万安水力发电厂2号机组推力轴承弹性油箱更换
2021-03-10何云徐文波
何云 徐文波

摘 要:本文分析了万安水力发电厂2号机组推力轴承弹性油箱更换的原因,介绍了新弹性油箱的安装工艺、受力调整方法及更换后的机组运行情况。结果表明:更换后各部位振动、摆度均正常,各瓦温均在规定范围内且分布均匀,机组出力稳定。可见,此次更换是成功的。
关键词:水轮发电机;推力轴承;弹性油箱
中图分类号:TM621.3 文献标识码:A 文章编号:1003-5168(2021)19-0044-03
Abstract: This paper analyzed the reasons for the replacement of the elastic oil tank of thrust bearing of No. 2 unit in Wan'an Hydropower Plant, and introduced the installation technology of the new elastic oil tank, the method of force adjustment and the operation of the unit after replacement. The results show that after replacement, the vibration and swing of each part are normal, the bearing temperature is within the specified range and evenly distributed, and the output of the unit is stable. It can be seen that the replacement was successful.
Keywords: hydrogenerator;thrust bearing;elastic oil tank
万安水力发电厂2号机组于1992年投产,使用的是液压支柱式推力轴承[1],18个液压弹性油箱装配在推力轴承的圆盘形底柱上。各弹性油箱采用钢管从外部连接,整个油压系统牢固连通、严密封闭。弹性油箱外形加工成波纹形,形成弹性壁,同时减少了充油量。弹性油箱内设有保护罩,防止机械损伤,方便机组受力调整时推力轴承弹性与刚性之间的转换[2]。
1 弹性油箱更换原因
1994年9月,弹性油箱止回阀内漏,油压从设计压力1.1 MPa下降到0.7 MPa,中心平均压缩量超过2 mm的设计要求。机组20多年的运行及泄压导致弹性油箱过度变形使用,可能会造成金属疲劳。通过对返厂处理后弹性油箱的数据进行分析,发现弹性油箱自调节能力较差,存在较大的设备安全隐患,因此有必要对弹性油箱进行更换。
2 新弹性油箱的特点及负荷试验
2.1 新弹性油箱的特点
第一,每个弹性油箱之间通过底盘内连通槽进行连接,确保每个弹性油箱同步动作。
第二,新弹性油箱止回阀采用二级密封结构,一级密封通过调节调整螺栓来改变压力弹簧弹性,使阀座顶住阀体达到密封;二级密封通过螺帽内螺钉顶住外阀体,达到预紧密封的目的。
2.2 新弹性油箱负荷试验
出厂试验时,油箱须充满30号透平油,初始油压为1.1 MPa,油箱伸长值不大于1 mm。弹性油箱装配后,整体做3 100 t负荷试验,保压72 h。试验时尽量使每个油箱受力均匀,油箱最大下沉量不超过2 mm。
通过对试验数据进行分析,新弹性油箱在28.1 MPa压力(相当于3 100 t负荷)下保压72 h,各油箱平均压缩值为1.078 mm,符合设计要求。
3 旧弹性油箱拆除
第一,在机坑内测量并修正前镜板相对标高。
第二,将弹性油箱连同推力支架整体吊至指定位置后,以重力机架内圆(推力油槽挡油桶安装处)的圆形弧面为基准,均匀分8个点(测点做好标记),用深度尺测量油箱底盘内圈与其最小距离(相对安装中心位置)。同时,记录8个测量点的中心数据,并应有校核点数据。
第三,按顺序拆除各推力瓦、瓦托、托盘,并一一对应编号。
第四,测量每个支柱螺栓球面距油箱底盘上端面的相对安装高程并核对记录。
第五,拆除推力轴承座,且新弹性油箱采用新的推力轴承座。
第六,拆除弹性油箱底盘,定置摆放。
第七,拆除推力支架的销钉和连接螺栓,定置摆放,将推力支架面清扫处理干净,用刀口尺进行检查。
4 新弹性油箱安装
通过测量,新弹性油箱轴承座顶部至底盘下端面的高度为680 mm,弹性油箱至底盘的高度为485 mm,新、旧弹性油箱的底盘内径尺寸偏差为±0.88 mm。新弹性油箱的制造应与原支柱螺栓配合,并满足现场调节余量要求,推力轴承座与轴承底盘销钉孔进行现场配钻。具体安装工艺如下[3]。
第一,清理检查推力支架面,测量重力机架内圆的内径尺寸。通过对测量数据进行分析,确定新弹性油箱安装位置及中心数据,将新弹性油箱吊装就位并调整好中心位置,用连接螺栓进行固定,校核中心位置数据并复核。
第二,确定底盘与推力支架的銷孔位置后,现场进行钻铰销孔。
第三,打入销钉后紧固连接螺栓,校核中心数据,将新推力轴承座吊装就位并紧固连接螺栓,用0.05 mm的塞尺检查底盘与推力支架接合面的间隙,允许有局部间隙,深度不应超过组合面宽度的1/3,总长不应超过周长的20%,组合螺栓及销钉周围不应有间隙。
第四,将原支柱螺栓按编号装入新弹性油箱,安装前应把支柱螺栓清理干净,安装时用手旋入,注意防止丝扣卡死,更不能强行用扳手等工具旋入。
第五,用测量仪进行测量,并将支柱螺栓高程调回原支柱螺栓的相对安装高程。
第六,按编号顺序将托盘、托瓦和推力瓦一一吊装就位,将托瓦下限位螺栓装好进行定位检查。
5 机组高程、中心、水平、受力调整
在推力支架吊装固定、风洞支臂及盖板回装完成后,将弹性油箱刚性保护罩旋到底(保护罩打成刚性),刚性状态一直保持到轴线处理后。
推力瓦检查完好,在瓦面及镜板面不涂油的情况下将镜板吊装就位,防止镜板滑脱及吸附力过大。
5.1 镜板高程调整
测量并调整镜板背面高程,并与拆前镜板高程进行比较。
5.2 镜板水平粗调
采用三点法将镜板水平调至不大于0.03 mm/m,即在保证镜板高程的情况下,用3个弹性油箱(推力瓦)调整镜板的水平。镜板水平调整完成后,在不改变镜板标高的情况下,将其他推力瓦均匀顶靠上,从而保证镜板的水平。
5.3 中心、受力调整
弹性油箱调整前需要做好以下准备工作:第一,将各转动部分装复,测量发电机空气间隙、水轮机迷宫环间隙,应均无死点;第二,风闸完好,无漏气、串气现象;第三,顶转子油泵完好,油量足够;第四,下导接触面抹油装复,检查无死点,成90°的方向对称各抱4块瓦(留间隙0.03~0.05 mm);第五,18个弹性油箱保护罩旋到距底部3 mm;第六,将18根测杆装好,并架好表架,百分表預留2 mm的压缩量(小针对“2”,大针对“0”),并在下机架上设置一个百分表,用于监视转子顶起的高度;第七,检查并确保无妨碍转动部分提升及下落到位的物件。
在转子落下后,记录每只百分表的读数,测量镜板水平、下导轴领至瓦架距离。之后,将上述测量的百分表读数、机组水平、下导轴领至瓦架距离录入专用软件进行计算,分析各弹性油箱支柱螺栓高度的调整量。
顶起转子,按所计算的调整量,对各油箱支柱螺栓高度进行调整。调整过程中,调整量要适当偏小,不宜过大。然后,把百分表重新对“0”,经过以上步骤反复多次调整,使各弹性油箱中心压缩量最大值与最小值之差不大于0.20 mm,且镜板在自由状态时,机组水平、中心、受力符合要求。
相关技术要求如下[4]:弹性油箱中心压缩值最大值与最小值的差≤0.20 mm;相邻弹性油箱中心压缩量之差≤0.15 mm;镜板水平合成值≤0.03 mm/m;水导瓦托环最小间隙≥0.75 mm;发电机定子与转子空气间隙与平均空气间隙之差不应大于平均空气间隙的±10%;浆叶与转轮室间隙合格。
受力调整最终数据如表1所示。
经计算,各弹性油箱平均压缩值为0.595,[Pmax-Pmin]=0.685-0.542=0.143<0.20 mm,符合技术要求。
镜板水平合成值为1.13格(0.023 mm/m),与+[X]夹角为282.75°(靠4号瓦),水平合成值小于0.03 mm/m,符合技术要求。
调整数据合格后,测量并复核机组水平、中心、受力数据,并做好记录。
转子上端空气间隙测量:上端平均间隙为15.92 mm,上端最大间隙为17.48 mm,上端最小间隙为14.68 mm,最大间隙和最小间隙均不超过平均间隙的±10%,符合技术要求。
调整推力轴承各部位间隙,托瓦侧限位螺母设计间隙为双圈间隙1.60 mm,要求将内、外两圈间隙均调整为0.75~0.85 mm。在转动部分质量落在弹性油箱时,托瓦下限位螺母的设计间隙为4 mm,弹性油箱保护罩间隙调整为5 mm。
间隙调整合格后,用锁片锁紧各弹性油箱支柱螺栓,整个弹性油箱调整完毕。分别测量上导轴领到瓦架的距离、镜板工作面到推力瓦架的距离,并做好相关记录。机组经水平、中心、受力调整后,高程、水平、中心、各弹性油箱的受力均达到技术要求。
6 新弹性油箱更换后效果
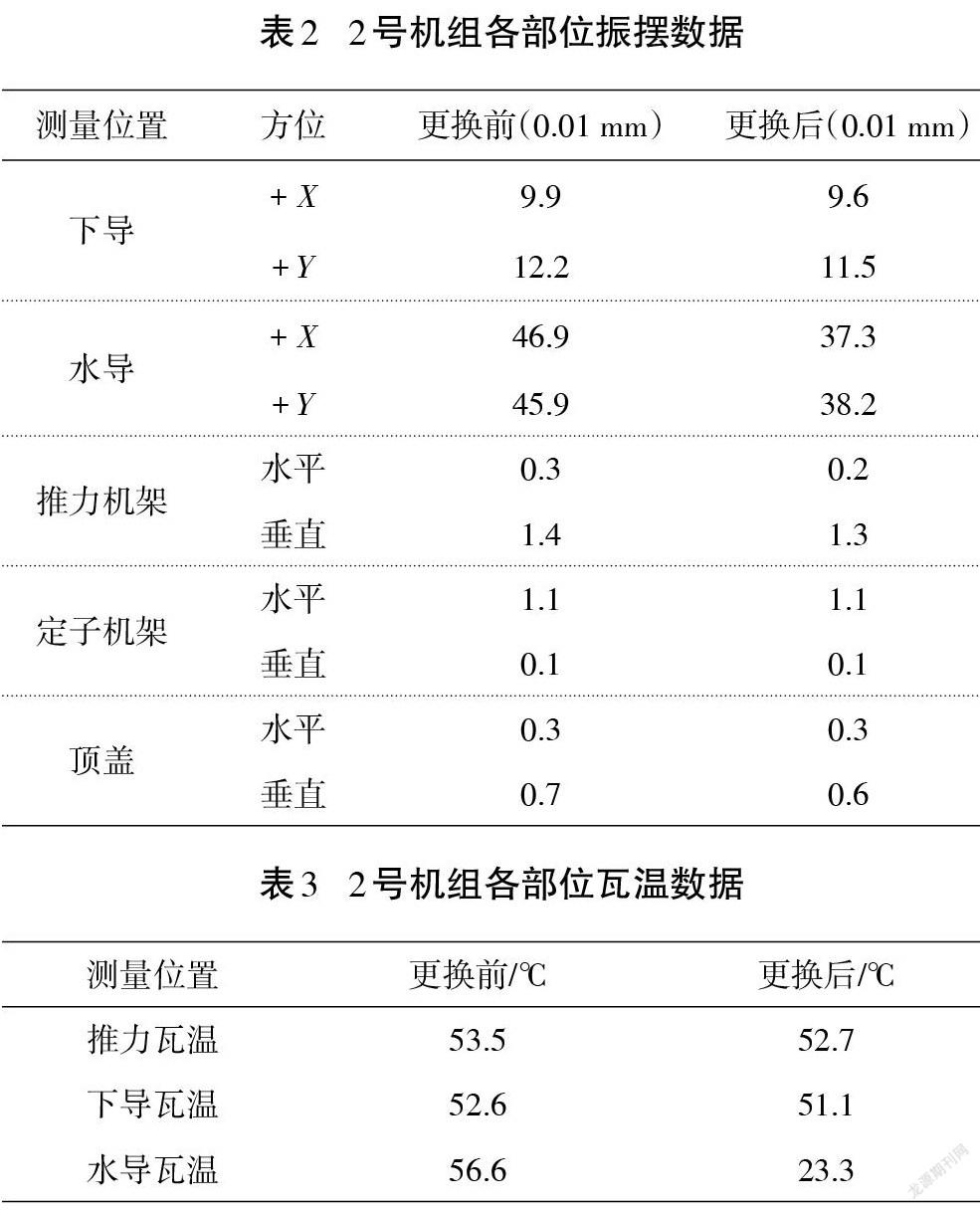
机组运行相关技术要求如下[5]:下导摆度≤0.45 mm,水导摆度≤0.45 mm,定子外壳[X]≤0.04 mm。
在相同水头(27.8 m)、相同负荷(101.7 MW)下,比较2号机组弹性油箱更换前后振摆、瓦温等数据,结果分别见表2、表3。
7 结语
2号机组更换弹性油箱并运行6个月后,比较相同水头、负荷下油箱更换前后的数据。结果表明:更换后各部位振动、摆度均正常,各瓦温均在规定范围内且分布均匀,机组出力稳定。可见,此次更换是成功的。
参考文献:
[1]江晓林,陆明,宾斌.大型水轮发电机组推力轴承结构型式及特点[J].水电与新能源,2014(7):33-36.
[2]赵新青.水轮发电机推力轴承弹性油箱的制造工艺[J].科学技术创新,2017(2):29.
[3]张维平.丹江口水电厂5号机组推力轴承弹性油箱更换[J].华中电力,2000(1):44-45.
[4]水利部.水轮发电机组推力轴承、导轴承安装调整工艺导则:SL 668—2014[S].北京:中国水利水电出版社,2014.
[5]国家能源局.水轮发电机运行规程:DL/T 751—2014[S/OL].(2014-03-18)[2021-05-02].https://www.doc88.com/p-9899120363810.html?r=1.
3107500338281
