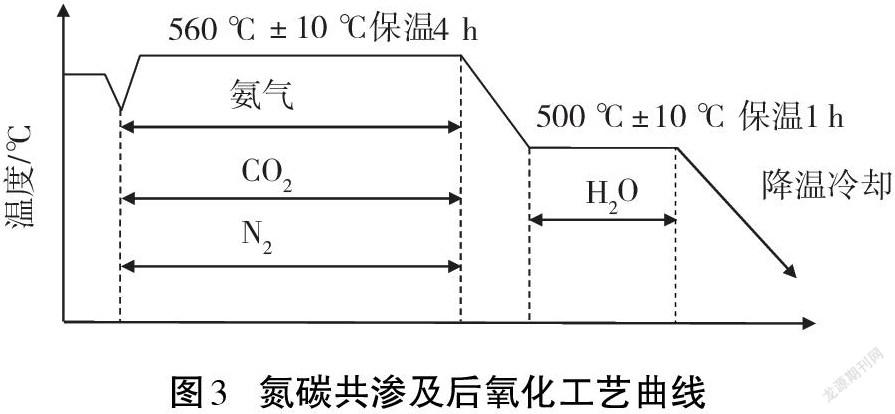
氮碳共渗及后氧化均在DS-1635型150 kW井式氮化炉中进行,氮碳共渗采用氨气+二氧化碳+氮气混合气体,比例为6∶1∶1,处理温度为560 ℃±10 ℃,保温时间4 h;氮碳共渗结束后随炉降温至500 ℃±10 ℃,通入水蒸气进行后氧化处理,保温时间1 h,然后随炉降温至200 ℃以下出炉。工艺曲线见图3。
3 试验结果及分析
3.1 硬度结果分析
45#钢和40Cr钢经气体氮碳共渗及后氧化复合处理前后的表面硬度见表3。由表3可以看出,处理前两种材料硬度差别不大;处理后45#钢表面硬度平均为HV0.1580,40Cr钢表面硬度平均为HV0.1637。这是因为处理后,N原子及少量C原子渗入,与基体中的Fe原子结合,形成Fe的氮化物和碳化物,显著提高材料的表面硬度[8]。在40Cr钢中,基体中的Cr原子和渗入的N原子及C原子形成了Cr的氮化物及Cr的碳化物,弥散分布在基体中,进一步提高了材料的表面硬度[9]。因此,在处理后,40Cr钢比45#钢表面硬度高HV0.157。
3.2 金相组织分析
图4和图5分别是45#钢和40Cr钢经复合处理后的金相组织照片。从图上可以看出,两种材料在基体表面均形成了明显的白亮层及氧化层,白亮层由疏松层和致密层组成。其中,45#钢白亮层厚度为22.4 μm,疏松層厚度为7.8 μm,氧化层厚度为1.7 μm;40Cr钢白亮层厚度为19.6 μm,疏松层厚度为7.3 μm,氧化层厚度为1.7 μm。疏松层的产生主要是由亚稳定的高氮ε相分解造成的。45#钢的白亮层厚度比40Cr钢厚2.8 μm ,这是由于Cr原子半径是0.185 0 nm,Fe原子半径是0.124 1 nm,Cr原子半径大于铁原子,阻碍了N原子在基体中的扩散,导致N原子在40Cr钢中的扩散系数小于45#钢,从而影响了白亮层厚度。
3.3 变形量分析
表4和表5分别是两种材料复合处理前后的直线度和外径变化。从表4可以看出,直线度处理前后没有明显变化,这是因为处理温度低,时间短。从表5可以看出,处理后的外径均变大,原因是在处理过程中,工件表面吸收的N原子和C原子,生成各种氮化物及少量碳化物,表面原始组织的晶格常数增大,宏观表现为表层体积略有增加。其中,45#钢外径增大0.006 3 mm,40Cr钢外径增大0.002 7 mm,45#钢的外径变化范围大于40Cr。
3.4 表面粗糙度分析
45#钢和40Cr钢处理前后粗糙度变化情况如表6所示。从表6可以看出,复合处理后两种材料的表面粗糙度基本保持不变,气体氮碳共渗和后氧化不会改变材料表面粗糙度[10]。
3.5 盐雾试验结果分析
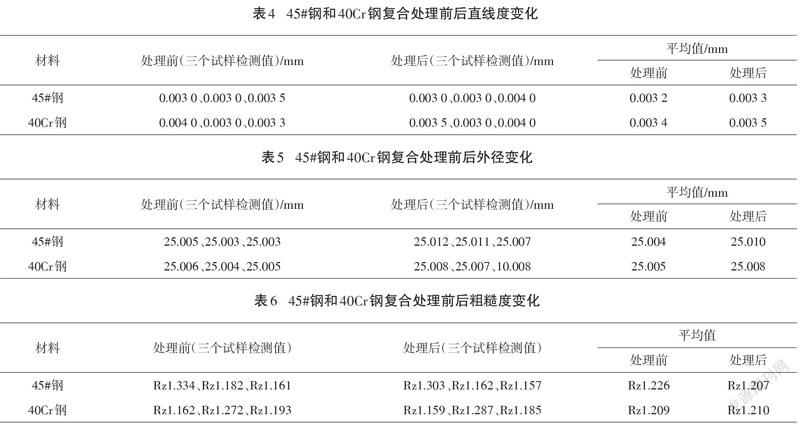
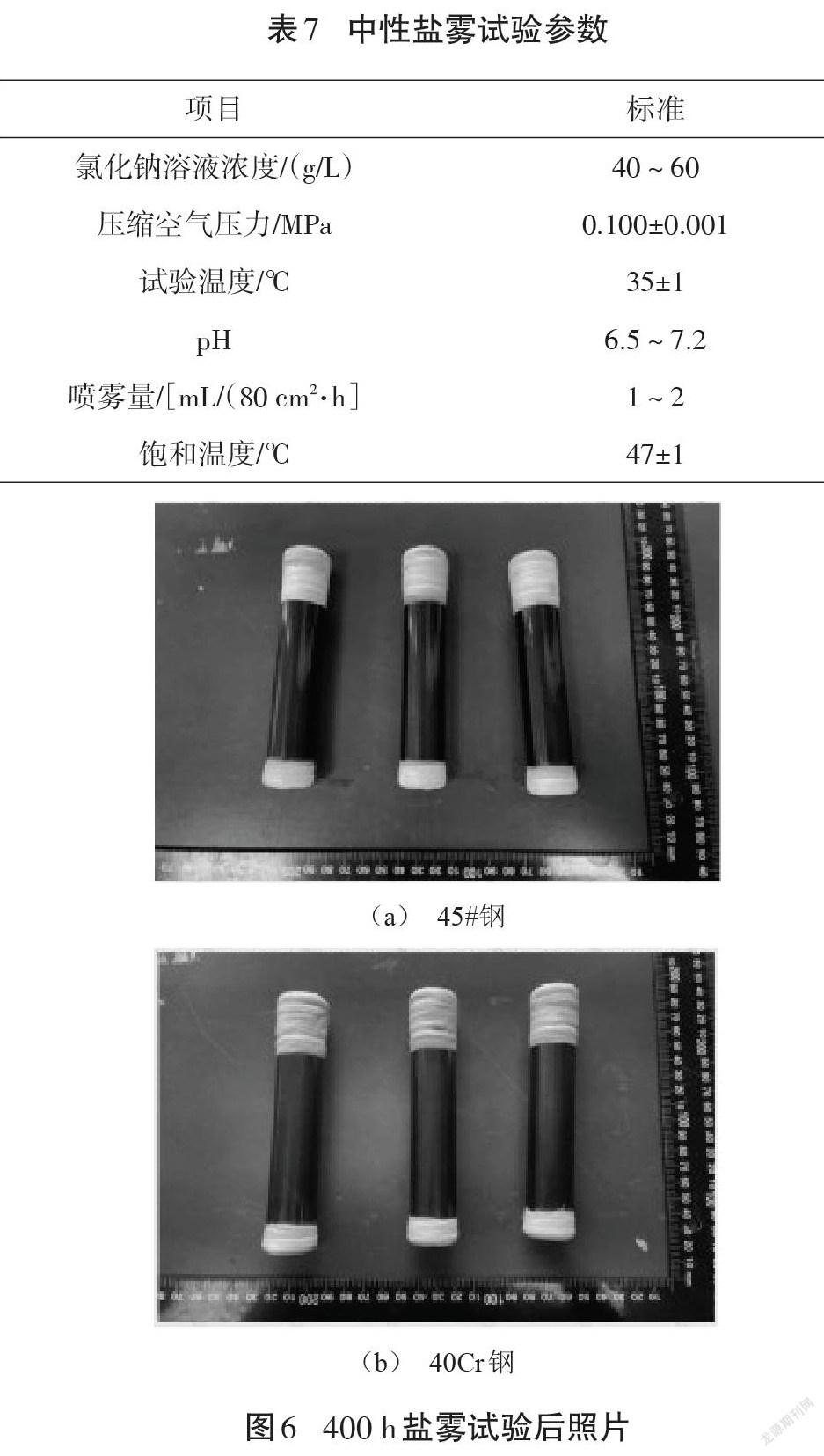
采用BY-120型盐雾试验机进行耐蚀性研究。试验工件为经气体氮碳共渗及后氧化复合处理的45#钢和40Cr钢各3支,试验标准依照《人造气氛腐蚀试验 盐雾试验》(GB/T 10125—2012)执行,试验参数见表7。结果显示(见图6),400 h盐雾试验后,工件表面无锈点,经气体氮碳共渗及后氧化复合处理45#钢和40Cr钢具有良好的耐蚀性,可以满足汽车雨刮电机输出轴的盐雾试验要求。
4 结论
①经气体氮碳共渗及后氧化复合处理后,45#钢和40Cr钢表面硬度明显提高,表面硬度均值分别为HV0.1580和HV0.1637。
②经气体氮碳共渗及后氧化复合处理后,在45#钢和40Cr钢基体表面均形成明显的白亮层及氧化层,白亮层由疏松层和致密层组成;其中,45#钢白亮层厚度22.4 μm,疏松层厚度7.8 μm,氧化层厚度1.7 μm;40Cr白亮层厚度19.6 μm,疏松层厚度7.3 μm,氧化层厚度1.7 μm。
③经气体氮碳共渗及后氧化复合处理后,两种材料工件直线度没有较大变化,外径均略有增大,45#钢外径增大0.006 3 mm,40Cr钢增大0.002 7 mm,45#钢的外径变化范围大于40Cr。
④经气体氮碳共渗及后氧化复合处理后,两种材料工件表面粗糙度没有明显变化。
⑤经气体氮碳共渗及后氧化复合处理后,45#钢和40Cr具有良好的耐蚀性,400 h盐雾试验后,工件表面无锈点,可以满足汽车雨刮电机输出轴的盐雾试验要求。
参考文献:
[1]祝伟,罗德福.低温盐浴渗氮工艺研究[J].热处理工艺,2012(2):77-79.
[2]李惠友,罗德福,林训华.QPQ盐浴复合处理技术[M].北京:机械工业出版社,1997:81-82.
[3]李惠友,罗德福,吴少旭.QPQ技术的原理及应用[M].北京:机械工业出版社,2008:68-69.
[4]YEUNG C F,LAO K H,LI Y H,et al.Advanced QPQ complexsalt bath heat treatment[J].Journal of Materials Processing Technology,1997(1):249-252.
[5]史楠楠.气体氮化及软氮化原理浅析及区别[J].橡塑技术及装备,2015(41):57-60.
[6]章敬保,杨川,张程菘,等.气体氮化对碳钢耐蚀性的影响及化合物层的价电子理论分析[J].腐蚀与防护,2018(3):207-212.
[7]陈天殷.硅钢片及铁心的蒸气发黑工艺[J].微电机,1988(3):46-49.
[8]陈磊,揭晓华,于能,等.气体软氮化工艺研究新进展[J].表面技术,2010(1):81-84.
[9]村上博充.气体软氮化气氛控制[J].国外金属热处理,1999(5):9-12.
[10]刘必荣.球墨铸铁曲轴表面气体软氮化强化处理研究[J].拖拉机与农用运输车,2006(6):86-89.
3075500338202
